
一种空调充气阀座加工方法.pdf

一吃****瀚文


1/10
2/10

3/10

4/10

5/10

6/10
7/10

8/10

9/10

10/10
亲,该文档总共18页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种空调充气阀座加工方法.pdf
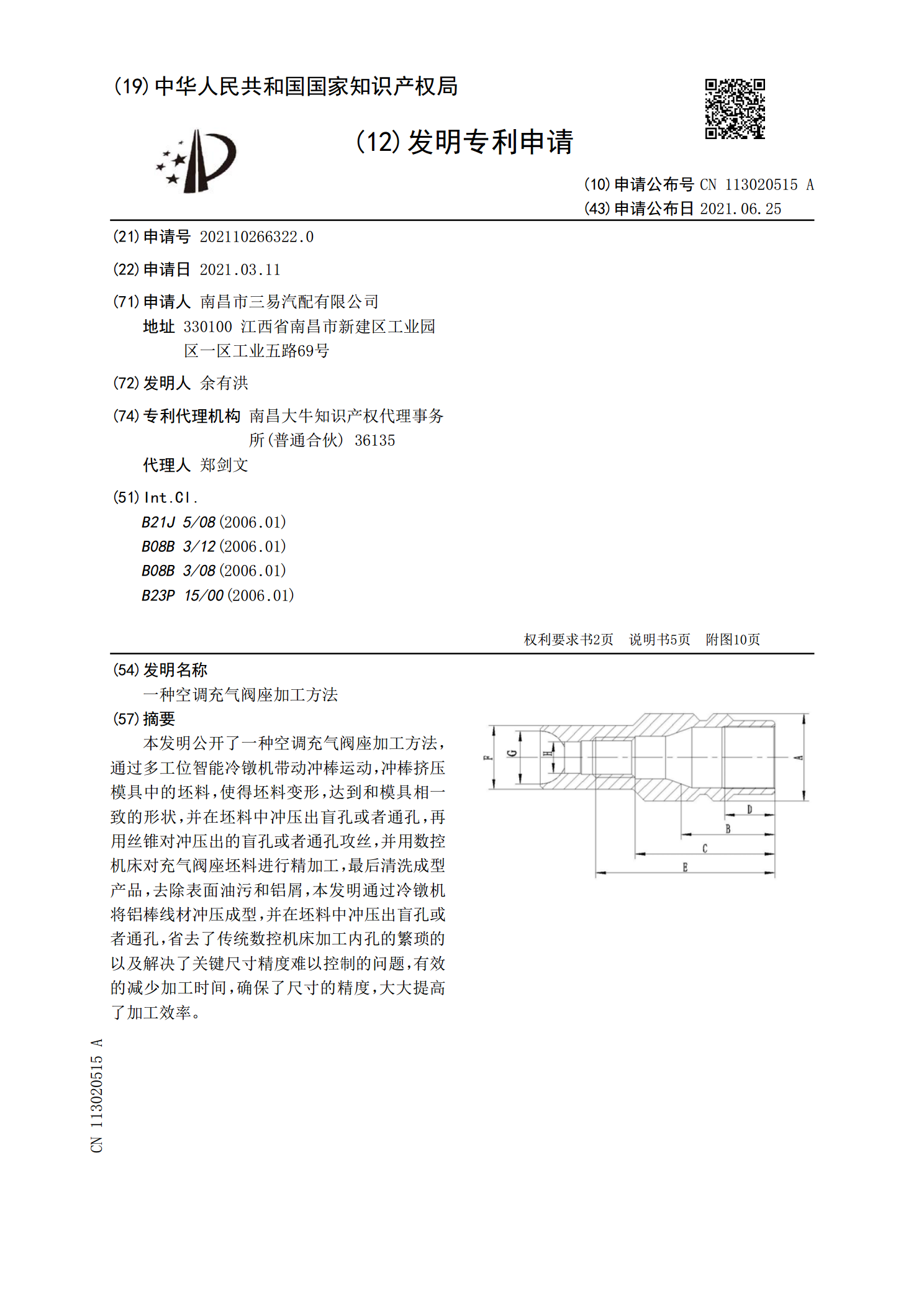
本发明公开了一种空调充气阀座加工方法,通过多工位智能冷镦机带动冲棒运动,冲棒挤压模具中的坯料,使得坯料变形,达到和模具相一致的形状,并在坯料中冲压出盲孔或者通孔,再用丝锥对冲压出的盲孔或者通孔攻丝,并用数控机床对充气阀座坯料进行精加工,最后清洗成型产品,去除表面油污和铝屑,本发明通过冷镦机将铝棒线材冲压成型,并在坯料中冲压出盲孔或者通孔,省去了传统数控机床加工内孔的繁琐的以及解决了关键尺寸精度难以控制的问题,有效的减少加工时间,确保了尺寸的精度,大大提高了加工效率。

一种阀座部件及其加工方法.pdf
本申请涉及阀门的技术领域,尤其是涉及一种阀座部件及其加工方法,其中阀座部件包括阀座本体,阀座本体设有密封球面,密封球面内设有第一密封槽、第一密封件,所述阀座本体外周设有第一台阶部,所述第一台阶部设有压缩件和紧固件,所述压缩件和紧固件之间连接有若干第一弹簧,所述紧固件用于与阀体栓接,所述阀座本体外侧部设有拉绳,所述拉绳分别与压缩件和同步件连接,所述同步件与阀芯固定连接并用于跟随阀芯转动时拉动拉绳。本申请通过阀芯转动拉动压缩件压缩第一弹簧,减小第一弹簧对阀座即阀座与阀芯之间的压紧力,进一步配合密封球面的U形液

一种柴油机气阀座的加工方法.pdf
本发明公开了一种柴油机气阀座的加工方法,其包括如下步骤:1)锥面堆焊;2)喷涂;3)高温扩散,炉温升至600~700℃时将气阀座放入炉中,投入高温炉中随炉升温至1050~1100℃,保温50~70min,炉冷至650~750℃后出炉空冷至室温;4)调质,将柴油机气阀座加热至1060~1100℃,然后预冷至850~900℃进行淬火处理,淬火介质为硝盐,所述硝盐的温度为350~400℃,淬火15~30min后空冷至100~150℃,再放入温度≥75℃的水槽中清洗,然后进行高温回火,空冷。其能够增加气阀座内孔涂
一种阀座的加工工艺.pdf
本发明公开一种阀座的加工工艺,包括如下步骤:(1)下坯料(2)坯料加热至1150~1250℃(3)加热完成后对坯料进行热锻冲孔(4)坯料送入箱式炉中进行正火处理(5)将坯料送至车床粗车(6)粗车后将坯料送至数控车床精车并刻字(7)精车后对坯料进行渗碳、淬火处理(8)坯料表面渗碳后送入抛光机抛光(9)在抛光机上精磨坯料外径(10)清洗坯料,套密封圈,完成阀座成品加工。本发明加工的阀座精度高,密封性好,并且通过热锻、正火、渗碳、淬火等多步骤,提升了阀座表面和阀芯的强度,大幅度提高了阀座的屈服强度,在用于柱塞泵
一种球阀座的加工设备.pdf
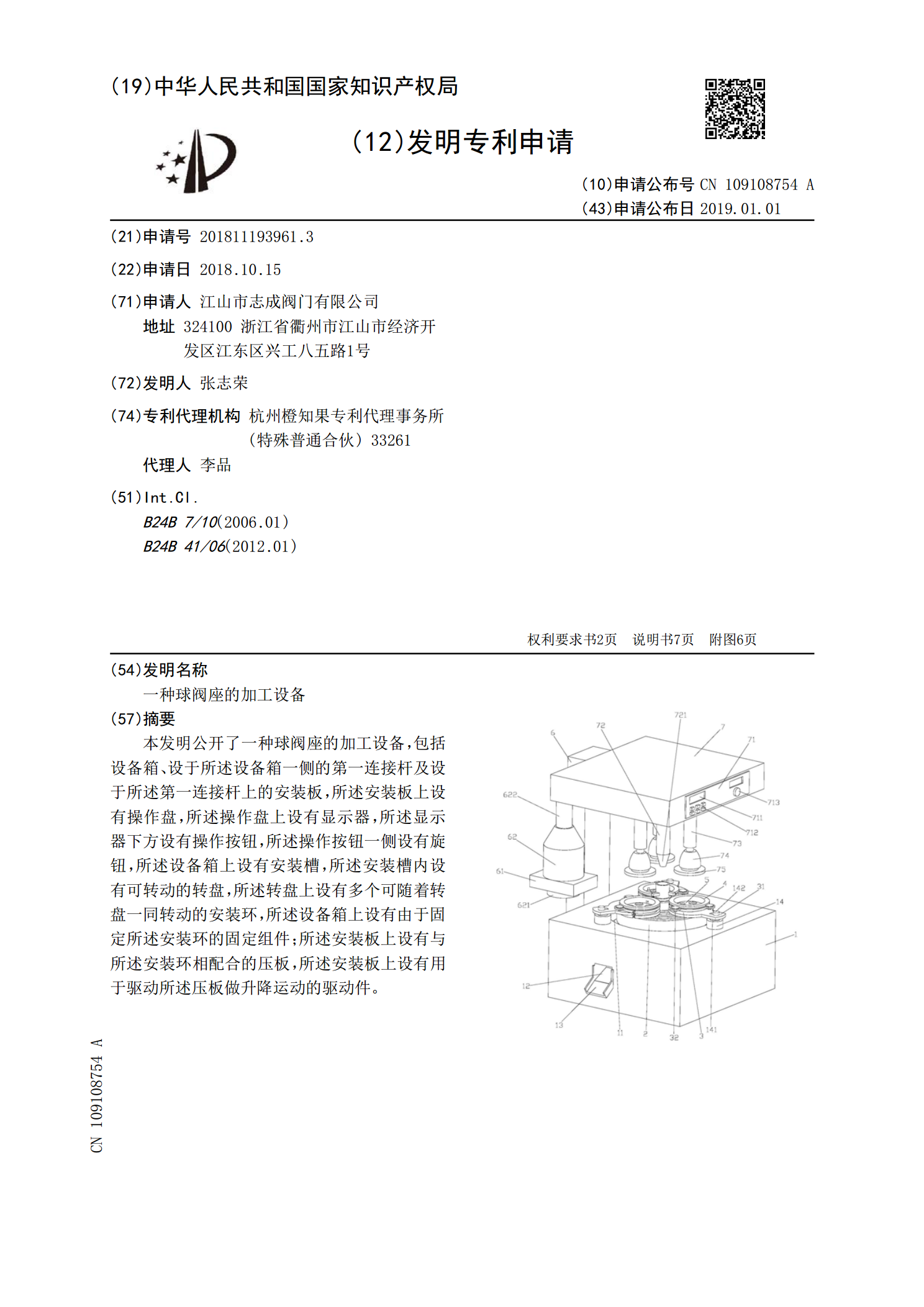
本发明公开了一种球阀座的加工设备,包括设备箱、设于所述设备箱一侧的第一连接杆及设于所述第一连接杆上的安装板,所述安装板上设有操作盘,所述操作盘上设有显示器,所述显示器下方设有操作按钮,所述操作按钮一侧设有旋钮,所述设备箱上设有安装槽,所述安装槽内设有可转动的转盘,所述转盘上设有多个可随着转盘一同转动的安装环,所述设备箱上设有由于固定所述安装环的固定组件;所述安装板上设有与所述安装环相配合的压板,所述安装板上设有用于驱动所述压板做升降运动的驱动件。