
一种包晶钢钢种中间包快换方法.pdf

夏萍****文章


1/10

2/10
3/10

4/10

5/10

6/10

7/10
8/10

9/10

10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种包晶钢钢种中间包快换方法.pdf
本发明涉及连铸工艺技术领域,具体涉及一种包晶钢钢种中间包快换方法,该方法包括:在第一中包向结晶器内浇注钢水的过程中,监控第一中包内的第一钢水重量;根据第一钢水重量和预设降速规则对拉坯速度进行降速;对第二中包进行对中;在第一钢水重量降至第一预设重量,拉坯速度降至第一预设速度时,向结晶器内注入一冷配水;将盲板打入第一中包车,在结晶器内插入连接件,以使第一中包停止浇注;将第一中包车从浇注位开到烘烤位,将第二中包车开到浇注位,以实现通过第二中包替换第一中包,通过第二中包对中和拉坯速度控制过程,提高了中间包快换效率
一种中间包快换方法.pdf
本发明公开了一种中间包快换方法,属于连铸技术领域。所述中间包快换方法包括:将新中间包由预热位运送至等待位;根据旧中间包的重量逐渐降低拉矫机的拉速,当所述拉矫机的拉速降为0m/min时,将所述旧中间包提升至高位并开出,同时,上涨结晶器液位;将所述新中间包由等待位运送至浇注位,进行自动落包;在所述新中间包的自动落包过程中,大包向所述新中间包进行浇注;当所述新中间包落至目标位置时,所述新中间包向所述结晶器进行浇注,使所述结晶器液位上涨,启动所述拉矫机,进行正常生产。本发明中间包快换方法可以降低中间包更换时间,提

一种大收缩量钢种热中间包快换冷却装置及快换工艺.pdf
本发明涉及一种大收缩量钢种热中间包快换冷却装置及快换工艺,属于冶金行业连铸设备技术领域。技术方案是:包含支架(1)、金属格栅(2)、支撑柱(3)和吊环(4),所述支架(1)为倒锥形,吊环(4)固定在支架(1)的上端,多层金属格栅(2)上下固定在支架(1)内,最下层的金属格栅(2)设有支撑柱(3),支撑柱(3)固定在支架(1)的下端。更换中间包时,将该装置插入结晶器内,使支架(1)插入到钢水的深度为250±10mm,支架(1)的上端裸露在钢水液面与结晶器的上口之间。本发明的有益效果是:能够避免高硅、高铝、高

一种双流板坯中间包快换方法.pdf
本发明公开了一种双流板坯中间包快换方法,包括以下步骤:根据凝固原理,制定降速曲线,控制滞留在结晶器及扇形段内铸坯温度;中间包车所有升降油缸同步,调整中间包车升降速度,在30秒内完成单个上升或者下降动作周期;使用旧坯接头保温材料,在旧中包车开走后加到接头表面,3分钟内接头处钢水为液态;使用接头坯壳防收缩装置,控制不同钢种、断面下的接头坯壳收缩;结合钢种和不同断面进行二次开浇,制定出苗时间和升速曲线,出苗时间为45‑75s,确控制快换接头铸坯、扇形段内铸坯温度和强度;解决了快换时间长或者坯壳凝固收缩偏大,操作
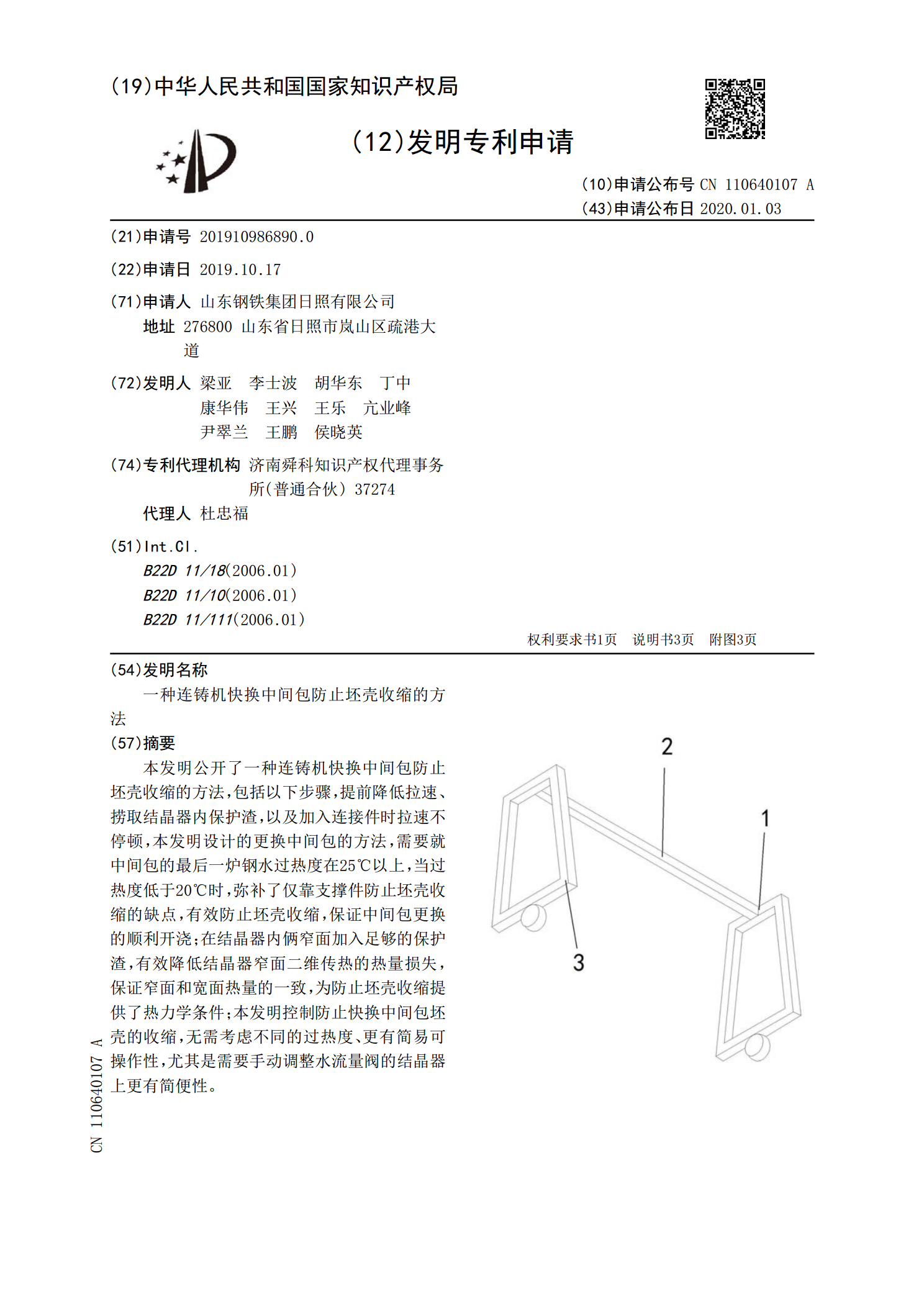
一种连铸机快换中间包防止坯壳收缩的方法.pdf
本发明公开了一种连铸机快换中间包防止坯壳收缩的方法,包括以下步骤,提前降低拉速、捞取结晶器内保护渣,以及加入连接件时拉速不停顿,本发明设计的更换中间包的方法,需要就中间包的最后一炉钢水过热度在25℃以上,当过热度低于20℃时,弥补了仅靠支撑件防止坯壳收缩的缺点,有效防止坯壳收缩,保证中间包更换的顺利开浇;在结晶器内俩窄面加入足够的保护渣,有效降低结晶器窄面二维传热的热量损失,保证窄面和宽面热量的一致,为防止坯壳收缩提供了热力学条件;本发明控制防止快换中间包坯壳的收缩,无需考虑不同的过热度、更有简易可操作性