
一种柴油机气阀座的加工方法.pdf

是你****芹呀


1/8

2/8
3/8
4/8

5/8
6/8

7/8
8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种柴油机气阀座的加工方法.pdf
本发明公开了一种柴油机气阀座的加工方法,其包括如下步骤:1)锥面堆焊;2)喷涂;3)高温扩散,炉温升至600~700℃时将气阀座放入炉中,投入高温炉中随炉升温至1050~1100℃,保温50~70min,炉冷至650~750℃后出炉空冷至室温;4)调质,将柴油机气阀座加热至1060~1100℃,然后预冷至850~900℃进行淬火处理,淬火介质为硝盐,所述硝盐的温度为350~400℃,淬火15~30min后空冷至100~150℃,再放入温度≥75℃的水槽中清洗,然后进行高温回火,空冷。其能够增加气阀座内孔涂

一种阀座部件及其加工方法.pdf
本申请涉及阀门的技术领域,尤其是涉及一种阀座部件及其加工方法,其中阀座部件包括阀座本体,阀座本体设有密封球面,密封球面内设有第一密封槽、第一密封件,所述阀座本体外周设有第一台阶部,所述第一台阶部设有压缩件和紧固件,所述压缩件和紧固件之间连接有若干第一弹簧,所述紧固件用于与阀体栓接,所述阀座本体外侧部设有拉绳,所述拉绳分别与压缩件和同步件连接,所述同步件与阀芯固定连接并用于跟随阀芯转动时拉动拉绳。本申请通过阀芯转动拉动压缩件压缩第一弹簧,减小第一弹簧对阀座即阀座与阀芯之间的压紧力,进一步配合密封球面的U形液
一种空调充气阀座加工方法.pdf
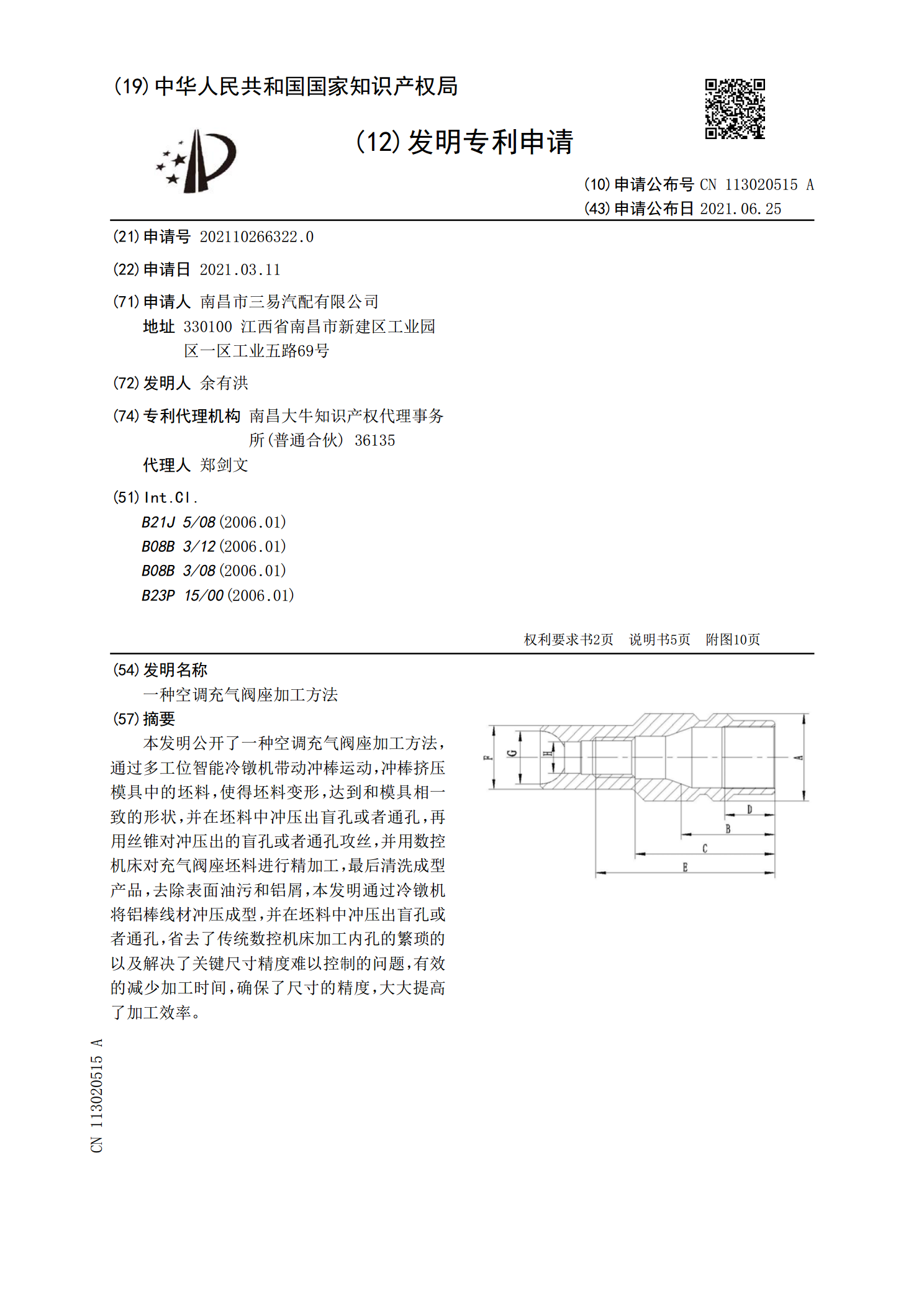
本发明公开了一种空调充气阀座加工方法,通过多工位智能冷镦机带动冲棒运动,冲棒挤压模具中的坯料,使得坯料变形,达到和模具相一致的形状,并在坯料中冲压出盲孔或者通孔,再用丝锥对冲压出的盲孔或者通孔攻丝,并用数控机床对充气阀座坯料进行精加工,最后清洗成型产品,去除表面油污和铝屑,本发明通过冷镦机将铝棒线材冲压成型,并在坯料中冲压出盲孔或者通孔,省去了传统数控机床加工内孔的繁琐的以及解决了关键尺寸精度难以控制的问题,有效的减少加工时间,确保了尺寸的精度,大大提高了加工效率。

柴油机气阀和阀座堆焊方法.docx
柴油机气阀和阀座堆焊方法柴油机气阀和阀座堆焊方法引言:柴油机气阀和阀座是发动机中非常重要的部件,它们的工作性能直接影响到发动机的效率和可靠性。气阀和阀座之间的配合精度和连接可靠性是确保发动机正常工作的关键。本论文主要介绍柴油机气阀和阀座的结构特点,为了提高它们的工作性能和寿命,探讨了堆焊方法的应用。一、柴油机气阀和阀座的结构特点1.气阀:气阀是发动机中调节进气和排气的流量的关键部件。它通常由阀芯、阀杆和弹簧组成。阀芯是气阀的活动部件,具有密封气体流动的作用,阀杆用于连接气阀和气阀橇。气阀通常使用高温合金材

柴油机气缸盖阀座圈加工工艺优化研究.docx
柴油机气缸盖阀座圈加工工艺优化研究随着工业发展和科学技术的不断进步,柴油机作为一种环保、节能的动力装置,应用得越来越广泛。而柴油机气缸盖的阀座圈加工问题,直接影响着柴油机的性能和可靠性,因此加强对这一问题的研究与优化,对于提高柴油机的质量、可靠性具有十分重要的意义。本文将针对柴油机气缸盖阀座圈加工工艺优化进行详细探讨。一、柴油机气缸盖阀座圈的作用与结构柴油机的阀座圈是发动机中的油缸、水缸和各个气门组成的结构。其主要功能是实现气门的开启和关闭,并保证燃气在缸内顺畅流动。在柴油机的运行过程中,由于受到高温高压