
一种薄板类零件的加工方法.pdf

猫巷****奕声

1/10
2/10
3/10

4/10

5/10

6/10
7/10
8/10

9/10
10/10
亲,该文档总共12页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种薄板类零件的加工方法.pdf
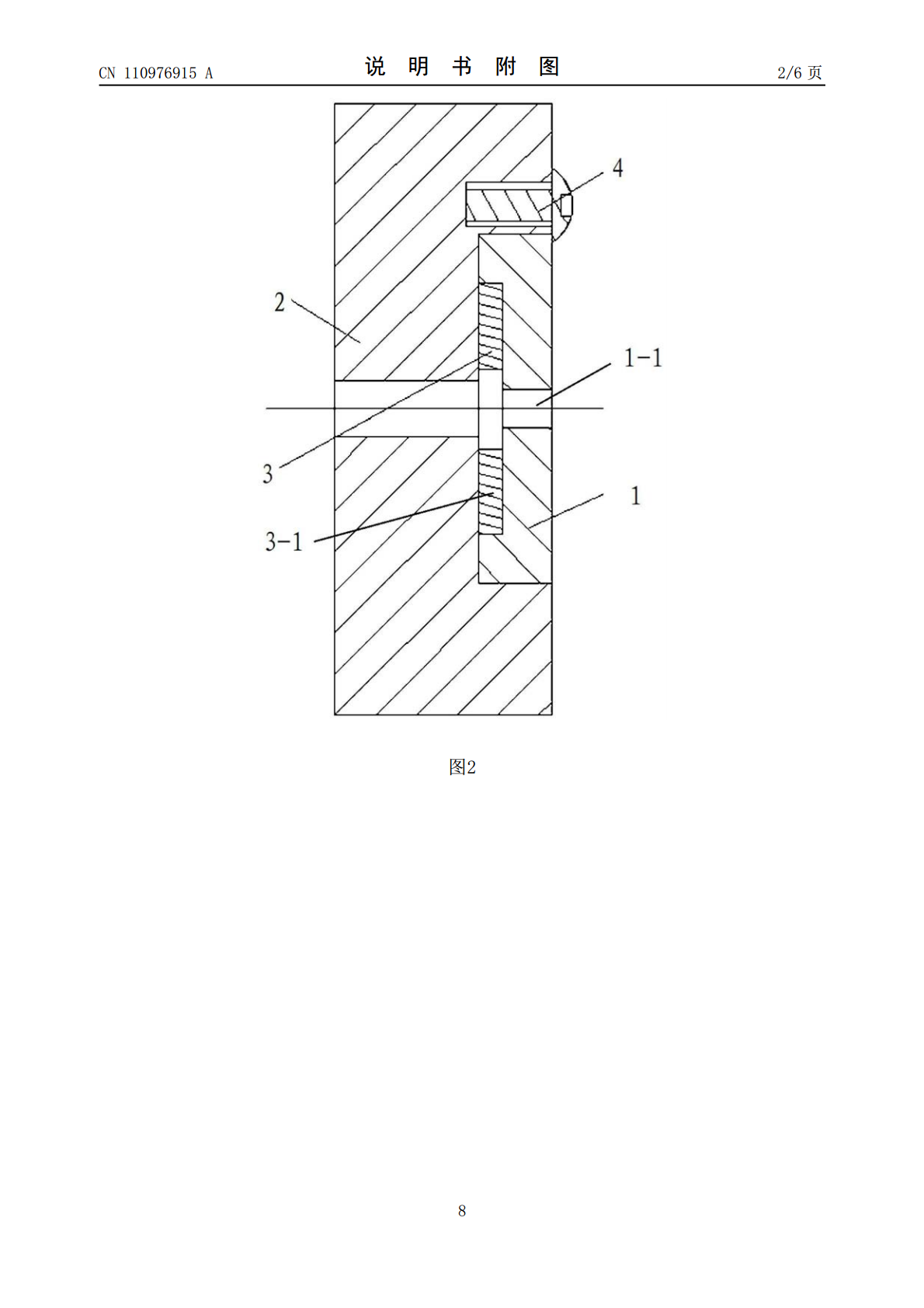
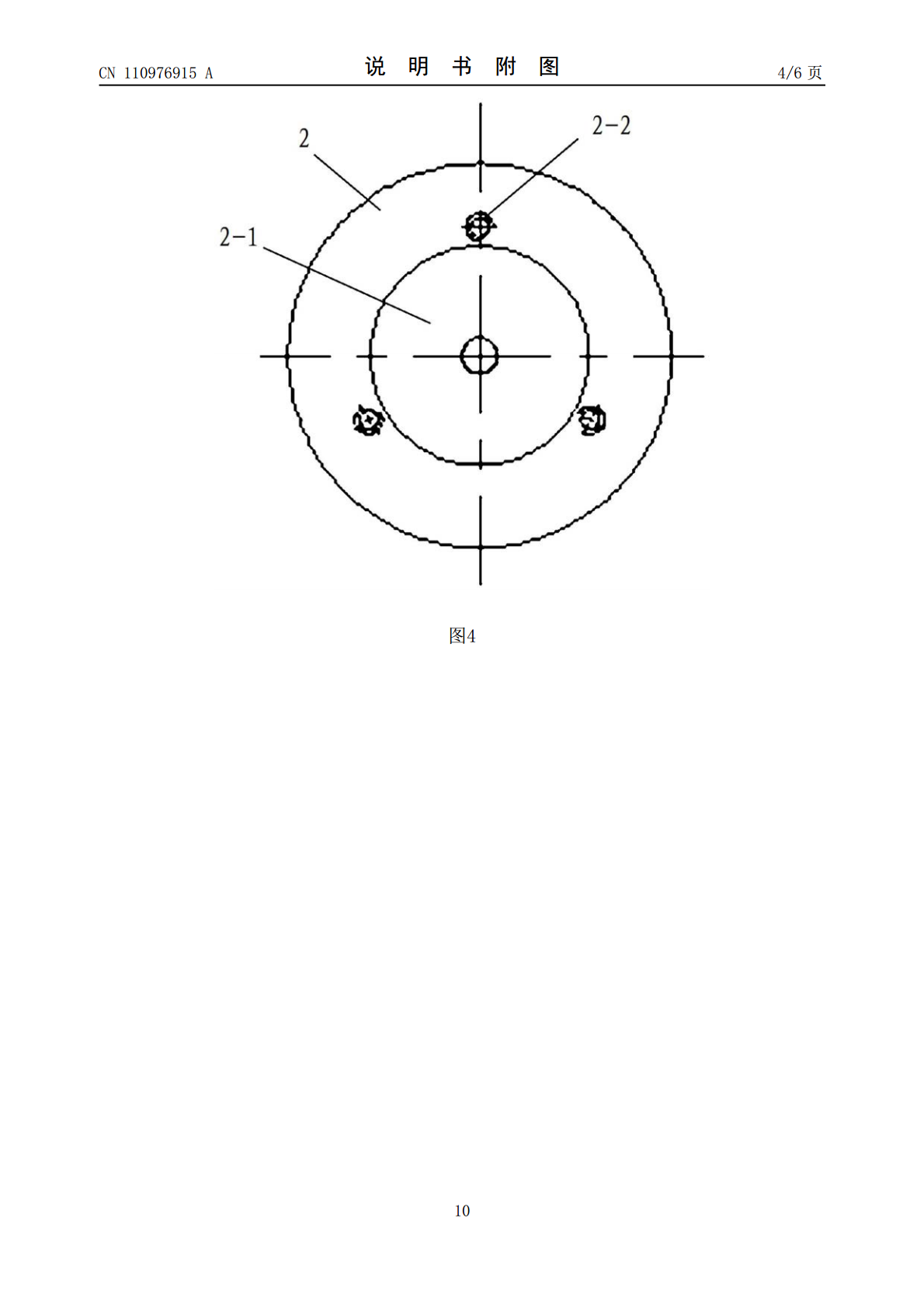
本发明公开了一种薄板类零件的加工方法,属于机械加工技术领域。所述薄板类零件的加工方法包括以下步骤:将坯料放置在数控车的工作台上,在坯料上加工出零件的外圆,以零件外圆为基准,加工零件的中心通孔和第一盲孔;在坯料上进行切断,获取零件半成品;将第一工装放置在数控车的工作台上,并在第一工装的端面上加工凹槽,第二工装放置入凹槽内;将零件半成品放置在凹槽内,第二工装嵌入第一盲孔内,支撑零件半成品;将零件半成品压紧在凹槽内,加工出零件厚度,并加工出零件的第二盲孔,获取零件成品。本发明薄板类零件的加工方法可以防止加工过程

一种大长宽比薄板多孔类零件的加工方法.pdf
一种大长宽比薄板多孔类零件的加工方法,属于机械制造技术领域。该方法解决现有加工方法中无法保证薄板的直线度,且在长边钻孔定位不准确无法保证各孔的对称度的问题。所述方法包括如下步骤:在加工钢带时,用剪板机下料,宽度单面留加工余量0.5mm;以钢带的一边定位用普通台式钻机在钢带中心线钻各孔,转速950~1100转/分,进给量0.08~0.12mm/转;步骤三、以钢带的孔、左螺纹联接座的槽、右螺纹联接座的槽进行定位,焊接钢带和左螺纹联接座,焊接钢带和右螺纹联接座;铆接门型块后用夹具车削钢带的两边,车削转速100~

一种防止薄板材零件加工颤动的加工方法.pdf
一种防止薄板材零件加工颤动的加工方法,其步骤为:1)、建立坐标系,将待加工孔处一面留有厚度为25‑30mm的圆柱,采用圆柱作为支撑柱,对零件腹板部分进行支撑;2)、加工腹板,板材厚度留余量1.5‑2.5mm;3)、采用旋风铣方法,一次切深到位,横向切深是刀具直径的百分之十;4)、在零件的另一面待加工孔位置处采用铣刀铣孔,加工孔深高于支撑柱0.08mm,之后采用工具直接将圆柱敲掉,得到成品件。本发明提供了一种加工精度高、工艺流程少的加工方法,解决了现有技术中由于腹板颤动导致的尺寸精度难保证,同时加工过程繁琐
一种大型薄板圆盘类零件端面的车削加工方法.pdf
本发明涉及一种薄板加工方法,属于机械加工领域,具体涉及一种大型薄板圆盘类零件端面的车削加工方法,采用专用夹具,一次性实现大型薄板圆盘类零件的装卡与定位,不易产生工件变形,加工精度高;采用合理的刀具角度和切削用量,进一步减小加工变形,消除切削过程中刀具引起的振动,使得大型薄板圆盘类零件的加工表面粗糙度得到提升;增加热处理工序,将内应力释放,减小工件变形,加工的工件获得较好的表面粗糙度,能够完全满足尺寸和形位公差要求,符合设备使用要求。
薄板类零件加工工艺论文.docx
薄板类零件加工工艺论文1问题提出传统方式采用加工中心综合加工成型单个零件分多序进行。毛坯选用尺寸为8mm×20mm×80mm的铝条采用精密平口虎钳进行装夹。先进行正面外轮廓、以及螺纹、腰形槽与倒角等特征的加工然后倒面装夹铣平面及各倒角加工保证厚度要求。最后竖直夹持工件加工侧面M3螺纹孔。通过加工实践发现在传统的加工过程中存在很多弊端:①下料占用人力及设备。虽然相同规格的铝条可以在市场买到但是需要自己下料保证长度如果工件量大则需要专人专机下料供应占用设备和人力。②毛坯