
一种加工小型飞行器尾翼的压铸模具及其使用方法.pdf

努力****爱静


1/10
2/10
3/10
4/10
5/10
6/10
7/10

8/10

9/10
10/10
亲,该文档总共12页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

一种加工小型飞行器尾翼的压铸模具及其使用方法.pdf
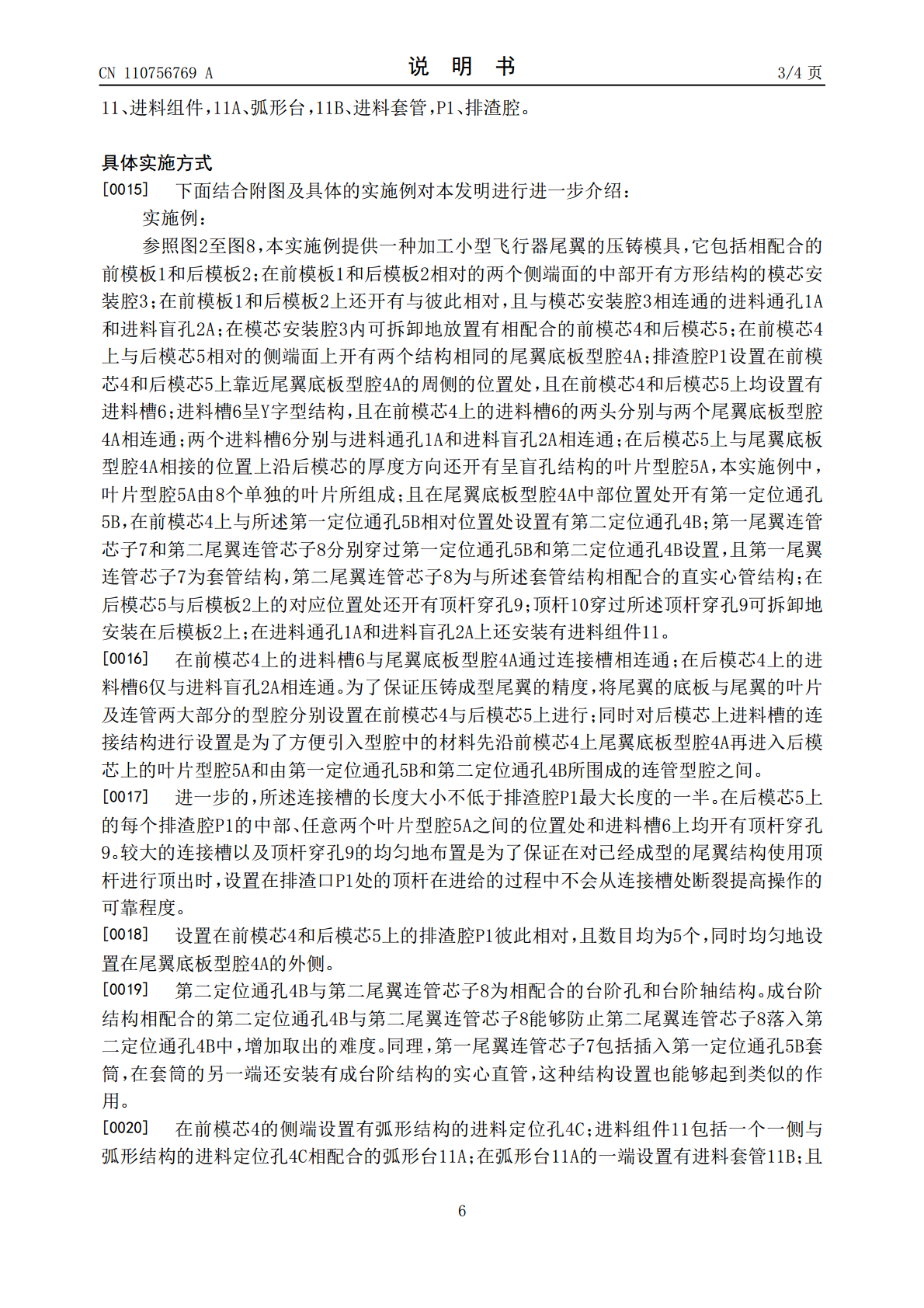
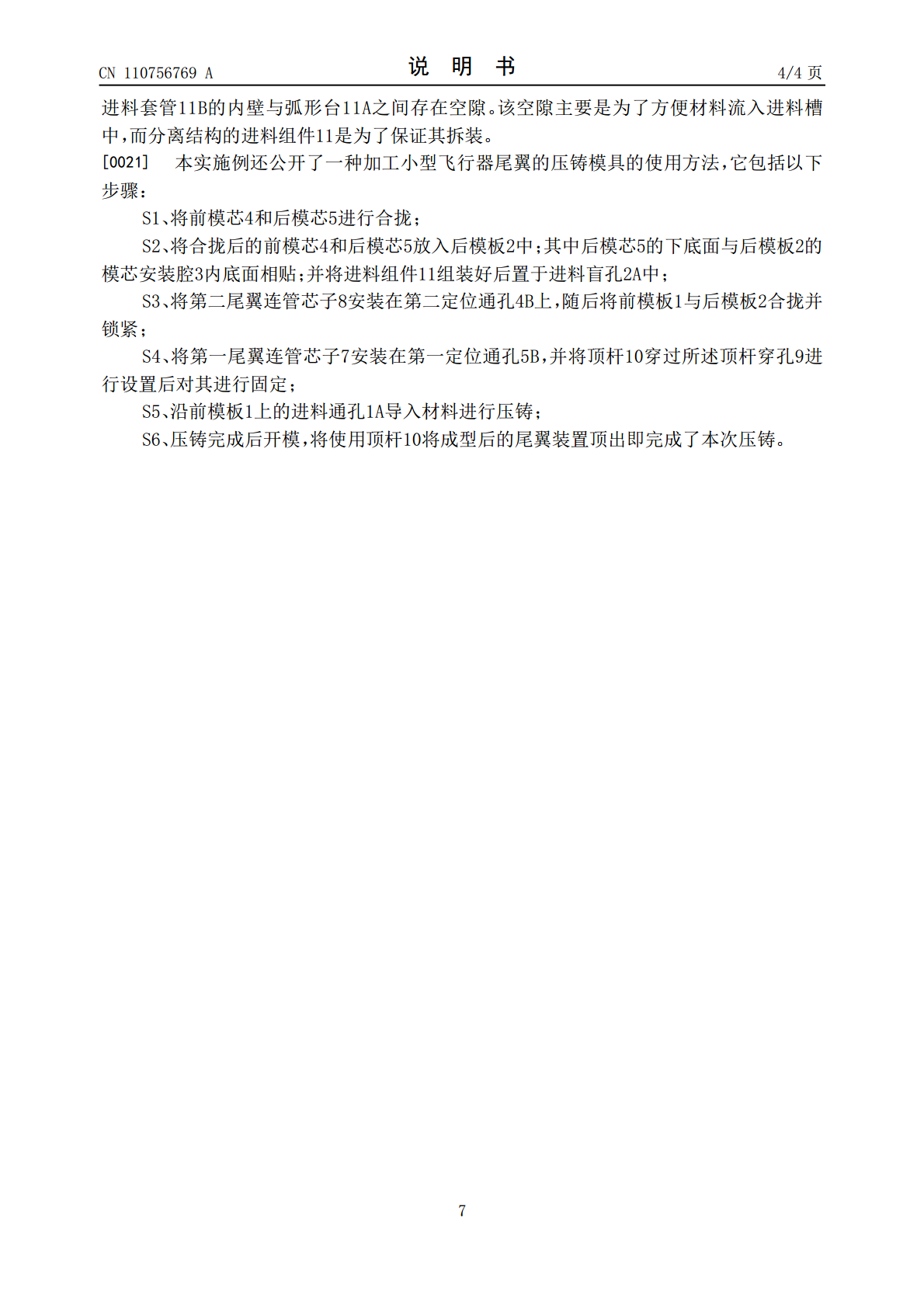
本发明公开了一种加工小型飞行器尾翼的压铸模具及其使用方法,属于压铸装置设计技术领域,它使用前模板和后模板,分别设置进料通孔和进料盲孔,并通过模芯安装腔对前模芯和后模芯进行安装;在前模芯上设置尾翼底板型腔;在后模芯上设置叶片型腔;并通过前模芯和后模芯上的第一定位通孔和第二定位通孔完成第一尾翼连管芯子和第二尾翼连管芯子的安装,以实现尾翼连管型腔的设置;进一步的设置进料组件和对应的管路结构,又设置了排渣腔进行排渣,最后通过设置顶杆穿孔和顶杆完成对成型件的取下,本发明解决当前采用其他方式对飞行器尾翼进行加工的难度

一种用于小型飞行器尾翼制造的压铸装置.pdf
本发明公开了一种用于小型飞行器尾翼制造的压铸装置,包括压铸机构、固定风机,压铸机构主要由支撑架、工作台、机架组成,支撑架顶部通过螺栓连接有工作台,工作台顶部通过螺栓连接有机架。本发明可以通过电机带动转动轴转动,转动轴带动套管转动,套管带动转动件圆周运动,转动件带动插入件移动,插入件带动被顶起的物料,使得物料移动至两组冷却机构之间,实现了物料未被彻底冷却后,把物料取下的功能,并配合冷却机构使得物料快速冷却,提高了生产效率;可以通过散热组件快速的对下模具和上模具进行降温,使得物料快速的凝固,同时固定风机对散热
一种电机外壳加工用压铸装置及其使用方法.pdf
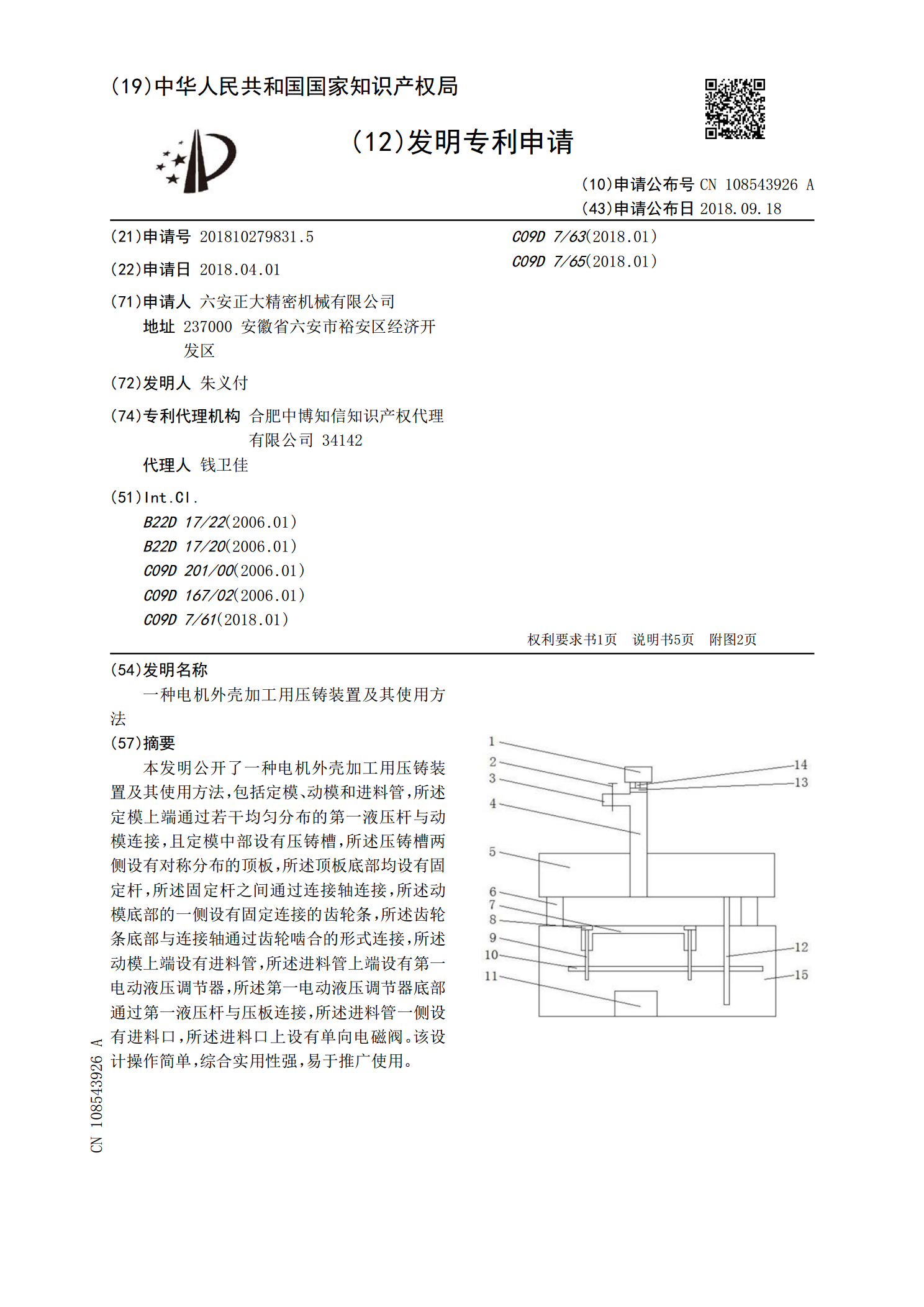
本发明公开了一种电机外壳加工用压铸装置及其使用方法,包括定模、动模和进料管,所述定模上端通过若干均匀分布的第一液压杆与动模连接,且定模中部设有压铸槽,所述压铸槽两侧设有对称分布的顶板,所述顶板底部均设有固定杆,所述固定杆之间通过连接轴连接,所述动模底部的一侧设有固定连接的齿轮条,所述齿轮条底部与连接轴通过齿轮啮合的形式连接,所述动模上端设有进料管,所述进料管上端设有第一电动液压调节器,所述第一电动液压调节器底部通过第一液压杆与压板连接,所述进料管一侧设有进料口,所述进料口上设有单向电磁阀。该设计操作简单,

一种小型的肥料加工装置及其使用方法.pdf
本申请实施例提供一种小型的肥料加工装置及其使用方法,涉及肥料加工技术领域。该小型的肥料加工装置包括支撑架、混合箱、漏斗以及搅拌组件;所述混合箱安装在所述支撑架上端,所述混合箱上部设置有进料管,所述混合箱下端开口设置;所述漏斗上端口与所述混合箱下端连通设置,所述漏斗下端开设有出料口;所述旋转轴转动安装在所述混合箱内,所述搅拌叶与所述旋转轴固定连接,所述旋转电机的驱动轴与所述旋转轴传动连接。根据本申请的小型的肥料加工装置,具有旋转电机的驱动轴与旋转轴传动连接,通过旋转电机带动旋转轴旋转,使得与旋转轴固定的搅拌

一种新型的压铸模具及其压铸生产方法.pdf
本发明公开了一种新型的压铸模具及其压铸生产方法,新型的压铸模具包括前模和后模,所述前模的底面中心处通过螺栓固定在液压缸的伸缩端,所述导向杆活动贯穿机架中部固定的横板,所述前模内侧靠近边缘的底面活动嵌合有顶板,所述顶板的底端固定连接于活动贯穿前模的顶杆,所述前模的上方设置有相互匹配的后模,所述后模固定安装在机架上部,所述后模上活动设置有若干顶针。本发明利用顶杆前模先和压铸件脱离,再用顶针将后模顶出,在不粘模的情况下完成铸造成型。将顶针披锋放在外观看不到使用时也影响不到的压铸件壳体内腔,灯具整体外观非常协调流