
一种大型薄板圆盘类零件端面的车削加工方法.pdf

努力****承悦


1/7
2/7
3/7
4/7
5/7

6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种大型薄板圆盘类零件端面的车削加工方法.pdf
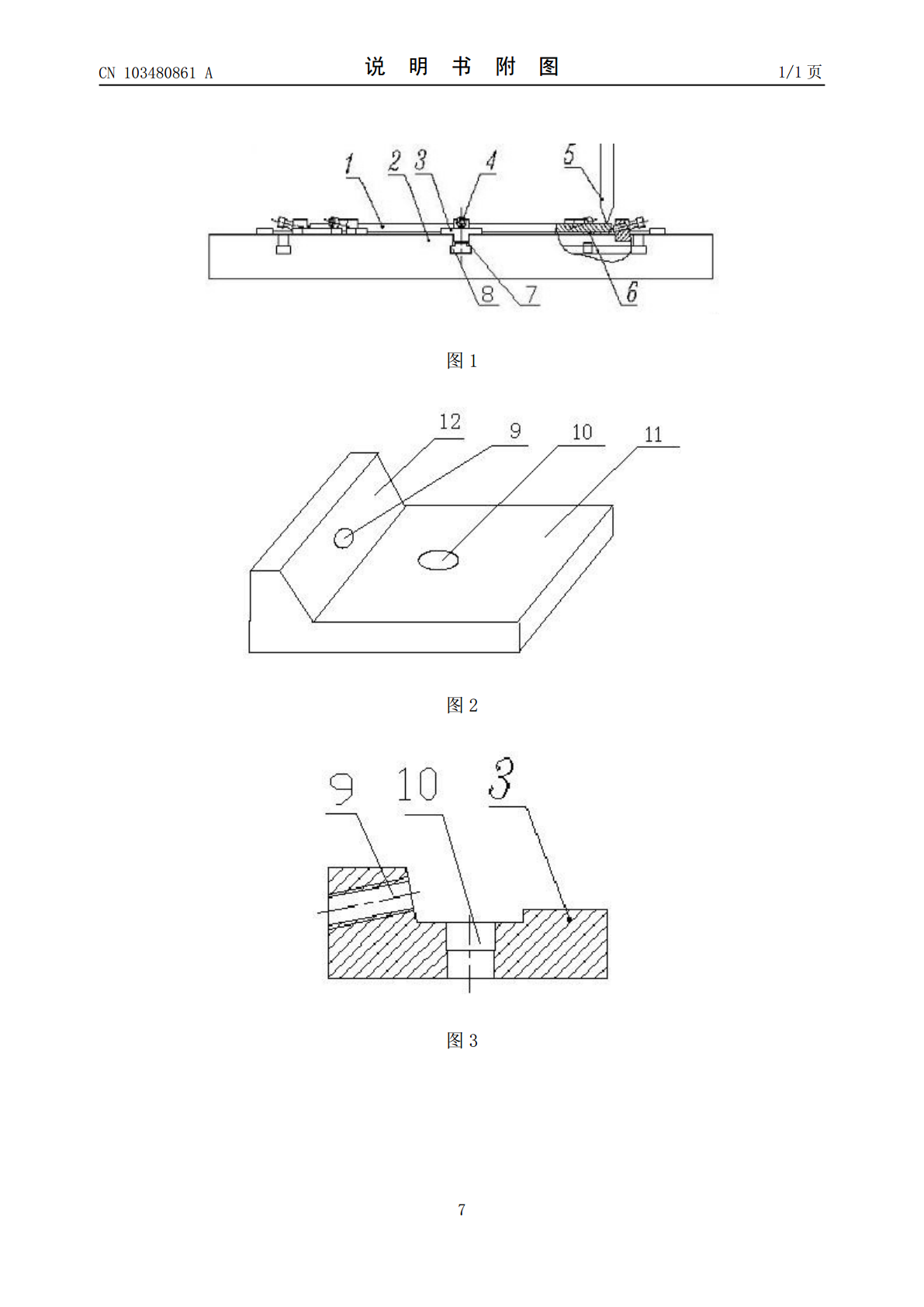
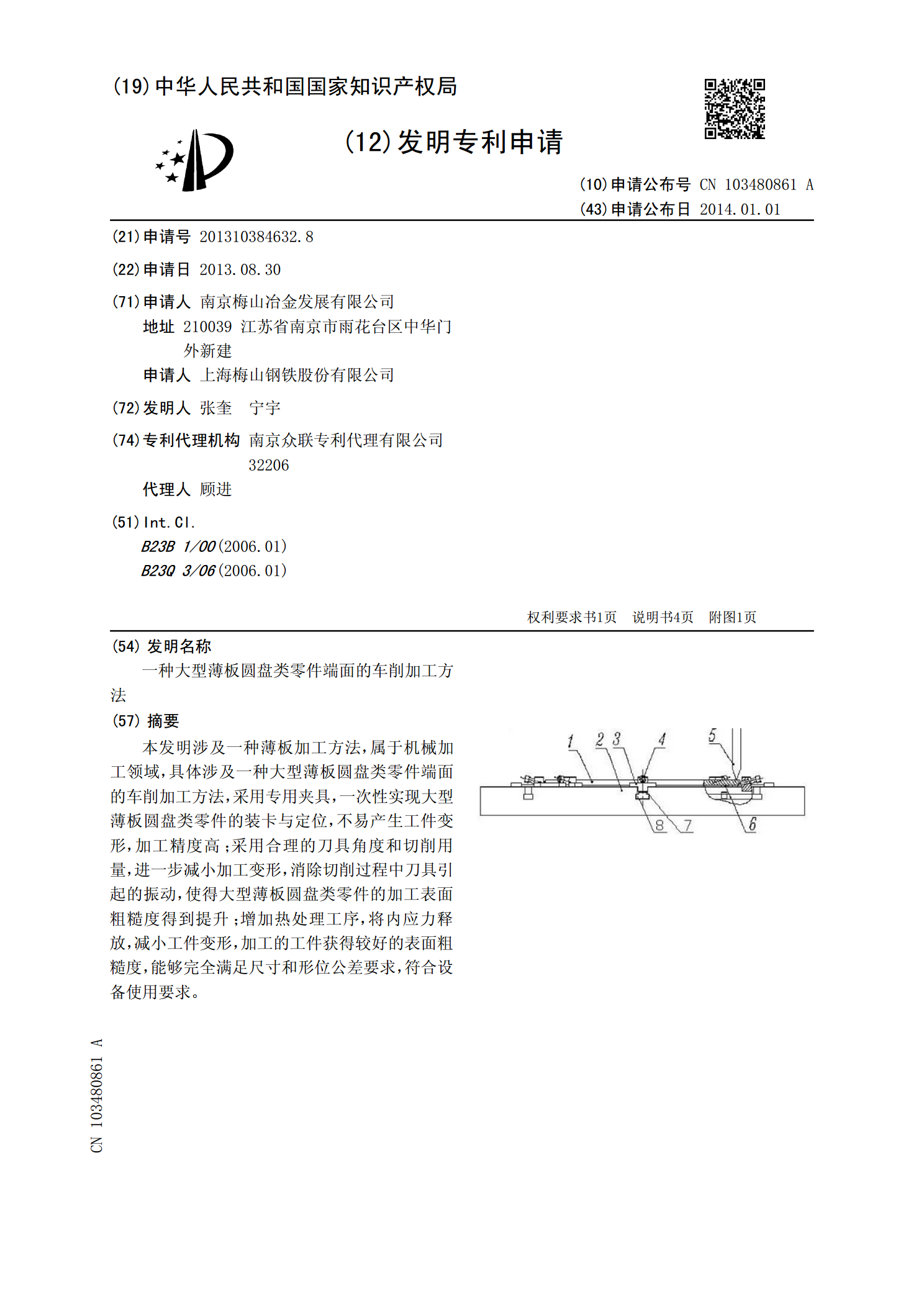
本发明涉及一种薄板加工方法,属于机械加工领域,具体涉及一种大型薄板圆盘类零件端面的车削加工方法,采用专用夹具,一次性实现大型薄板圆盘类零件的装卡与定位,不易产生工件变形,加工精度高;采用合理的刀具角度和切削用量,进一步减小加工变形,消除切削过程中刀具引起的振动,使得大型薄板圆盘类零件的加工表面粗糙度得到提升;增加热处理工序,将内应力释放,减小工件变形,加工的工件获得较好的表面粗糙度,能够完全满足尺寸和形位公差要求,符合设备使用要求。
一种薄板类零件的加工方法.pdf
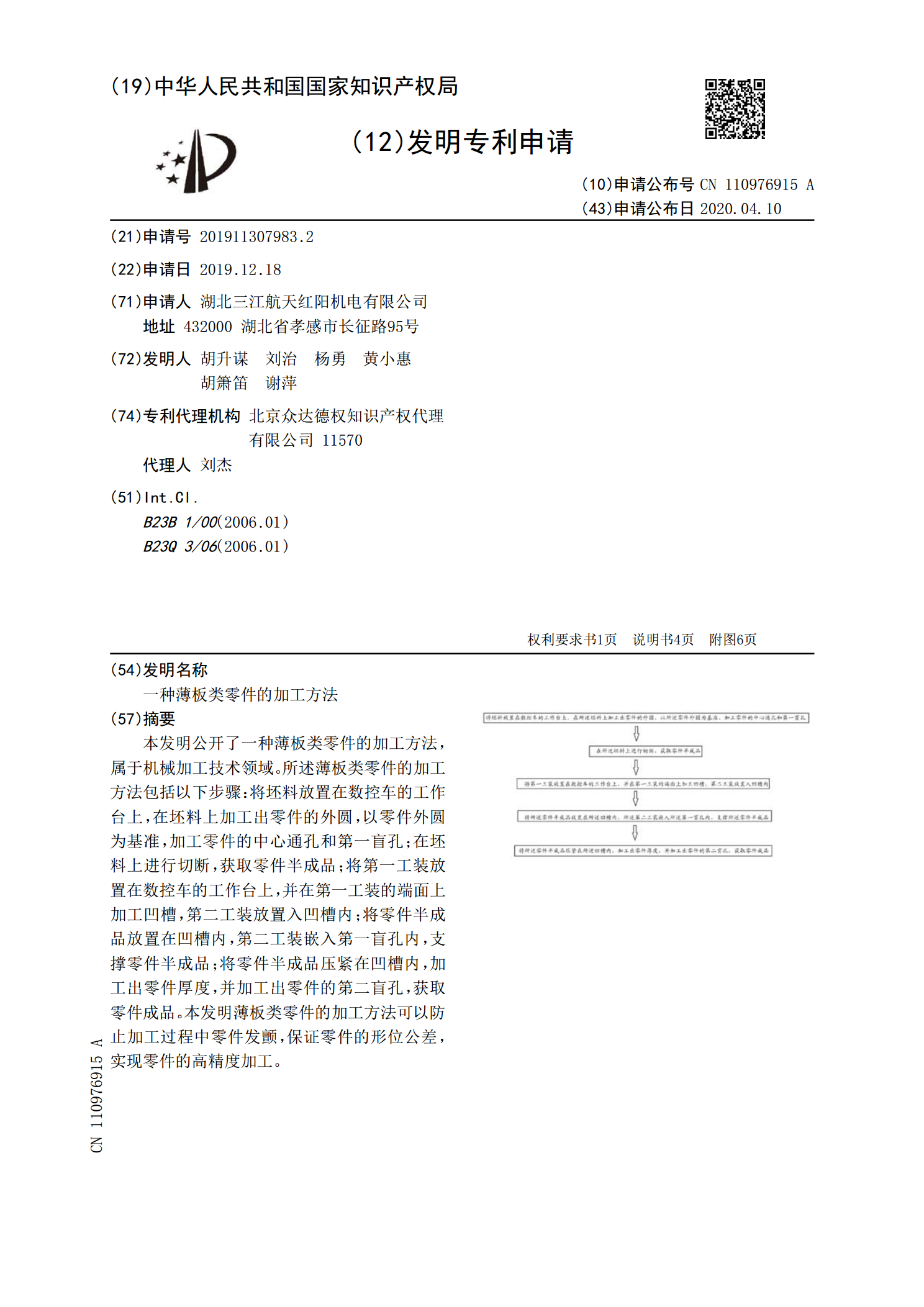
本发明公开了一种薄板类零件的加工方法,属于机械加工技术领域。所述薄板类零件的加工方法包括以下步骤:将坯料放置在数控车的工作台上,在坯料上加工出零件的外圆,以零件外圆为基准,加工零件的中心通孔和第一盲孔;在坯料上进行切断,获取零件半成品;将第一工装放置在数控车的工作台上,并在第一工装的端面上加工凹槽,第二工装放置入凹槽内;将零件半成品放置在凹槽内,第二工装嵌入第一盲孔内,支撑零件半成品;将零件半成品压紧在凹槽内,加工出零件厚度,并加工出零件的第二盲孔,获取零件成品。本发明薄板类零件的加工方法可以防止加工过程

大型十字薄板零件的加工方法.pdf
本发明涉及十字薄板零件的加工方法,具体为大型十字薄板零件的加工方法。解决现有加工方法难以保证十字薄板零件的翼板平面度、相邻翼面垂直度、翼板两面平行度等加工精度的问题。大型十字薄板零件的材料为不锈钢,翼板面积为200x90,壁厚5.2±0.01,加工方法是由如下步骤实现的:粗铣成型,各翼板的翼面单边留1.5mm余量→线切割半精切,单边留量0.15mm→时效处理→线切割精切;其中,线切割半精切和线切割精切的切割路径为:下翼板左面向里→上翼板左面向里→上翼板右面向外→下翼板右面向外→左翼板上面向里→右翼板上面向

用于超薄板类光学零件的单点金刚石车削加工夹具及方法.pdf
本发明提供用于超薄板类光学零件的单点金刚石车削加工夹具,包括能够与机床主轴连接的转接盘;所述转接盘中心留有用于机床吸附气体通过的圆孔;包括固定法兰,所述固定法兰中心留有用于机床吸附气体通过的圆孔,固定法兰一端面与转接盘贴合固定连接,另一端面加工有一个沉槽,沉槽底部布有3~5圈环形槽,环形槽底部与法兰中心圆孔通过孔道相连;包括微孔吸盘,所述微孔吸盘固定放置于沉槽内,底部由法兰的环形槽支撑。使用微孔吸盘作为加工基准面,将零件吸附到微孔吸盘上,可有效解决装夹吸附对超薄板类光学零件带来的受力变形,以及减少吸附孔复

一种大长宽比薄板多孔类零件的加工方法.pdf
一种大长宽比薄板多孔类零件的加工方法,属于机械制造技术领域。该方法解决现有加工方法中无法保证薄板的直线度,且在长边钻孔定位不准确无法保证各孔的对称度的问题。所述方法包括如下步骤:在加工钢带时,用剪板机下料,宽度单面留加工余量0.5mm;以钢带的一边定位用普通台式钻机在钢带中心线钻各孔,转速950~1100转/分,进给量0.08~0.12mm/转;步骤三、以钢带的孔、左螺纹联接座的槽、右螺纹联接座的槽进行定位,焊接钢带和左螺纹联接座,焊接钢带和右螺纹联接座;铆接门型块后用夹具车削钢带的两边,车削转速100~