
一种盲孔加工方法.pdf

小宏****aa

1/4

2/4

3/4

4/4
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种盲孔加工方法.pdf
一种盲孔加工方法,包括以下步骤:根据盲孔大小确定圆的大小,使用激光机在材料上定出圆心位置,同时确定激光机激光头和塑料的长度距离。调整激光在材料上的光斑大小,使光斑半径等于盲孔大小。使用激光机进行加工,制成盲孔直段的初步孔。使用拉刀,在初步孔内拉制直段。使用铣刀制盲孔底部的圆锥形部分,然后用铰刀铰边缘,公差1-3毫米。本方法制作盲孔步骤简单,盲孔质量好,底部光滑并且能达到公差要求,提高盲孔的质量。
一种盲孔加工方法.pdf
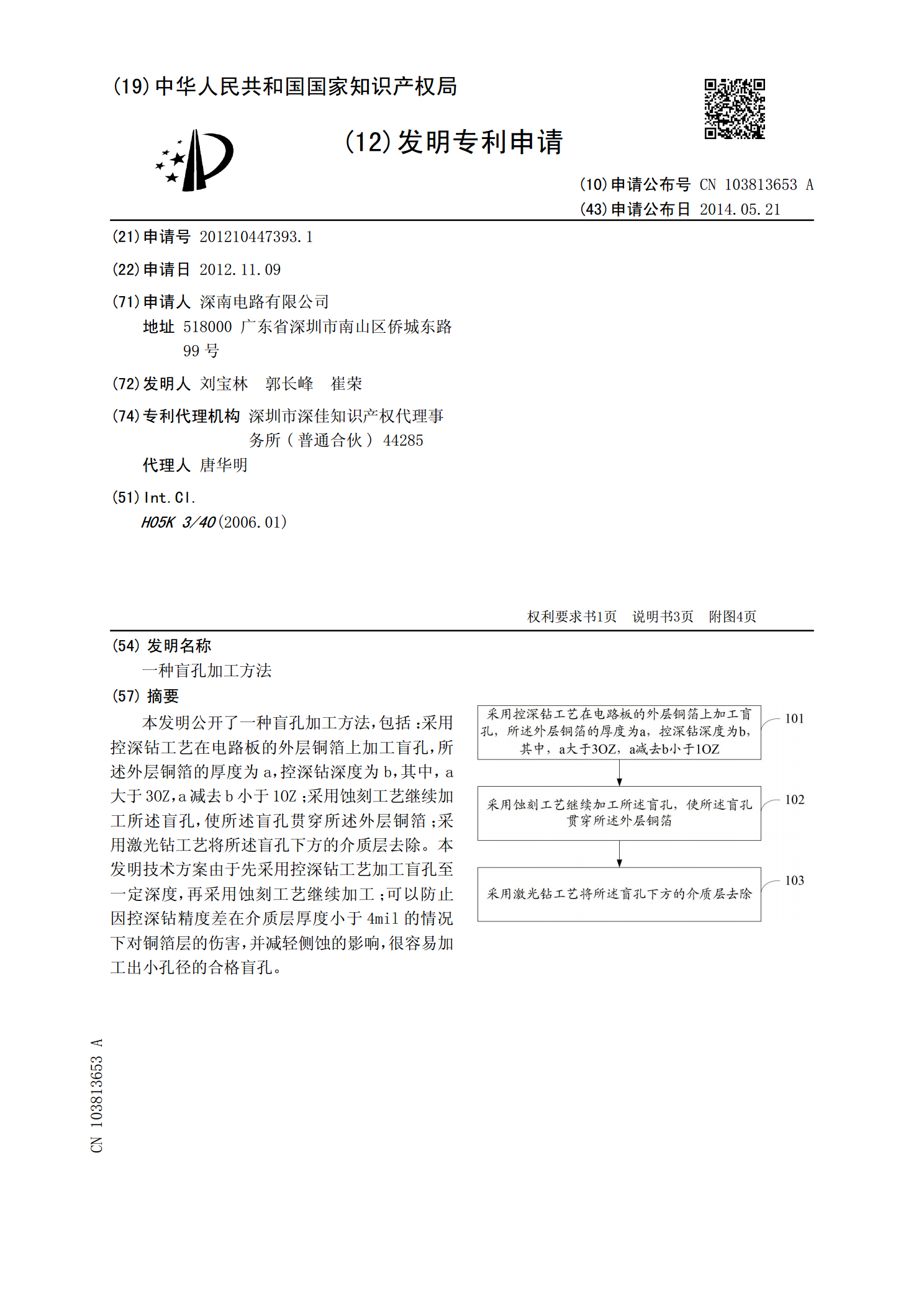
本发明公开了一种盲孔加工方法,包括:采用控深钻工艺在电路板的外层铜箔上加工盲孔,所述外层铜箔的厚度为a,控深钻深度为b,其中,a大于3OZ,a减去b小于1OZ;采用蚀刻工艺继续加工所述盲孔,使所述盲孔贯穿所述外层铜箔;采用激光钻工艺将所述盲孔下方的介质层去除。本发明技术方案由于先采用控深钻工艺加工盲孔至一定深度,再采用蚀刻工艺继续加工;可以防止因控深钻精度差在介质层厚度小于4mil的情况下对铜箔层的伤害,并减轻侧蚀的影响,很容易加工出小孔径的合格盲孔。
盲孔加工旋切系统及盲孔加工方法.pdf
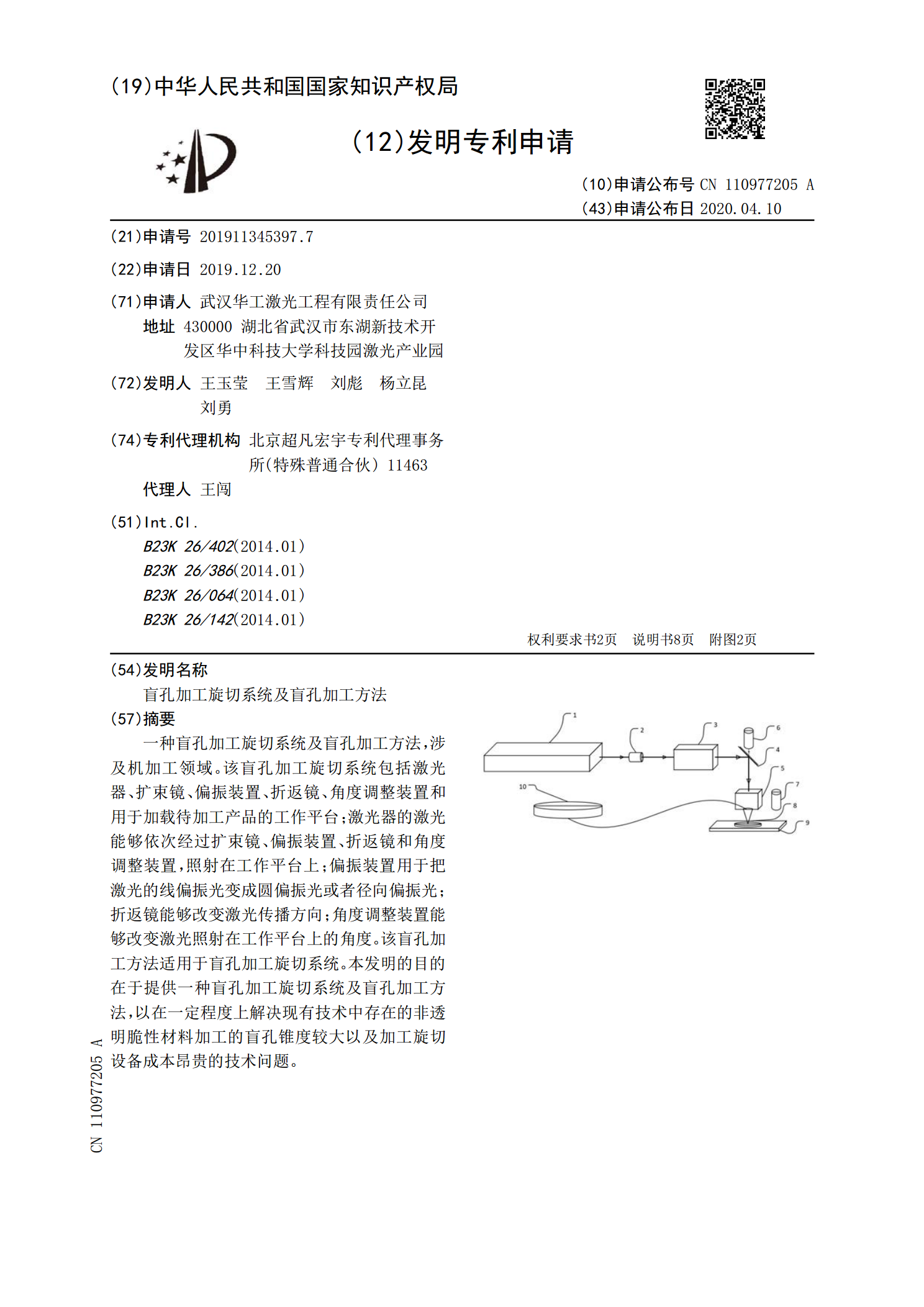
一种盲孔加工旋切系统及盲孔加工方法,涉及机加工领域。该盲孔加工旋切系统包括激光器、扩束镜、偏振装置、折返镜、角度调整装置和用于加载待加工产品的工作平台;激光器的激光能够依次经过扩束镜、偏振装置、折返镜和角度调整装置,照射在工作平台上;偏振装置用于把激光的线偏振光变成圆偏振光或者径向偏振光;折返镜能够改变激光传播方向;角度调整装置能够改变激光照射在工作平台上的角度。该盲孔加工方法适用于盲孔加工旋切系统。本发明的目的在于提供一种盲孔加工旋切系统及盲孔加工方法,以在一定程度上解决现有技术中存在的非透明脆性材料加
一种盲孔加工用的一体铣刀组及盲孔加工方法.pdf
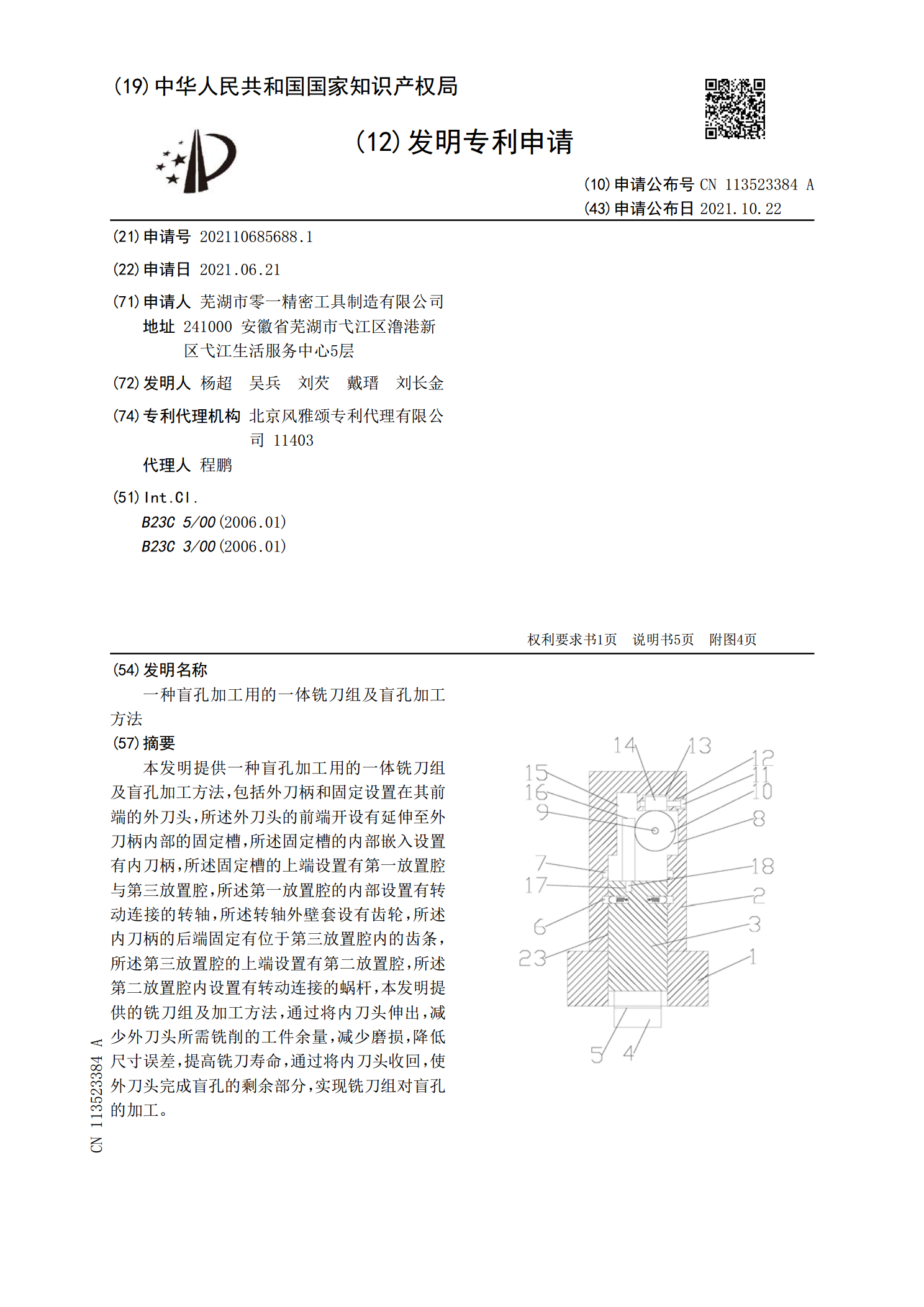
本发明提供一种盲孔加工用的一体铣刀组及盲孔加工方法,包括外刀柄和固定设置在其前端的外刀头,所述外刀头的前端开设有延伸至外刀柄内部的固定槽,所述固定槽的内部嵌入设置有内刀柄,所述固定槽的上端设置有第一放置腔与第三放置腔,所述第一放置腔的内部设置有转动连接的转轴,所述转轴外壁套设有齿轮,所述内刀柄的后端固定有位于第三放置腔内的齿条,所述第三放置腔的上端设置有第二放置腔,所述第二放置腔内设置有转动连接的蜗杆,本发明提供的铣刀组及加工方法,通过将内刀头伸出,减少外刀头所需铣削的工件余量,减少磨损,降低尺寸误差,提

一种盲孔加工方法和FPC的加工方法.pdf
本发明提供一种盲孔加工方法和FPC的加工方法,以解决现有的盲孔加工方法的导致盲孔底部不平整以及盲孔的内周面不平整的问题。所述方法,包括:将激光光斑调整为M型光斑,其中,M型光斑的中心的能量较边缘小;采用能产生M型光斑的激光光束沿预定路径扫描依次加工出若干个微盲孔,直至所加工出的微盲孔布满盲孔所围设的整个表面的面积,将整个盲孔雕琢出来。本发明可改善盲孔底部不平整的问题。