
定模侧盲孔螺母的成型结构.pdf

是你****嘉嘉

1/10
2/10
3/10
4/10
5/10
6/10

7/10
8/10

9/10
10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
定模侧盲孔螺母的成型结构.pdf
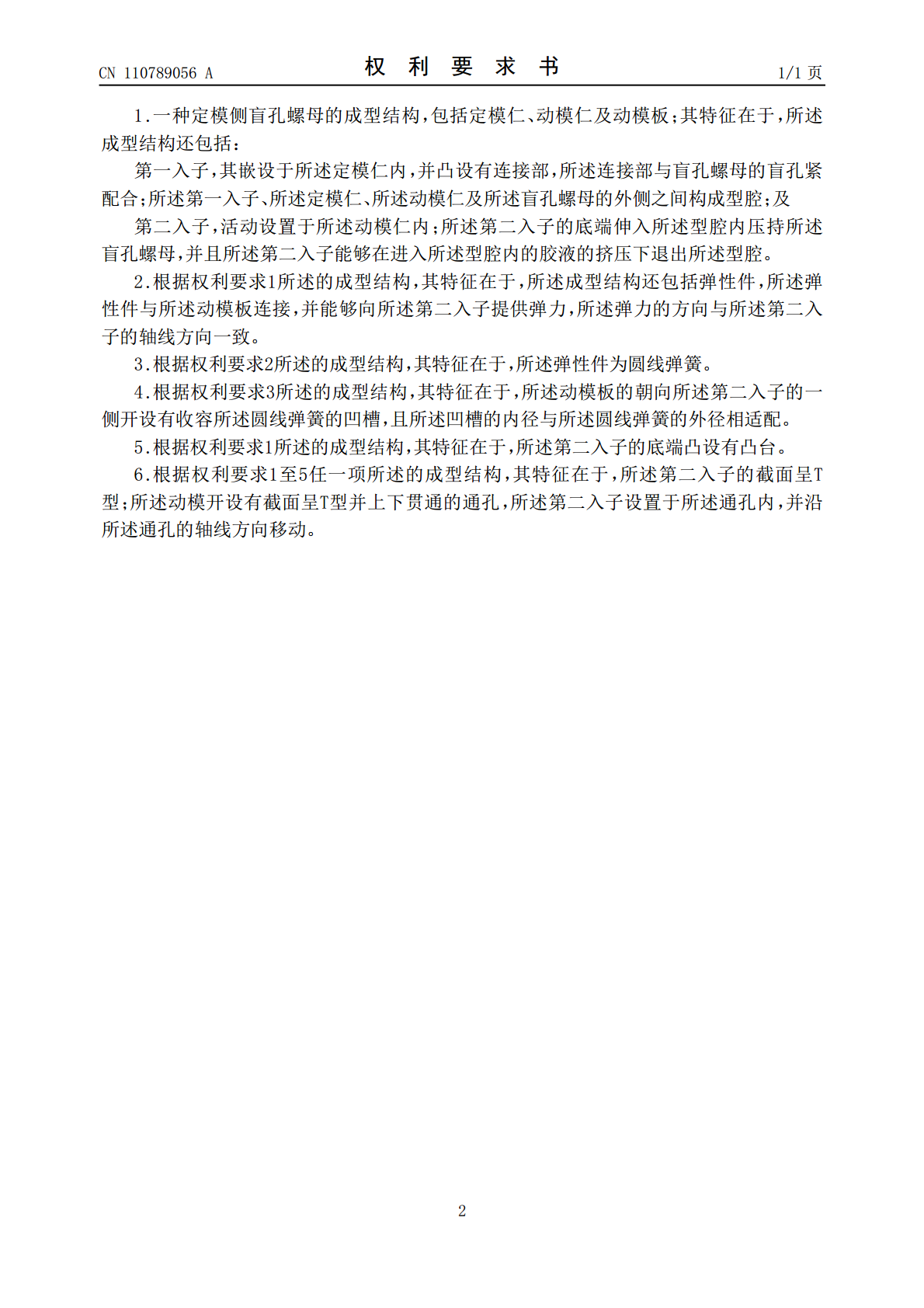
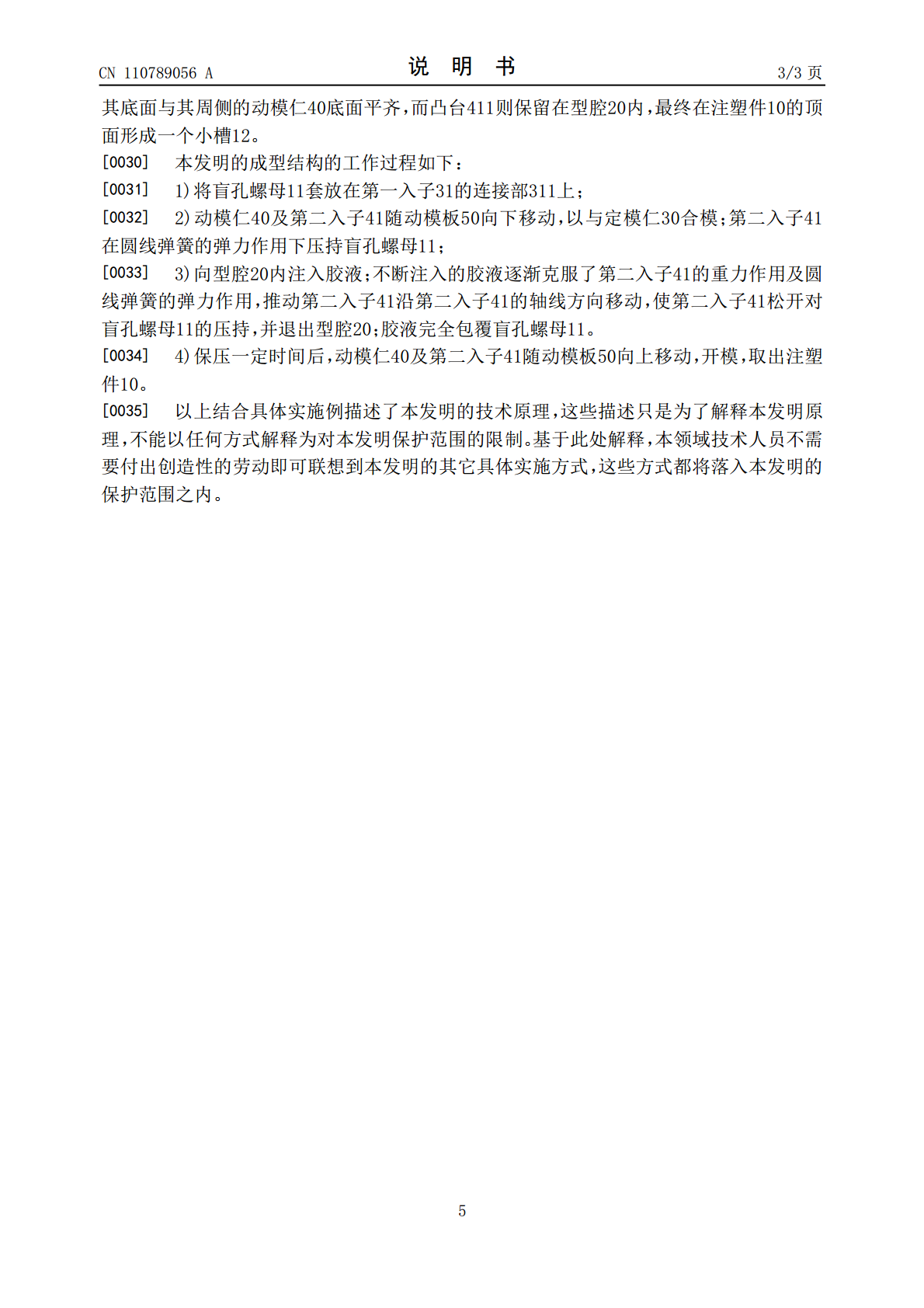
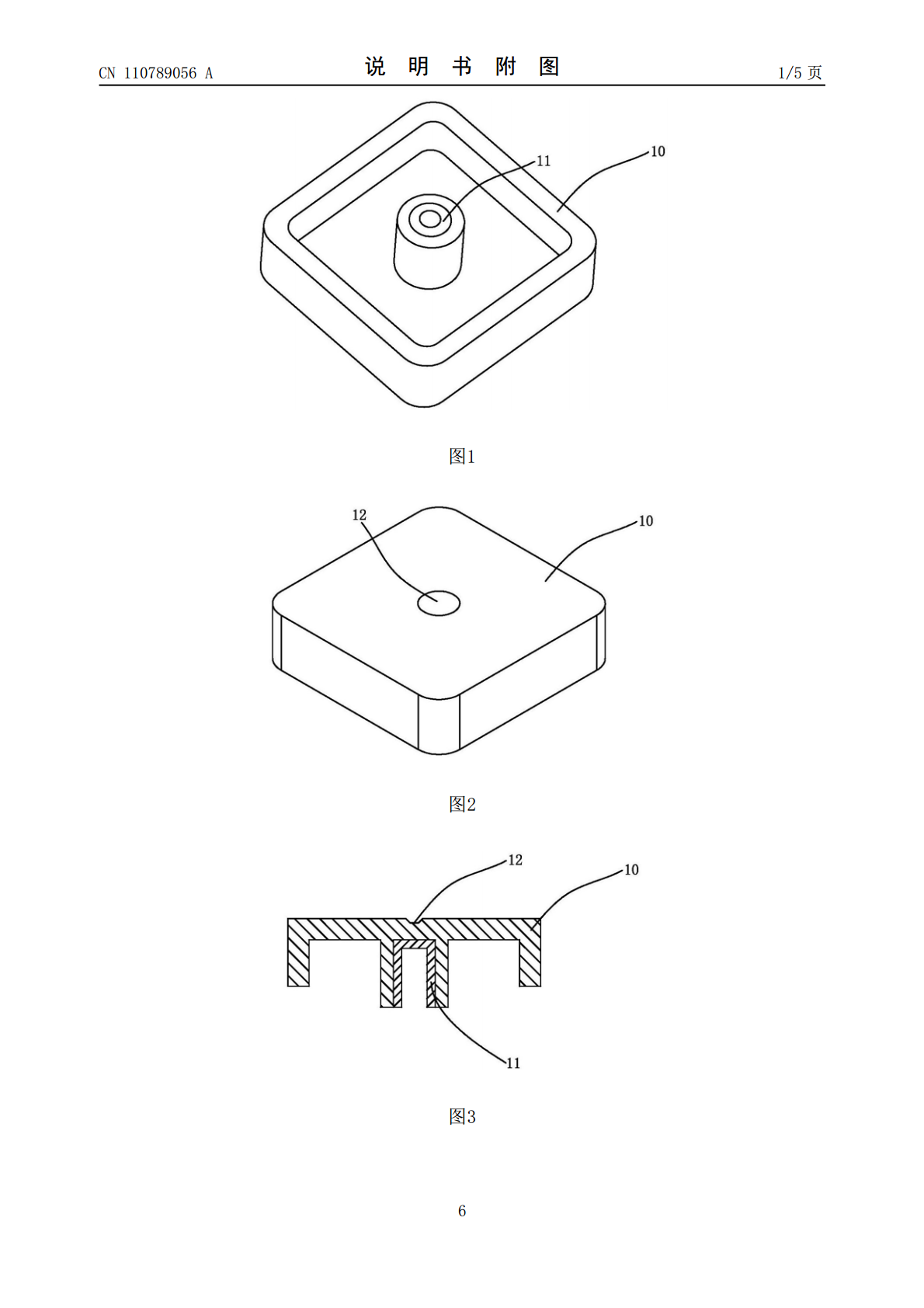
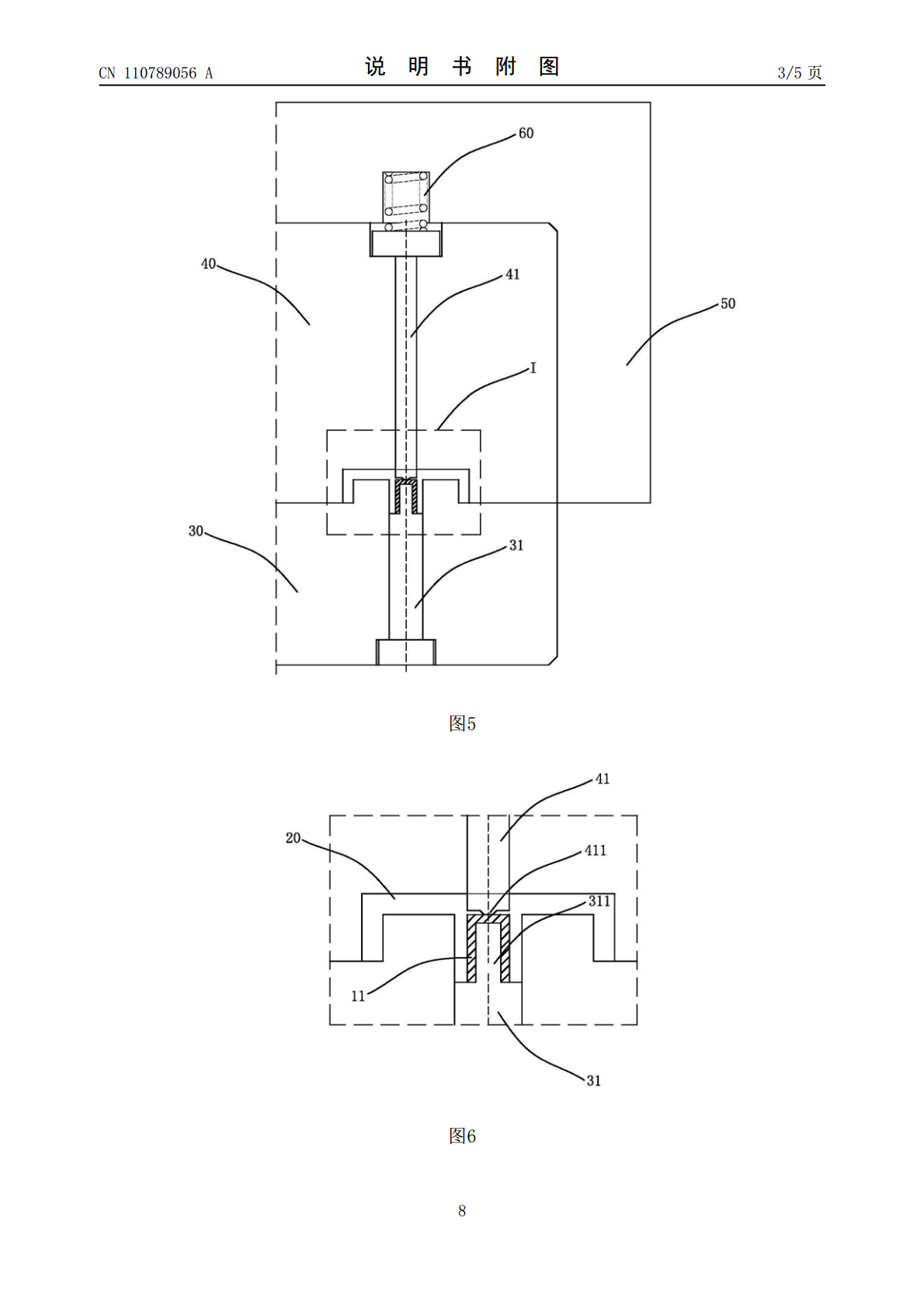
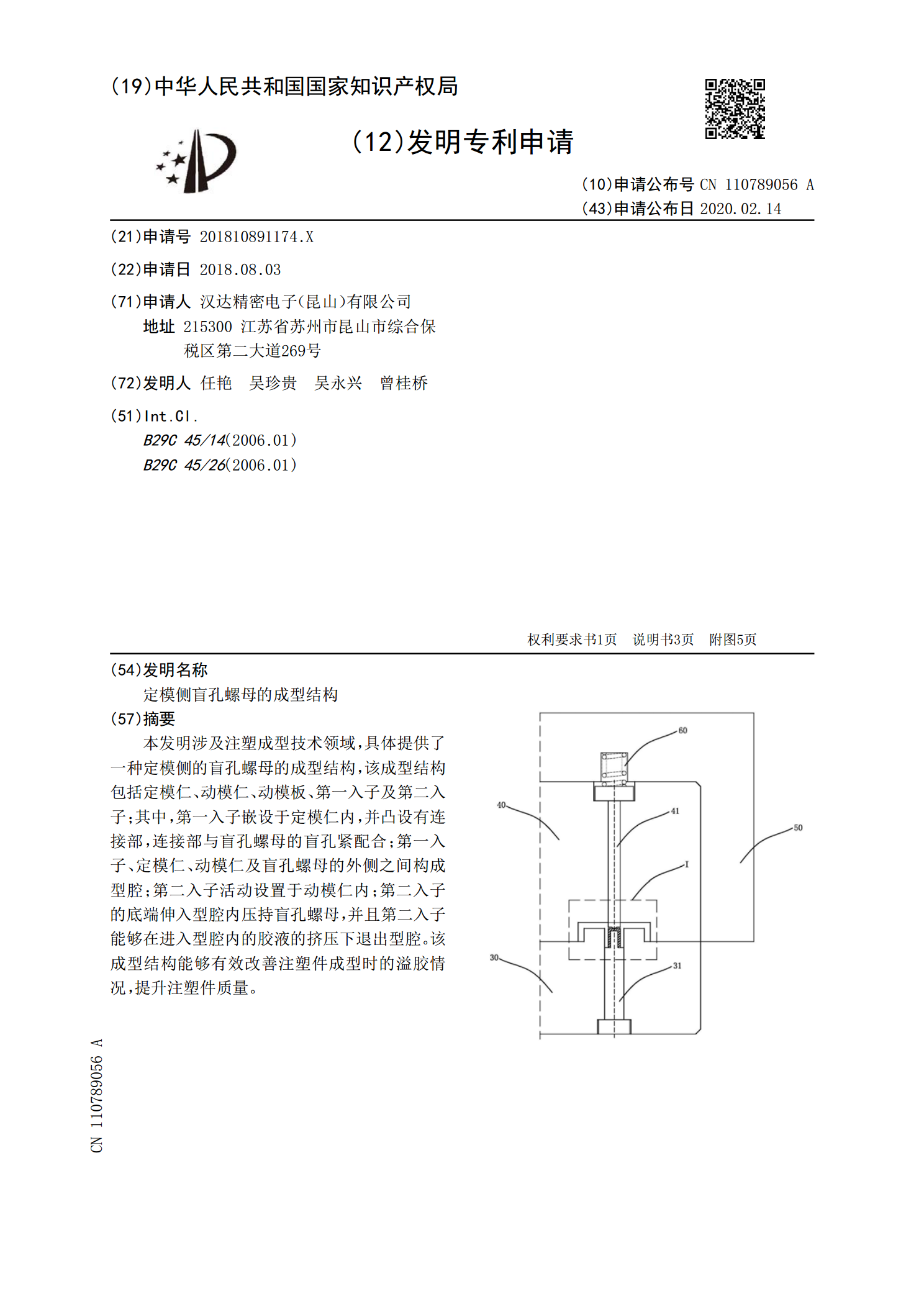
本发明涉及注塑成型技术领域,具体提供了一种定模侧的盲孔螺母的成型结构,该成型结构包括定模仁、动模仁、动模板、第一入子及第二入子;其中,第一入子嵌设于定模仁内,并凸设有连接部,连接部与盲孔螺母的盲孔紧配合;第一入子、定模仁、动模仁及盲孔螺母的外侧之间构成型腔;第二入子活动设置于动模仁内;第二入子的底端伸入型腔内压持盲孔螺母,并且第二入子能够在进入型腔内的胶液的挤压下退出型腔。该成型结构能够有效改善注塑件成型时的溢胶情况,提升注塑件质量。
动模侧盲孔螺母的成型结构.pdf
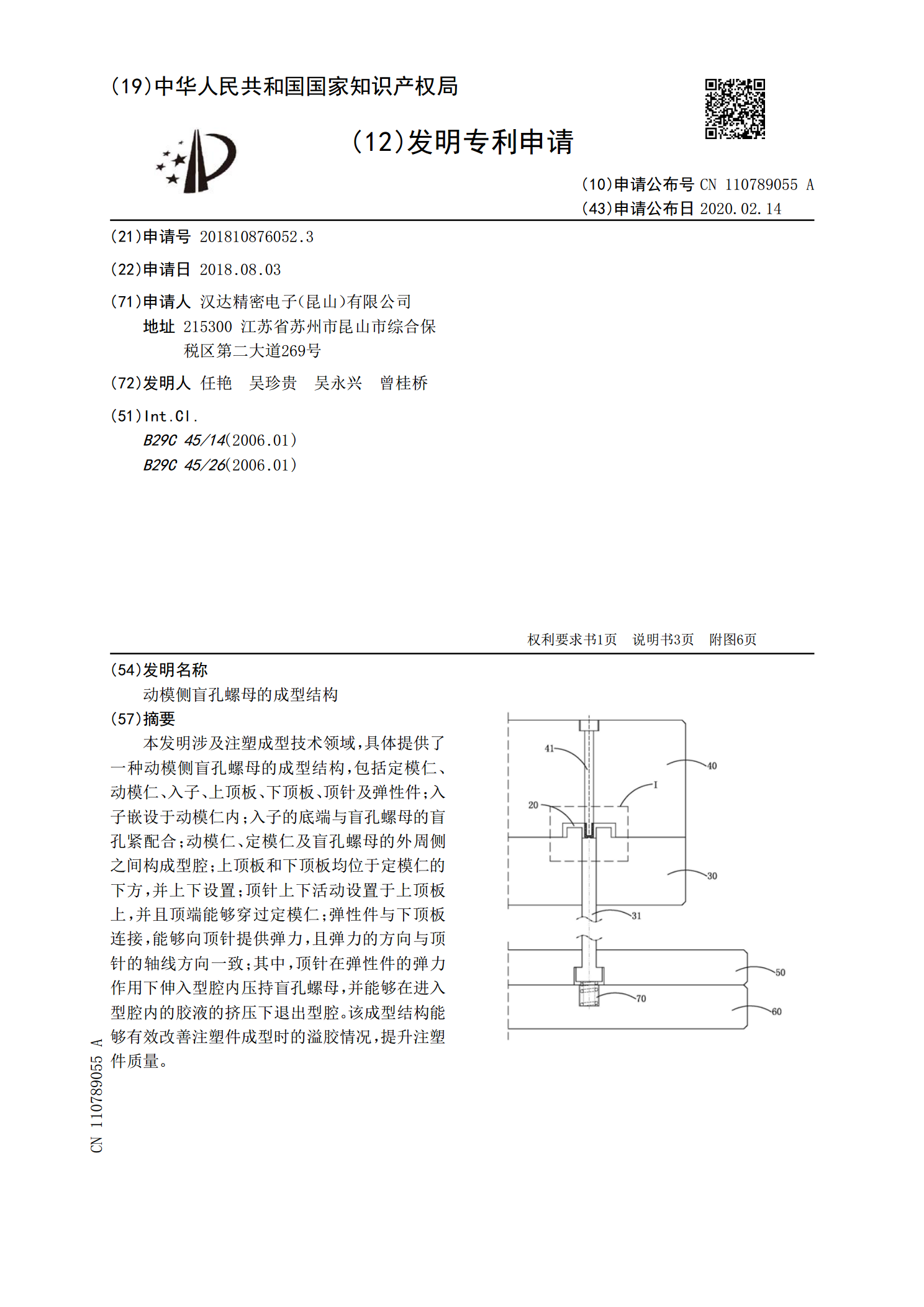
本发明涉及注塑成型技术领域,具体提供了一种动模侧盲孔螺母的成型结构,包括定模仁、动模仁、入子、上顶板、下顶板、顶针及弹性件;入子嵌设于动模仁内;入子的底端与盲孔螺母的盲孔紧配合;动模仁、定模仁及盲孔螺母的外周侧之间构成型腔;上顶板和下顶板均位于定模仁的下方,并上下设置;顶针上下活动设置于上顶板上,并且顶端能够穿过定模仁;弹性件与下顶板连接,能够向顶针提供弹力,且弹力的方向与顶针的轴线方向一致;其中,顶针在弹性件的弹力作用下伸入型腔内压持盲孔螺母,并能够在进入型腔内的胶液的挤压下退出型腔。该成型结构能够有效
盲孔螺母和盲孔镶嵌螺母紧固方法.pdf
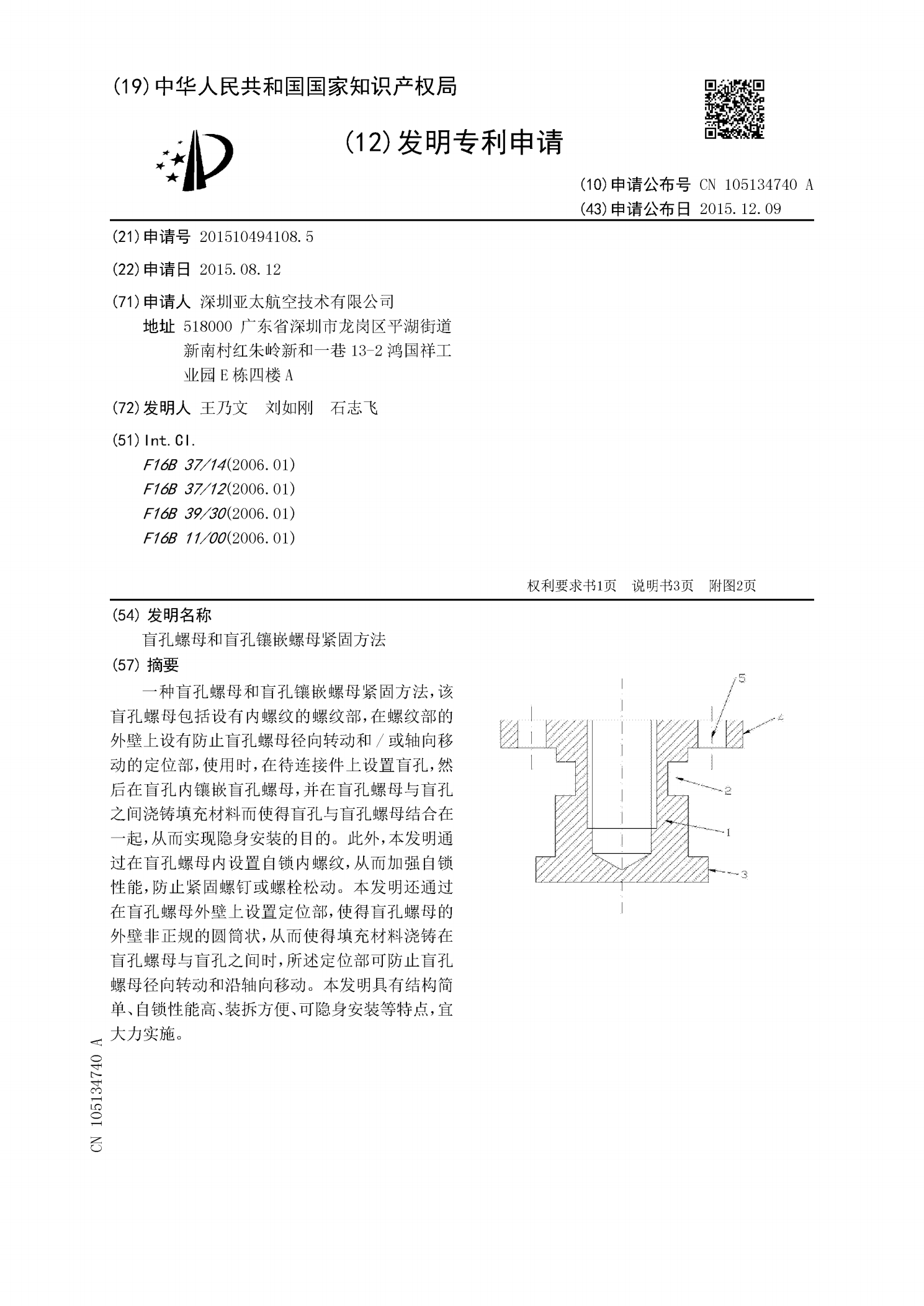
一种盲孔螺母和盲孔镶嵌螺母紧固方法,该盲孔螺母包括设有内螺纹的螺纹部,在螺纹部的外壁上设有防止盲孔螺母径向转动和/或轴向移动的定位部,使用时,在待连接件上设置盲孔,然后在盲孔内镶嵌盲孔螺母,并在盲孔螺母与盲孔之间浇铸填充材料而使得盲孔与盲孔螺母结合在一起,从而实现隐身安装的目的。此外,本发明通过在盲孔螺母内设置自锁内螺纹,从而加强自锁性能,防止紧固螺钉或螺栓松动。本发明还通过在盲孔螺母外壁上设置定位部,使得盲孔螺母的外壁非正规的圆筒状,从而使得填充材料浇铸在盲孔螺母与盲孔之间时,所述定位部可防止盲孔螺母径
盲孔螺母.pdf
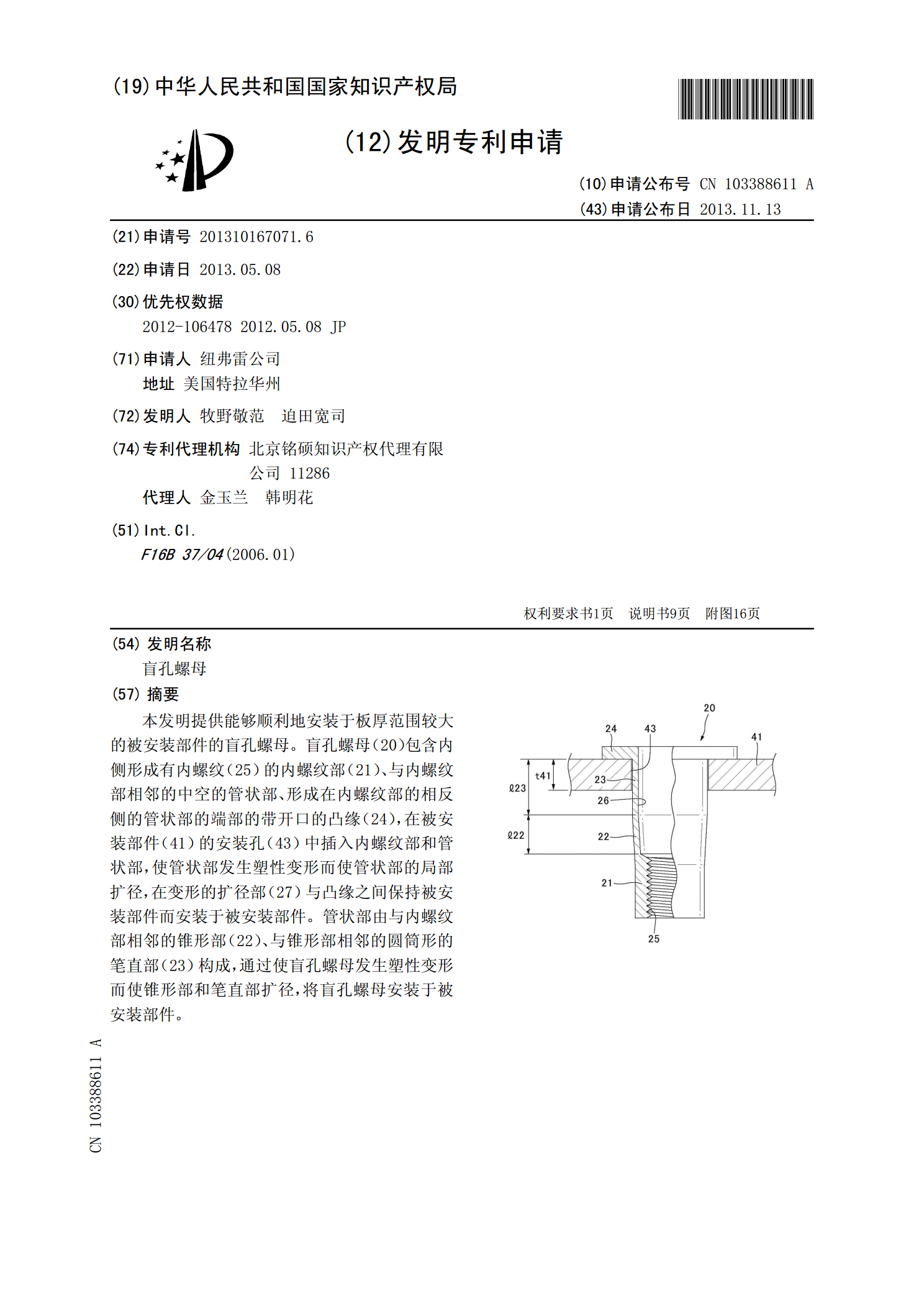
本发明提供能够顺利地安装于板厚范围较大的被安装部件的盲孔螺母。盲孔螺母(20)包含内侧形成有内螺纹(25)的内螺纹部(21)、与内螺纹部相邻的中空的管状部、形成在内螺纹部的相反侧的管状部的端部的带开口的凸缘(24),在被安装部件(41)的安装孔(43)中插入内螺纹部和管状部,使管状部发生塑性变形而使管状部的局部扩径,在变形的扩径部(27)与凸缘之间保持被安装部件而安装于被安装部件。管状部由与内螺纹部相邻的锥形部(22)、与锥形部相邻的圆筒形的笔直部(23)构成,通过使盲孔螺母发生塑性变形而使锥形部和笔直部

盲孔铆螺母、盲孔铆螺母组件和安装方法.pdf
本发明涉及盲孔铆螺母、盲孔铆螺母组件和安装方法。更具体地说,本发明涉及一种其允许容易的自动安装的盲孔铆螺母,盲孔铆螺母包括:头部(12),其形成凸缘;杆部(14),其包括头端(16)、脚端(18)以及从所述头端(16)沿纵轴(X)延伸至所述脚端(18)的圆柱形孔腔(20),所述孔腔具有靠近所述脚端(18)的第一孔段以及靠近所述头端(16)的第二孔段,围绕所述第二孔段的壁部形成所述杆部的可变形区域并具有外壁直径(D1),所述脚端(18)具有脚端直径(D2),其中,所述杆部的所述脚端(18)包括锥形倒角(22