
一种制备厚底外光金属粉末滤芯盲管的成形模具.pdf

Jo****34

1/8

2/8
3/8
4/8
5/8
6/8
7/8

8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种制备厚底外光金属粉末滤芯盲管的成形模具.pdf
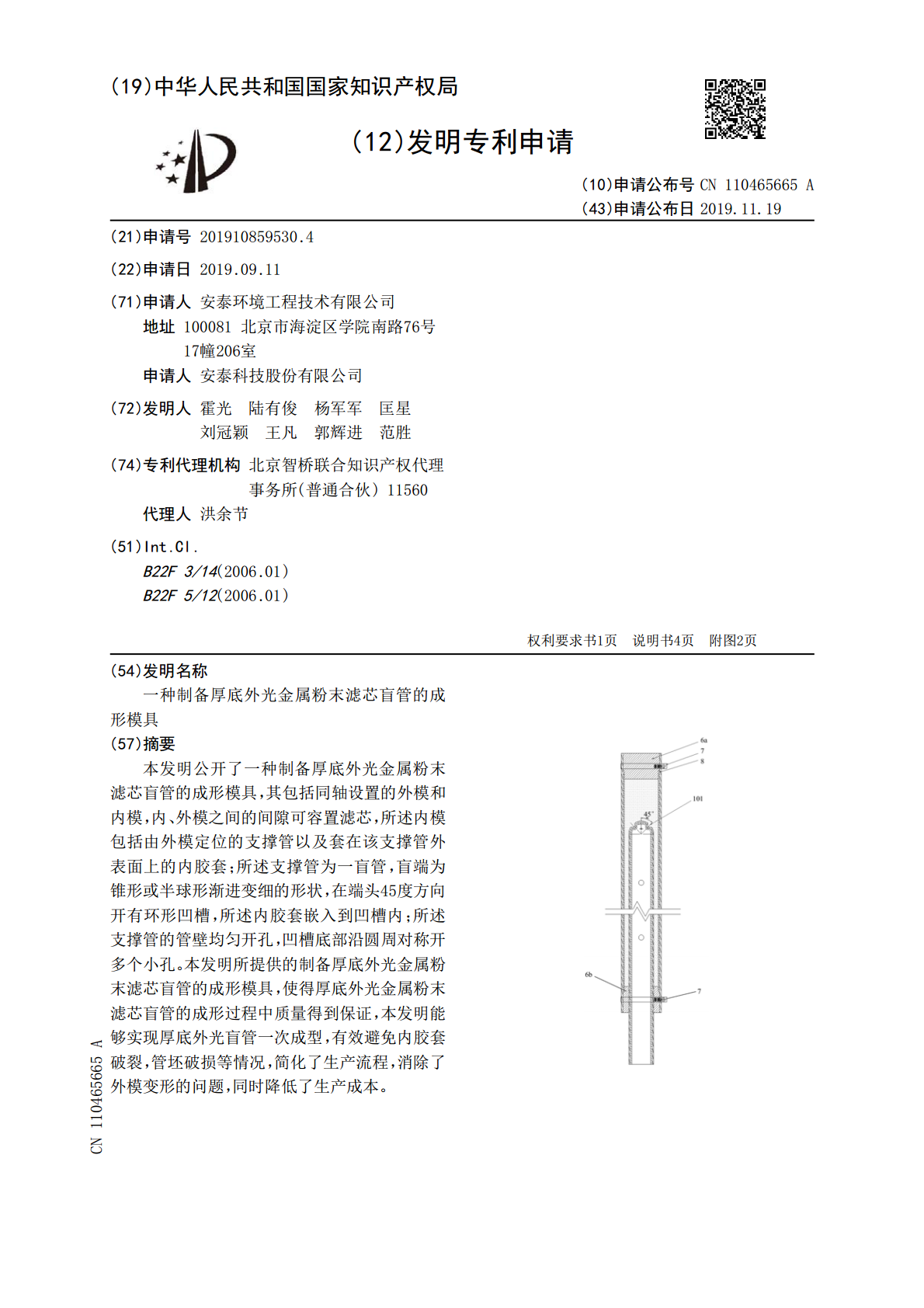
本发明公开了一种制备厚底外光金属粉末滤芯盲管的成形模具,其包括同轴设置的外模和内模,内、外模之间的间隙可容置滤芯,所述内模包括由外模定位的支撑管以及套在该支撑管外表面上的内胶套;所述支撑管为一盲管,盲端为锥形或半球形渐进变细的形状,在端头45度方向开有环形凹槽,所述内胶套嵌入到凹槽内;所述支撑管的管壁均匀开孔,凹槽底部沿圆周对称开多个小孔。本发明所提供的制备厚底外光金属粉末滤芯盲管的成形模具,使得厚底外光金属粉末滤芯盲管的成形过程中质量得到保证,本发明能够实现厚底外光盲管一次成型,有效避免内胶套破裂,管坯
一种金属粉末注射成形用成形模具.pdf
本发明公开了一种金属粉末注射成形用成形模具,涉及金属粉末注射成形技术领域。本发明包括上模座和下模座,上模座一表面通过限位螺钉配合有上模板,下模座顶部固定安装有下模板;上模板一表面开设有圆形槽,圆形槽内表面配合有螺纹型环,螺纹型环顶部固定安装有齿轮轴,齿轮轴周侧面配合有轴承,轴承周侧面与上模板固定,上模板内表面开设有齿轮腔。本发明通过对模具内机构的设计,将螺纹型芯与模具转动配合,驱动装置通过轴和齿轮传动带动螺纹芯环转动,从而达到主动螺纹脱模,无需配合具备螺纹脱模结构的注塑机使用,更不需要拆卸脱模,较大的提高
一种深盲孔大底厚壳体构件及其制备方法.pdf
本发明提供了一种深盲孔大底厚壳体构件及其制备方法,其上部结构具有直径为D1的第一节段、直径为D2的第二节段,下部结构具有直径为D3的第三节段和直径为D4的尖端,D1=D2+(5~20)mm,D2=D3*(1.2~2)mm,D3=D4*(1.1~3)mm;制备方法步骤包括:采用开放内型挤压成形模具成型出盲孔的上部结构和实心下部结构,得中成型件;采用二次挤压工艺将所得中成型件的第一节段挤压至设计长度,得终成型件,并切去终成型件端部余量。采用本发明方案制得的深盲孔大底厚壳体构件,其延伸率≥12%、表层硬度达HR
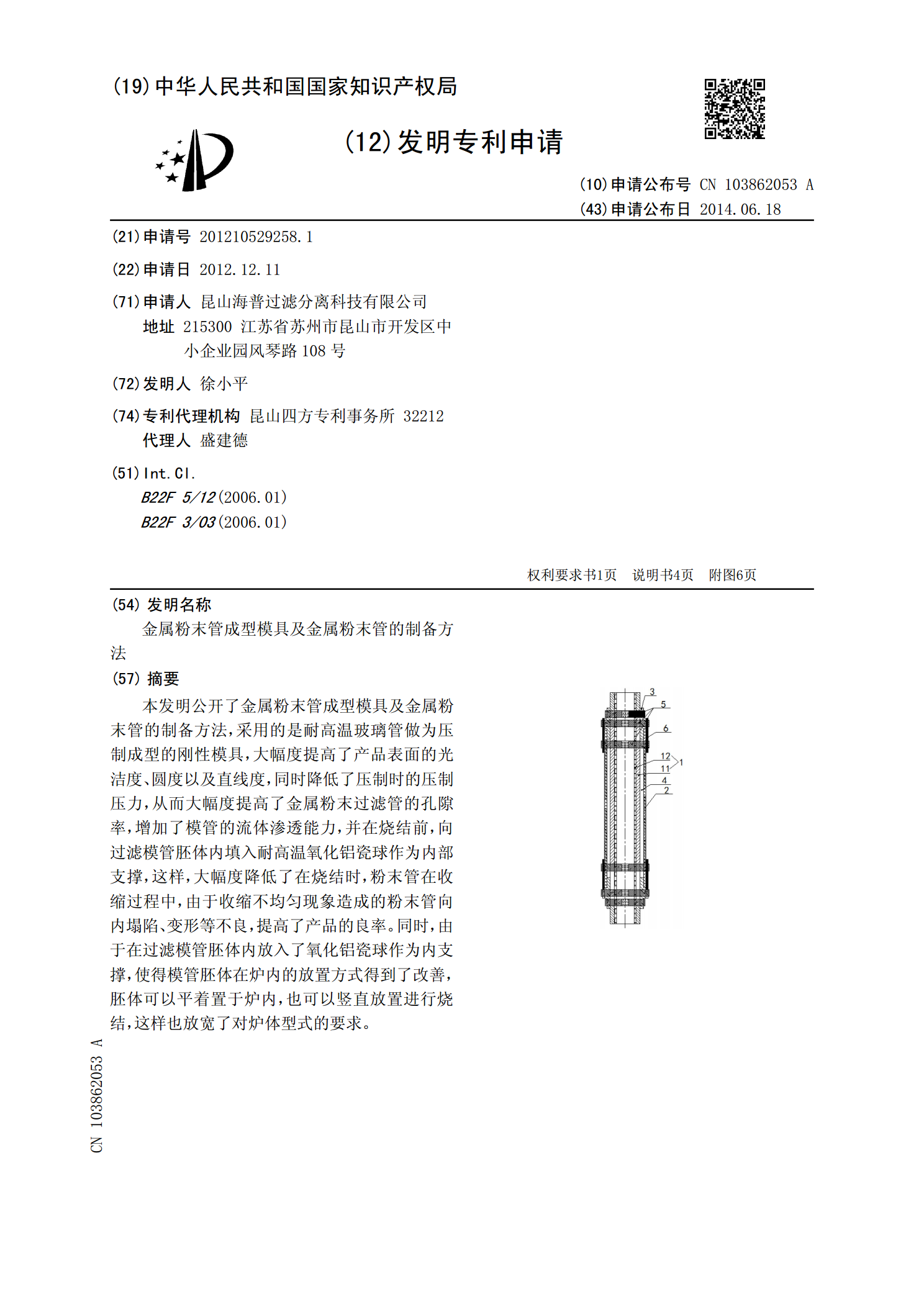
金属粉末管成型模具及金属粉末管的制备方法.pdf
本发明公开了金属粉末管成型模具及金属粉末管的制备方法,采用的是耐高温玻璃管做为压制成型的刚性模具,大幅度提高了产品表面的光洁度、圆度以及直线度,同时降低了压制时的压制压力,从而大幅度提高了金属粉末过滤管的孔隙率,增加了模管的流体渗透能力,并在烧结前,向过滤模管胚体内填入耐高温氧化铝瓷球作为内部支撑,这样,大幅度降低了在烧结时,粉末管在收缩过程中,由于收缩不均匀现象造成的粉末管向内塌陷、变形等不良,提高了产品的良率。同时,由于在过滤模管胚体内放入了氧化铝瓷球作为内支撑,使得模管胚体在炉内的放置方式得到了改善
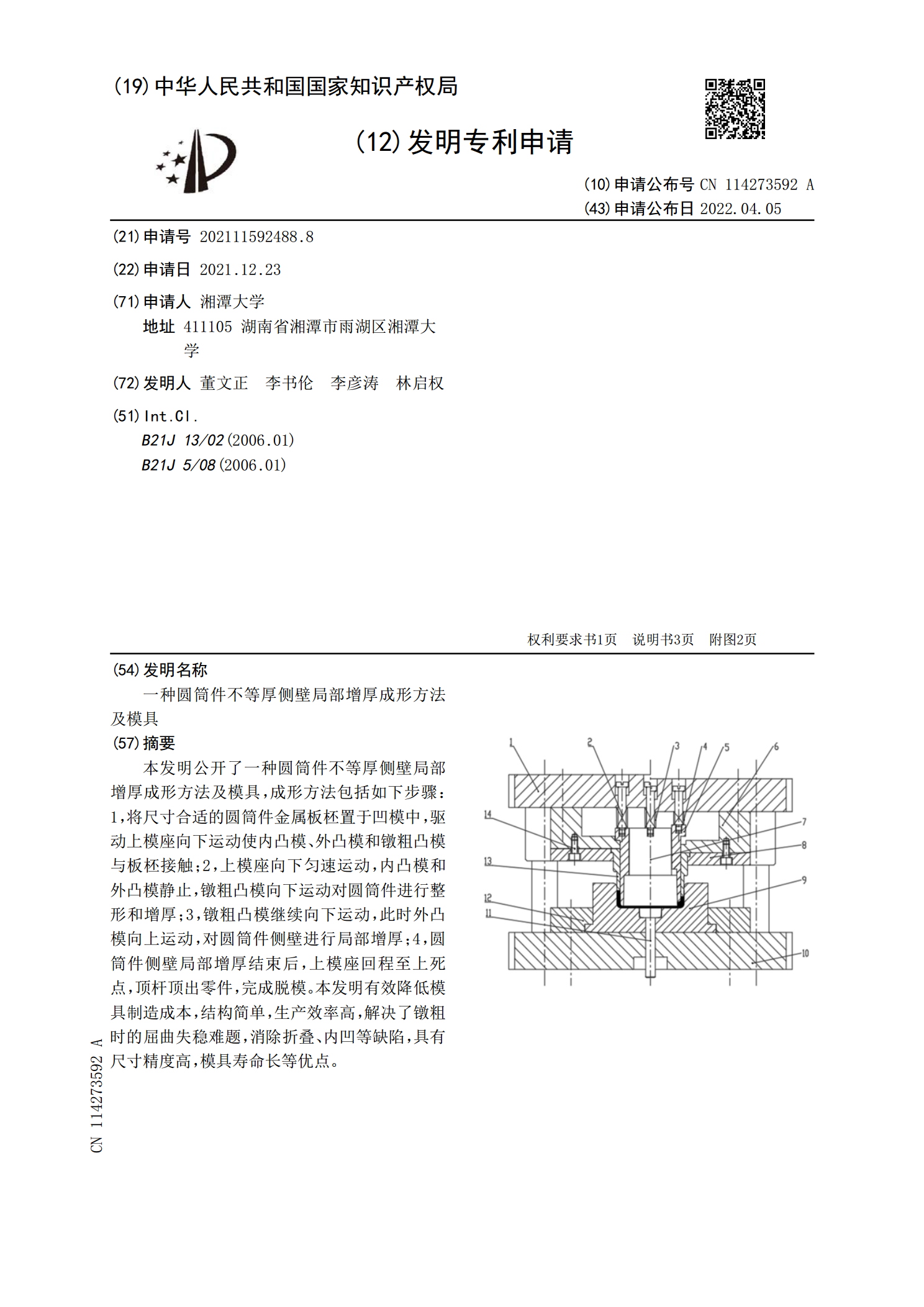
一种圆筒件不等厚侧壁局部增厚成形方法及模具.pdf
本发明公开了一种圆筒件不等厚侧壁局部增厚成形方法及模具,成形方法包括如下步骤:1,将尺寸合适的圆筒件金属板柸置于凹模中,驱动上模座向下运动使内凸模、外凸模和镦粗凸模与板柸接触;2,上模座向下匀速运动,内凸模和外凸模静止,镦粗凸模向下运动对圆筒件进行整形和增厚;3,镦粗凸模继续向下运动,此时外凸模向上运动,对圆筒件侧壁进行局部增厚;4,圆筒件侧壁局部增厚结束后,上模座回程至上死点,顶杆顶出零件,完成脱模。本发明有效降低模具制造成本,结构简单,生产效率高,解决了镦粗时的屈曲失稳难题,消除折叠、内凹等缺陷,具有