
盲孔型多层混压铝基板制备工艺及多层混压铝基板.pdf

一只****签网


1/9
2/9
3/9
4/9

5/9

6/9

7/9

8/9
9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
盲孔型多层混压铝基板制备工艺及多层混压铝基板.pdf
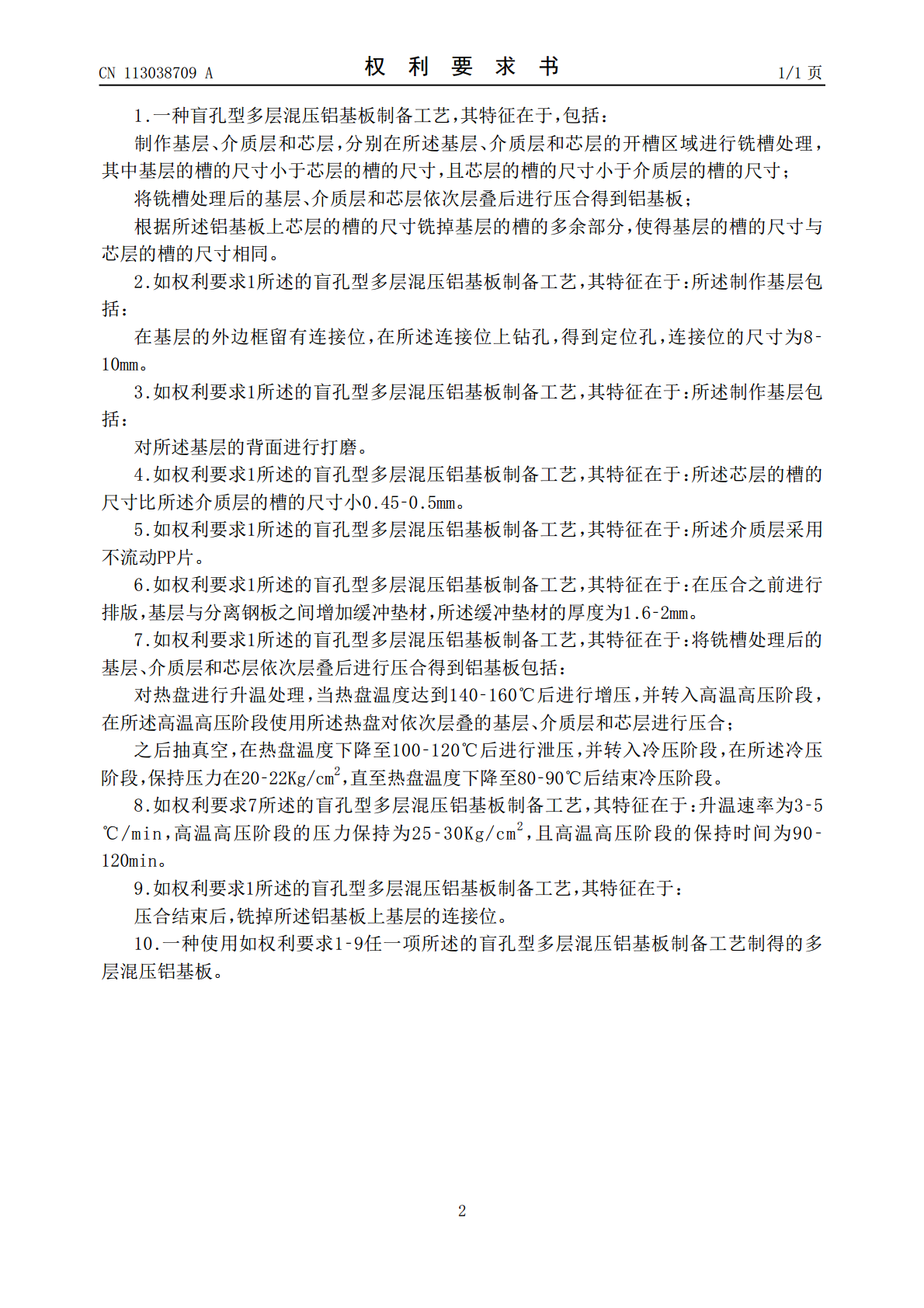
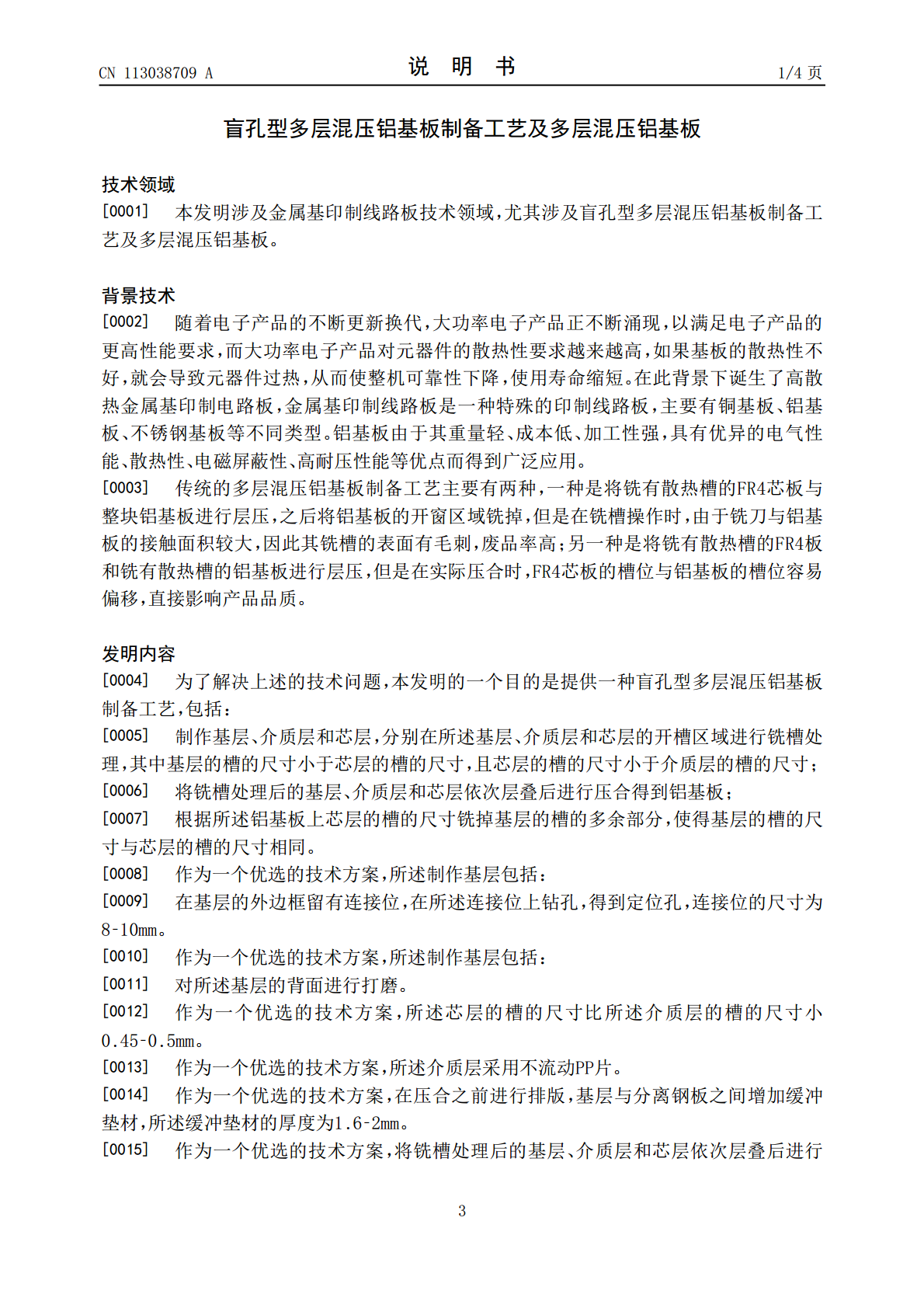
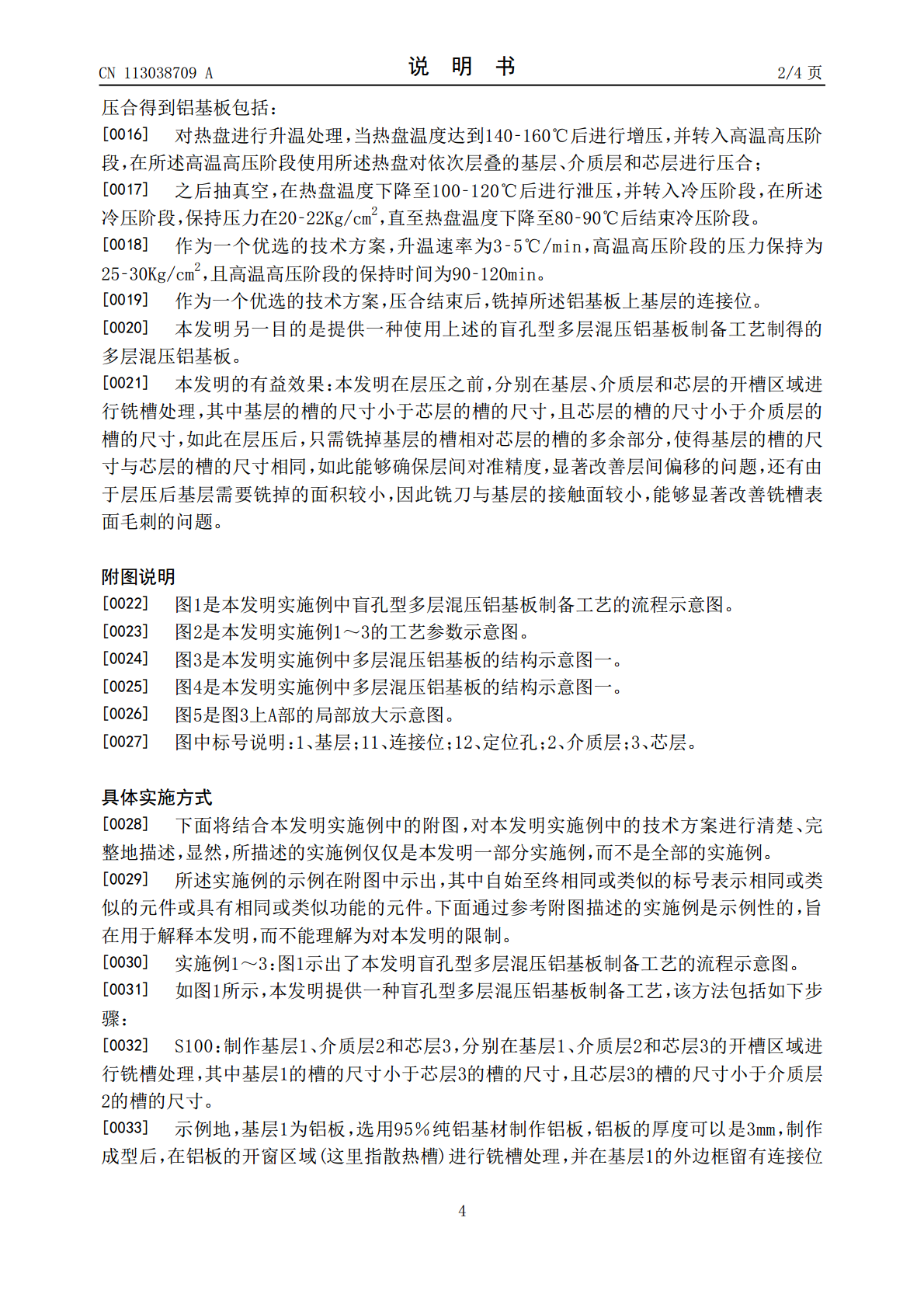
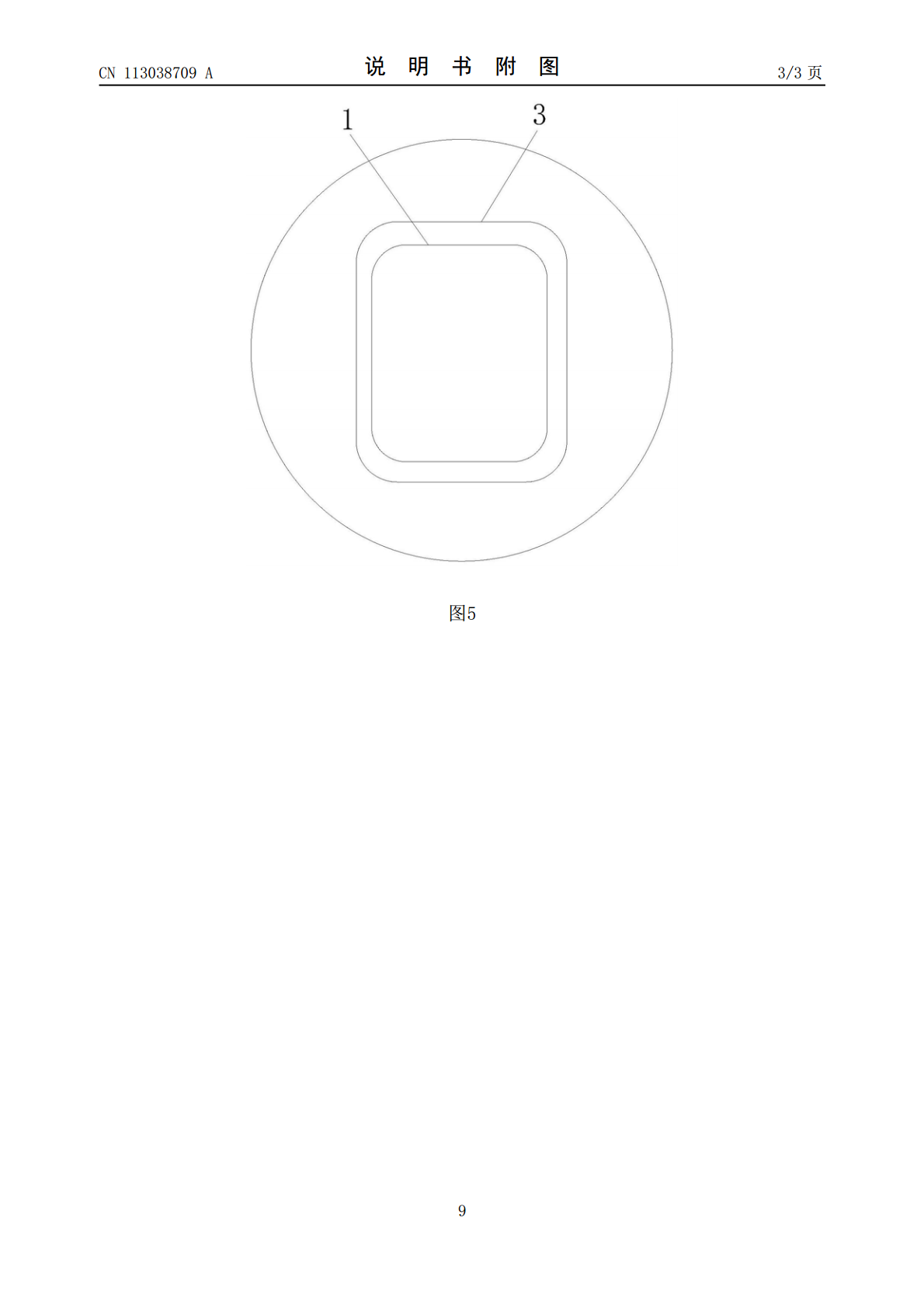
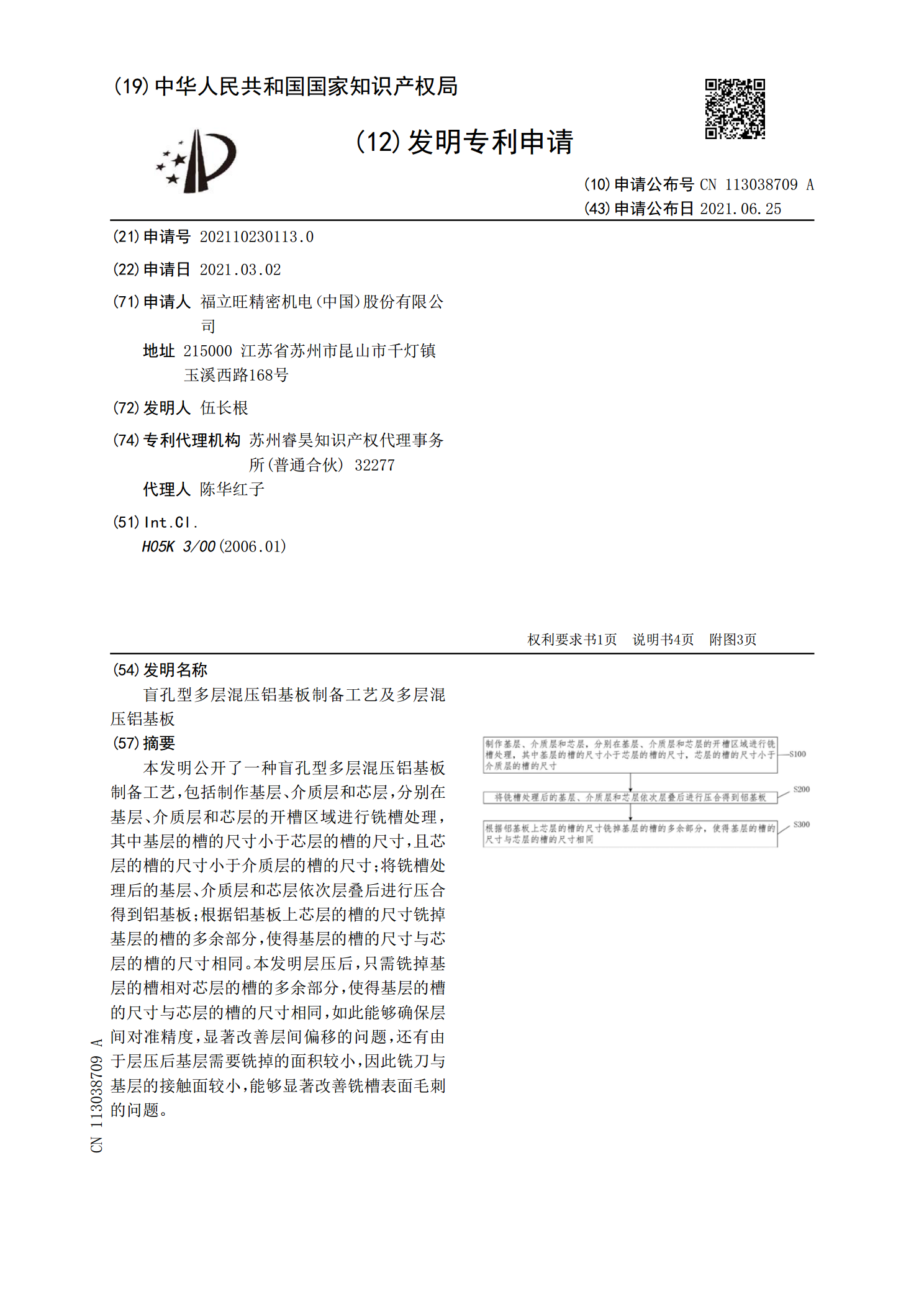
本发明公开了一种盲孔型多层混压铝基板制备工艺,包括制作基层、介质层和芯层,分别在基层、介质层和芯层的开槽区域进行铣槽处理,其中基层的槽的尺寸小于芯层的槽的尺寸,且芯层的槽的尺寸小于介质层的槽的尺寸;将铣槽处理后的基层、介质层和芯层依次层叠后进行压合得到铝基板;根据铝基板上芯层的槽的尺寸铣掉基层的槽的多余部分,使得基层的槽的尺寸与芯层的槽的尺寸相同。本发明层压后,只需铣掉基层的槽相对芯层的槽的多余部分,使得基层的槽的尺寸与芯层的槽的尺寸相同,如此能够确保层间对准精度,显著改善层间偏移的问题,还有由于层压后基

一种混压阶梯高频多层盲孔线路板.pdf
本发明公开了一种混压阶梯高频多层盲孔线路板,属于线路板技术领域,包括线路板和防护板,所述防护板设置在线路板的上侧,防护板内设置有两个左右对称设置的快拆机构,快拆机构的一部分固定连接在线路板的上表面,防护板内设置有散热机构。本发明中,通过设置散热机构,其中马达工作时能够带动第一齿轮旋转,第一齿轮能够带动两个第二齿轮同时旋转,第二齿轮能够通过第一转轴带动扇叶旋转,扇叶旋转能够通过上侧的多个气孔抽取外部的空气,外部的空气进入至空腔内后,通过下侧的多个气孔喷出,喷出的气流吹在线路板上,而吸附热量的空气能够通过多个

高频高速用混压多层板的压合技术.docx
高频高速用混压多层板的压合技术I.IntroductionMultilayerprintedcircuitboardshavebecomeubiquitousinthemodernelectronicsindustry.Withtheincreasingdemandforsmaller,faster,andmorepowerfulelectronicdevices,multilayerPCBshavebecomethego-tosolutionforprovidinghigh-densityinterco

铝基板加工工艺.pdf
本发明提供了一种铝基板加工工艺,包括将导热材料及铜箔压合于铝板上形成第一板材,将所述第一板材根据不同拼版要求切成无工艺边的板料单元;所述板料单元上有多个单片铝基板;将上述的板料单元以一定温度焗板一定时间,以消除板料单元在制作过程中的内应力,同时吸收板料单元的水分;根据所述单片铝基板的数量确定定位孔的数量;所述定位孔设置于所述板料单元上未设置有所述单片铝基板的位置等10个步骤;应用本技术方案可实现再不影响正常制作的前提下,省去了预留工艺边这一步骤,节约了产品制作成本。

多层基板.pdf
本实用新型构成一种兼顾了传输线路的高频特性和机械构造上的强度的多层基板。多层基板层叠包含第1绝缘体层、第2绝缘体层以及第3绝缘体层的多个绝缘体层,构成传输线路。第1绝缘体层具有相互对置的第1面以及第2面,在第1绝缘体层的第1面形成传输线路的信号导体,第2绝缘体层配置为与第1绝缘体层的第1面相接,第3绝缘体层配置为与第1绝缘体层的第2面相接,第2绝缘体层的介电损耗比第3绝缘体层的介电损耗低,第1绝缘体层和第3绝缘体层的密接强度比第1绝缘体层和第2绝缘体层的密接强度高。