
一种高精度盲孔的自动化铣削加工方法.pdf

努力****爱静


1/7

2/7

3/7

4/7

5/7

6/7

7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种高精度盲孔的自动化铣削加工方法.pdf
本发明公开了一种高精度盲孔的自动化铣削加工方法,属于数控加工领域。包括S1、零件装夹,建立加工坐标系;S2、初孔加工;S21、确定初孔的直径;S22、选择初孔铣削加工刀具;S23、初孔加工;S3、高精度孔自动化铣削加工;S31:确定精度孔自动化铣削加工刀具;S32、初始变量赋值;S33、变量铣孔;S34、探头测量孔径;S35、与理论值对比;将探头测量得到的实际孔径与精孔理论值进行比较,若不满足要求,将进行变量迭代计算,重新赋值,并重复进行步骤S32~S35的操作;若满足要求,则完成加工。本发明通过铣刀完成

一种高精度盲孔加工方法.pdf
本发明公开了一种高精度盲孔加工方法,所述方法包括钻孔、镗孔、粗铰珩孔、半精铰珩孔、精铰珩孔,粗铰珩孔时主轴转速为600±10r/min,进给速度为80±5mm/min;半精铰珩孔、精铰珩孔时主轴转速为500±10r/min,进给速度为60±5mm/min。其加工精度和加工效率高,加工经济性好。
一种盲孔加工方法.pdf
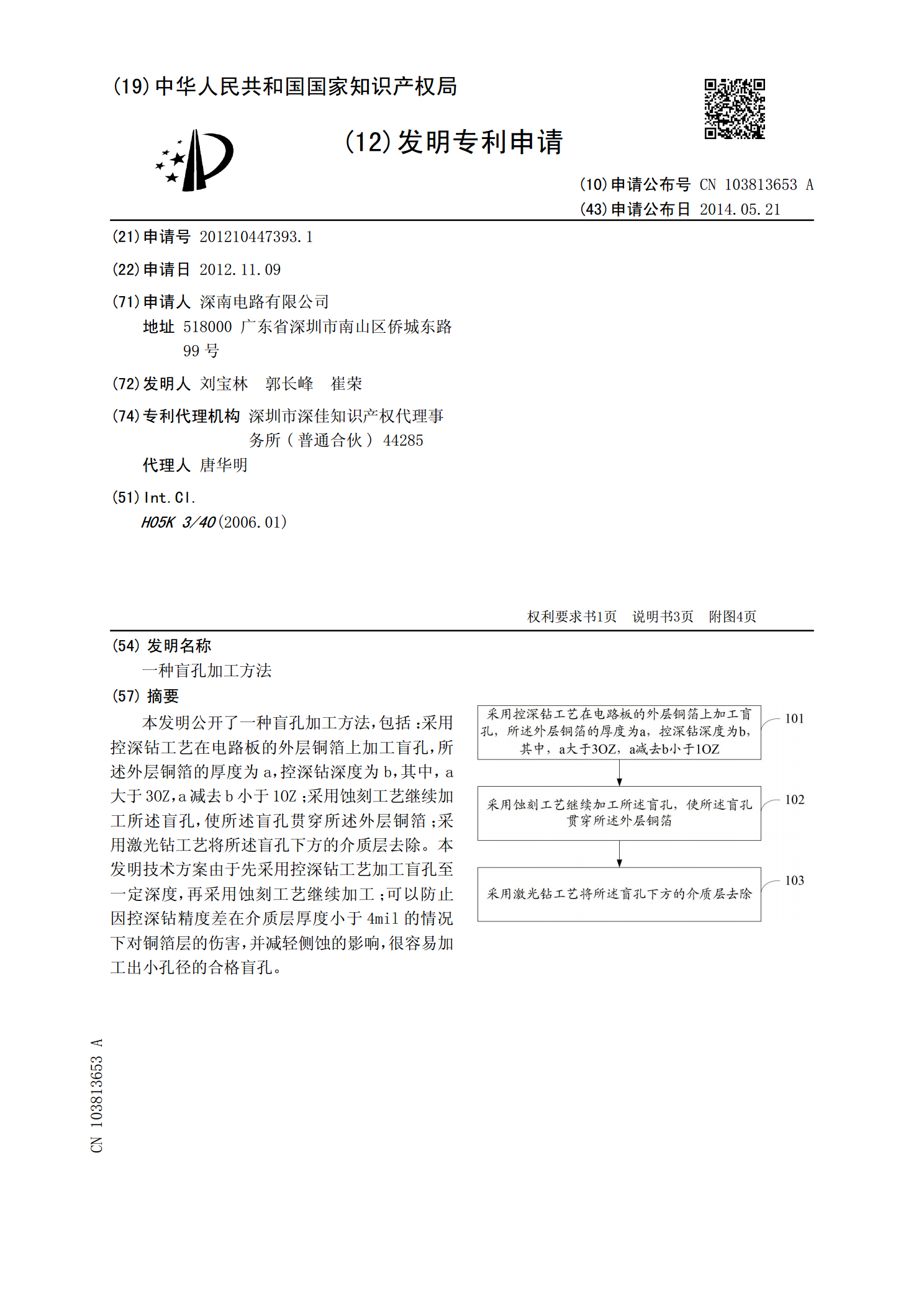
本发明公开了一种盲孔加工方法,包括:采用控深钻工艺在电路板的外层铜箔上加工盲孔,所述外层铜箔的厚度为a,控深钻深度为b,其中,a大于3OZ,a减去b小于1OZ;采用蚀刻工艺继续加工所述盲孔,使所述盲孔贯穿所述外层铜箔;采用激光钻工艺将所述盲孔下方的介质层去除。本发明技术方案由于先采用控深钻工艺加工盲孔至一定深度,再采用蚀刻工艺继续加工;可以防止因控深钻精度差在介质层厚度小于4mil的情况下对铜箔层的伤害,并减轻侧蚀的影响,很容易加工出小孔径的合格盲孔。
一种盲孔加工方法.pdf
一种盲孔加工方法,包括以下步骤:根据盲孔大小确定圆的大小,使用激光机在材料上定出圆心位置,同时确定激光机激光头和塑料的长度距离。调整激光在材料上的光斑大小,使光斑半径等于盲孔大小。使用激光机进行加工,制成盲孔直段的初步孔。使用拉刀,在初步孔内拉制直段。使用铣刀制盲孔底部的圆锥形部分,然后用铰刀铰边缘,公差1-3毫米。本方法制作盲孔步骤简单,盲孔质量好,底部光滑并且能达到公差要求,提高盲孔的质量。
盲孔加工旋切系统及盲孔加工方法.pdf
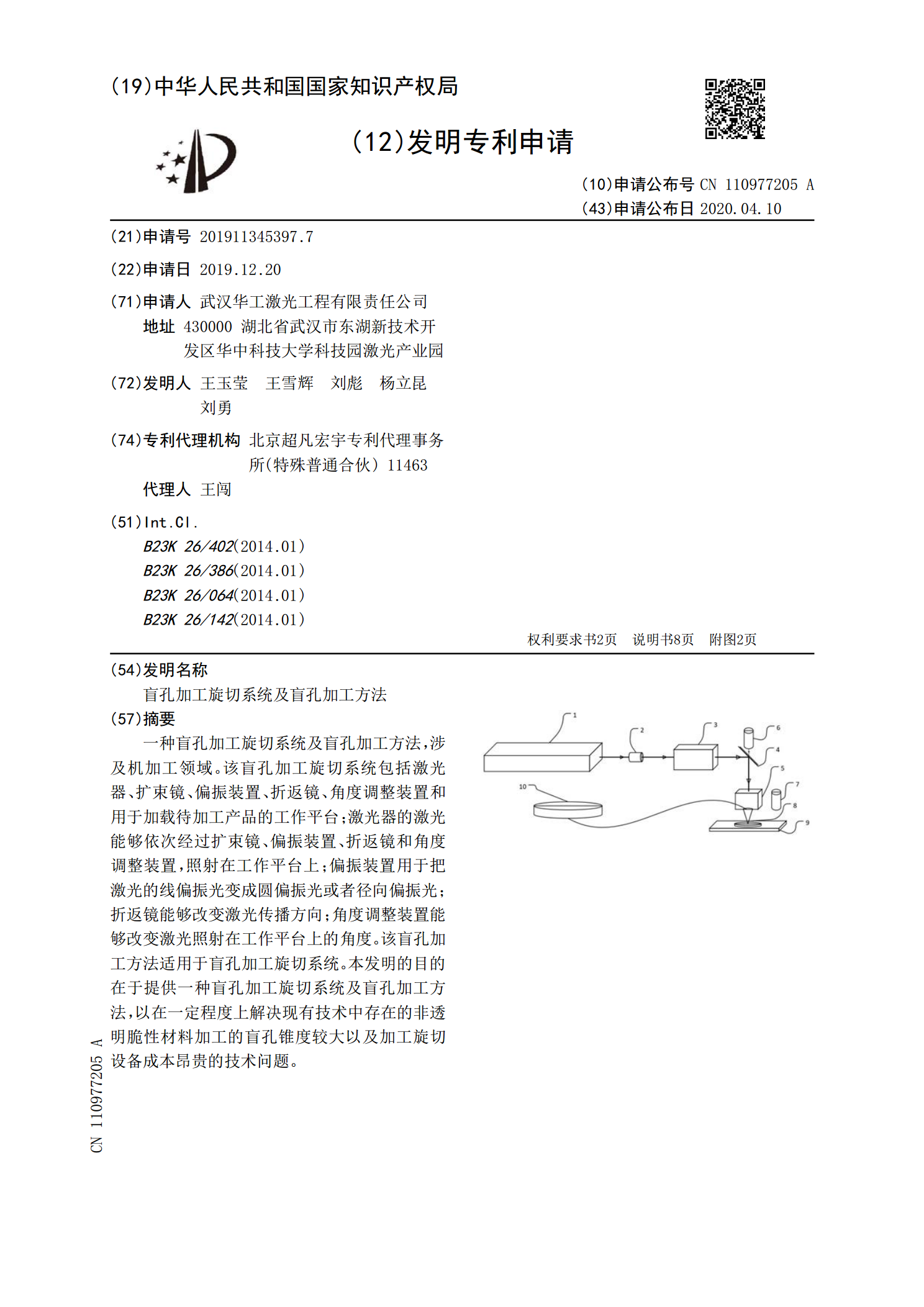
一种盲孔加工旋切系统及盲孔加工方法,涉及机加工领域。该盲孔加工旋切系统包括激光器、扩束镜、偏振装置、折返镜、角度调整装置和用于加载待加工产品的工作平台;激光器的激光能够依次经过扩束镜、偏振装置、折返镜和角度调整装置,照射在工作平台上;偏振装置用于把激光的线偏振光变成圆偏振光或者径向偏振光;折返镜能够改变激光传播方向;角度调整装置能够改变激光照射在工作平台上的角度。该盲孔加工方法适用于盲孔加工旋切系统。本发明的目的在于提供一种盲孔加工旋切系统及盲孔加工方法,以在一定程度上解决现有技术中存在的非透明脆性材料加