
核电蒸汽发生器用法兰锻件的锻造方法.pdf

书生****12

1/10
2/10
3/10

4/10
5/10
6/10
7/10

8/10
9/10
10/10
亲,该文档总共16页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
核电蒸汽发生器用法兰锻件的锻造方法.pdf
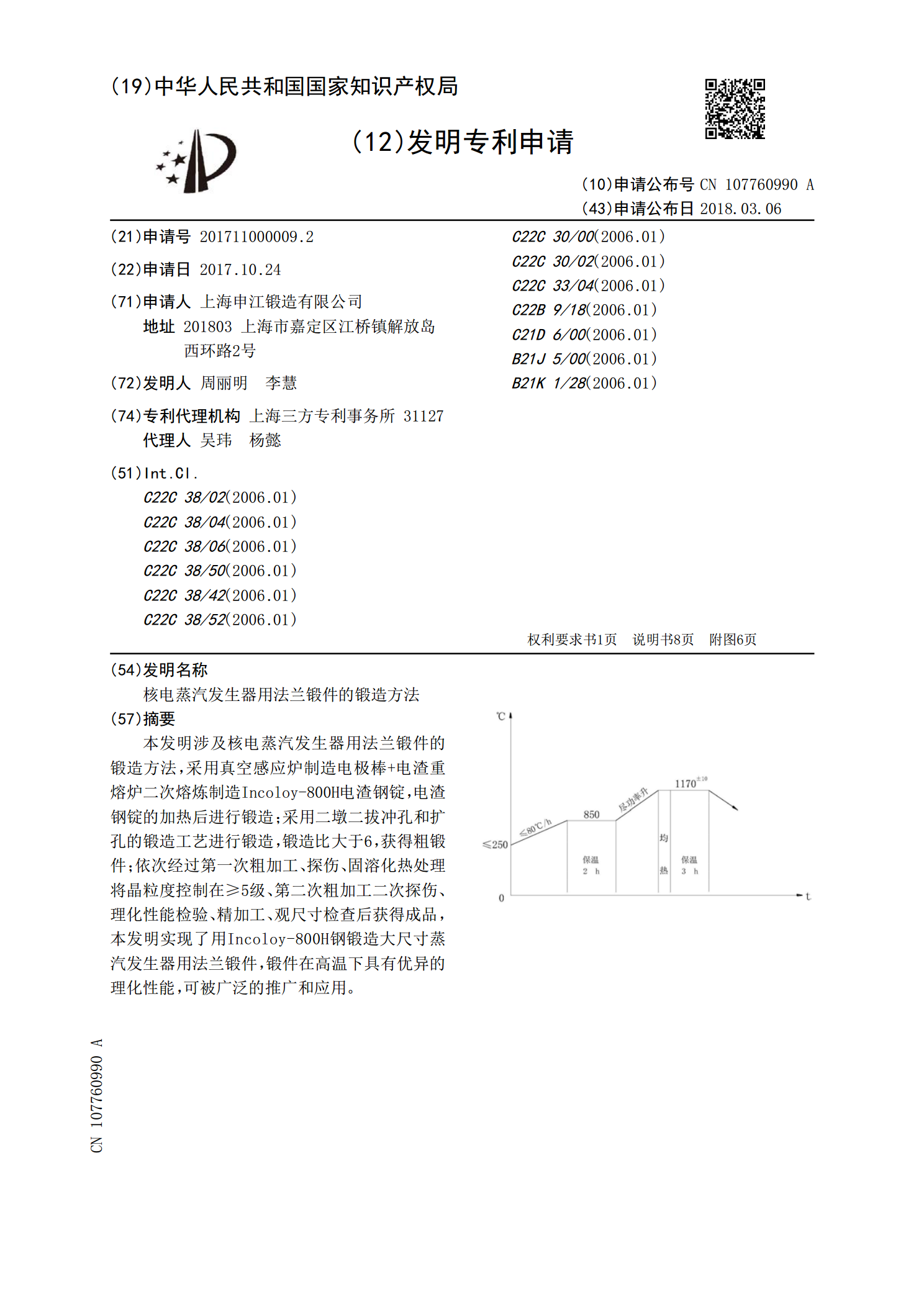
本发明涉及核电蒸汽发生器用法兰锻件的锻造方法,采用真空感应炉制造电极棒+电渣重熔炉二次熔炼制造Incoloy‑800H电渣钢锭,电渣钢锭的加热后进行锻造;采用二墩二拔冲孔和扩孔的锻造工艺进行锻造,锻造比大于6,获得粗锻件;依次经过第一次粗加工、探伤、固溶化热处理将晶粒度控制在≥5级、第二次粗加工二次探伤、理化性能检验、精加工、观尺寸检查后获得成品,本发明实现了用Incoloy‑800H钢锻造大尺寸蒸汽发生器用法兰锻件,锻件在高温下具有优异的理化性能,可被广泛的推广和应用。
核电蒸汽发生器用高温合金锻件的制造方法.pdf
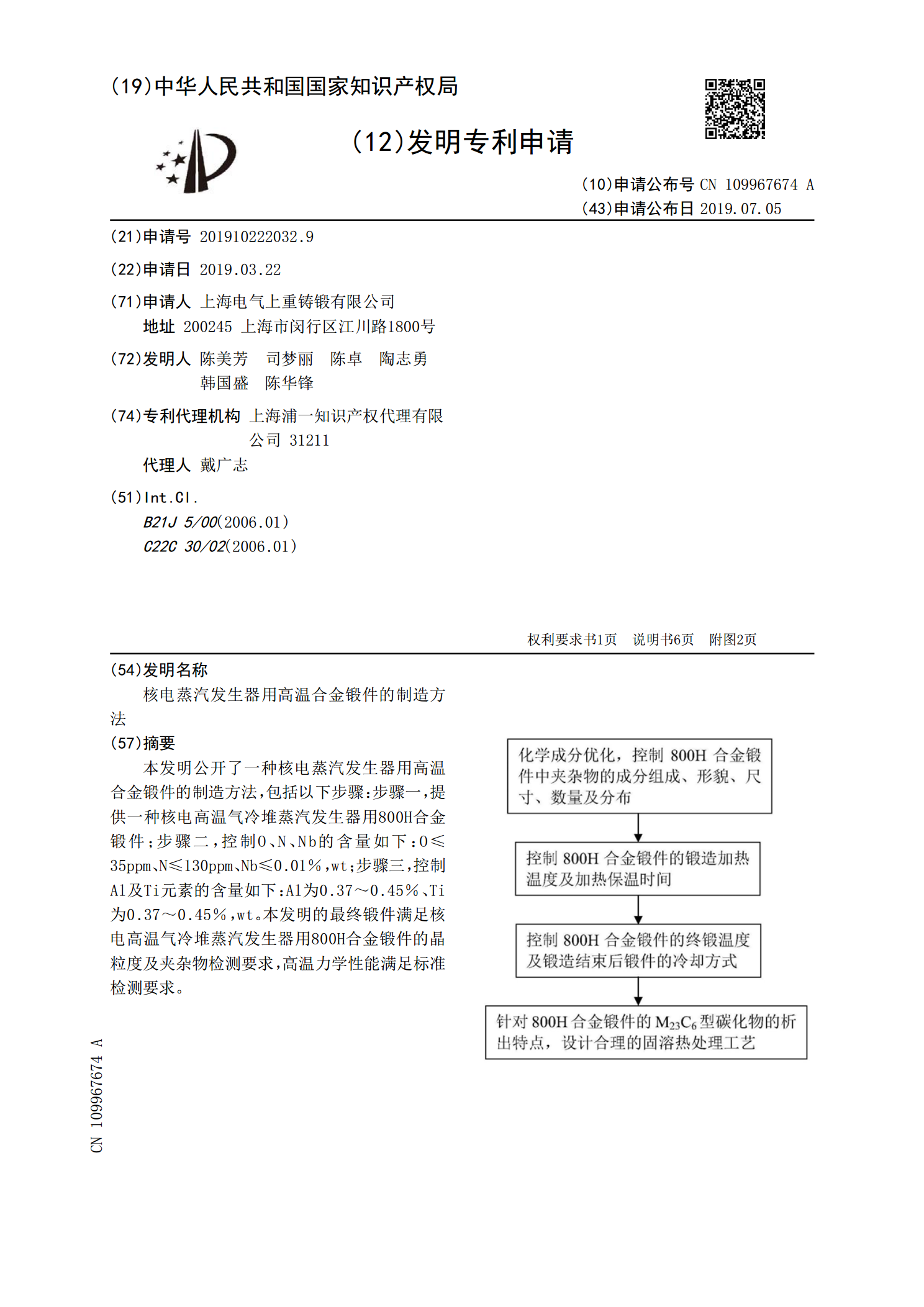
本发明公开了一种核电蒸汽发生器用高温合金锻件的制造方法,包括以下步骤:步骤一,提供一种核电高温气冷堆蒸汽发生器用800H合金锻件;步骤二,控制O、N、Nb的含量如下:O≤35ppm、N≤130ppm、Nb≤0.01%,wt;步骤三,控制Al及Ti元素的含量如下:Al为0.37~0.45%、Ti为0.37~0.45%,wt。本发明的最终锻件满足核电高温气冷堆蒸汽发生器用800H合金锻件的晶粒度及夹杂物检测要求,高温力学性能满足标准检测要求。
一种法兰锻件的锻造方法.pdf
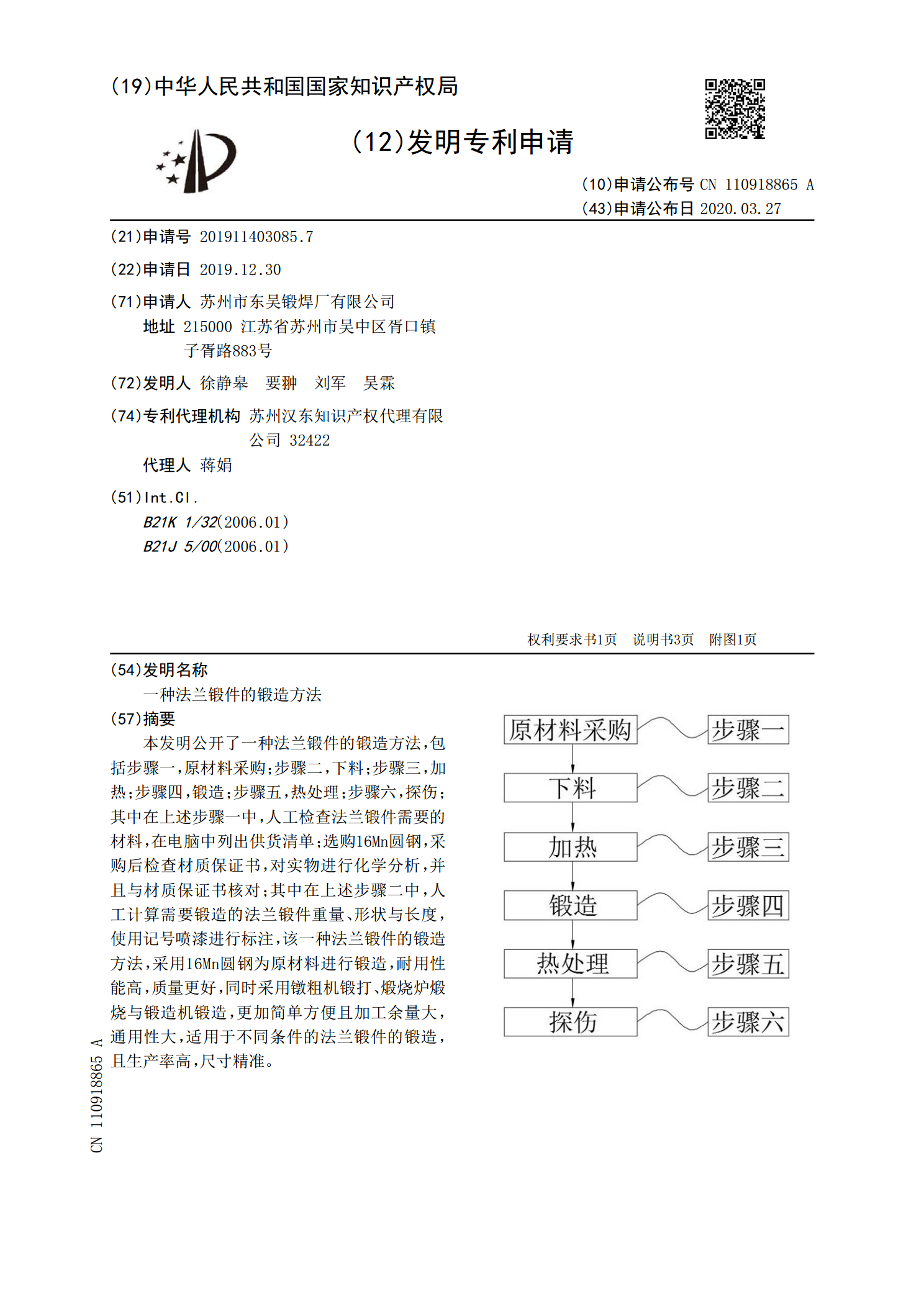
本发明公开了一种法兰锻件的锻造方法,包括步骤一,原材料采购;步骤二,下料;步骤三,加热;步骤四,锻造;步骤五,热处理;步骤六,探伤;其中在上述步骤一中,人工检查法兰锻件需要的材料,在电脑中列出供货清单;选购16Mn圆钢,采购后检查材质保证书,对实物进行化学分析,并且与材质保证书核对;其中在上述步骤二中,人工计算需要锻造的法兰锻件重量、形状与长度,使用记号喷漆进行标注,该一种法兰锻件的锻造方法,采用16Mn圆钢为原材料进行锻造,耐用性能高,质量更好,同时采用镦粗机锻打、煅烧炉煅烧与锻造机锻造,更加简单方便且

带主法兰阀体锻件的锻造方法.pdf
本发明涉及阀门的阀体锻造,具体是一种带主法兰阀体锻件的锻造方法。包括如下步骤:A、坯料加热:坯料加热到始锻温度1200℃±20℃,并在该温度下保温;B、模具预热;C、坯料准备出炉;D预锻:坯料出炉后,坯料放置到预锻模具型腔内,预锻模具上模开始合模,坯料填充满模具型腔形成预锻坯;E终锻:预锻坯从预锻型腔取出放到终锻模具型腔,终锻模具上模的合模,冲头挤压,直至预锻坯完全填满模具型腔,两片体球阀阀体锻件成形。本发明锻件无飞边,能锻出阀体锻件的中间孔,降低锻件重量,节约原材料,提供效率。
核电站蒸汽发生器用拉杆材料及其制备方法.pdf
本发明公开了一种核电站蒸汽发生器用连接拉杆材料,按重量百分比计算,所含成分如下:C:0.080-0.015%;Si:0.10-1.0%;Mn:0.4-1.0%;P:≤0.030%;S:≤0.030%;Cr:11.5-13.5%;Ni:0.01-0.50%;Re:0.02-0.80%;余量为Fe及不可避免的杂质。其制备方法是:A:所含成分的重量百分比计算进行原料配制;B、将按前述配制的原料按冶炼顺序加入感应炉中冶炼,其中所述混合稀土金属Re在感应炉冶炼出钢前2~3分钟内加入钢液中立即出钢,出钢时采用氩气保护