
一种立辊轧机的立辊箱检修方法.pdf

长春****主a


1/8

2/8

3/8

4/8
5/8

6/8
7/8

8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种立辊轧机的立辊箱检修方法.pdf
一种立辊轧机的立辊箱检修方法,属于立辊轧机检修方法技术领域,用于快速装配立辊箱的介轴。其技术方案是:测量第一介轴箱体底部端轴承厚度为a,然后将第二介轴齿套箱体低端方向应环形加工掉大于a宽度的齿,在装配时,将两侧轴承内套全部装好的第一介轴吊起,对准第二介轴齿套的缺口位置装入下轴承位,实现了第一介轴的带轴承安装;在箱体的第二介轴齿套正前方向偏下部位切割出方孔,并在方孔上安装法兰和盲盖。本发明是立辊轧机立辊箱维修方法的首创,打破了传统的维修方式,这在常规的装配方法中是难以想象的,彻底解决了现有装配方法中必须多次
一种热带立辊轧机用球铁立辊的制备方法.pdf
本发明涉及一种热带立辊轧机用球铁立辊的制备方法,属于轧辊材料技术领域,包括如下步骤:A、以废钢、镍铁、钒铁、钼铁、电极粉为原料,采用电弧炉冶炼铁水,熔炼温度1400‑1600℃,熔清后出炉得到铁水包;B、向步骤A得到的铁水包内加入球化剂,浇注得热带立辊轧机用球铁立辊毛坯,120‑160h冷开箱;C、采用整体加热热处理方式处理步骤B制备的热带立辊轧机用球铁立辊毛坯。本发明制备的热带立辊轧机用球铁立辊的耐磨性和冷热疲劳性能好,具有良好的导热及润滑性能,韧性良好,较好的适应热带立辊接触高温钢坯所需的良好的高温热

立辊轧机.pdf
本发明提供了一种立辊轧机,属于机械技术领域。它解决了现有的立辊轧机输入轴易损的问题,包括减速机平台、减速机平台支架减速机、主电机、轧辊辊系、轧辊调整装置、机架以及机架轨座,所述主电机有两个,所述减速机具有双输入轴与双输出轴,每一主电机的转轴通过一联轴器连接减速机相应的输入轴,所述减速机输入轴为齿轴,每一输入轴与一内圈固定在输出轴上的输出轴齿轮啮合,每一输出轴通过输出轴连接套连接万向联轴器一端,万向联轴器另一端连接一轧辊连接套,所述轧辊连接套安装在轧辊上。本发明所提供的立辊轧机,每个输出轴由独立的输入轴来带

立辊轧机侧压装置.pdf
一种不卡钢的立辊轧机侧压装置,由齿轮轴(1)、压下电机(2)、上压下螺丝(3)、侧压平衡装置(4)、下压下螺丝(5)、压下螺母(6)、轧辊装配(7)、密封圈(8)、透盖(9)、联轴器(10)组成,其特征在于:左侧伸出的轴头通过联轴器(10)与压下电机相连接,右侧伸出的轴头为四方轴头,该四方轴头配以透盖(9)和密封圈(8)防尘,该透盖(9)可以随时使用扳手扳转。在需要带钢情况下调整开口度大小时可以通过手动实时压下,避免了电机带不动而憋坏电机的情况;如果在热轧带钢轧制过程中压下电机突然损坏,可以通过手动压下方
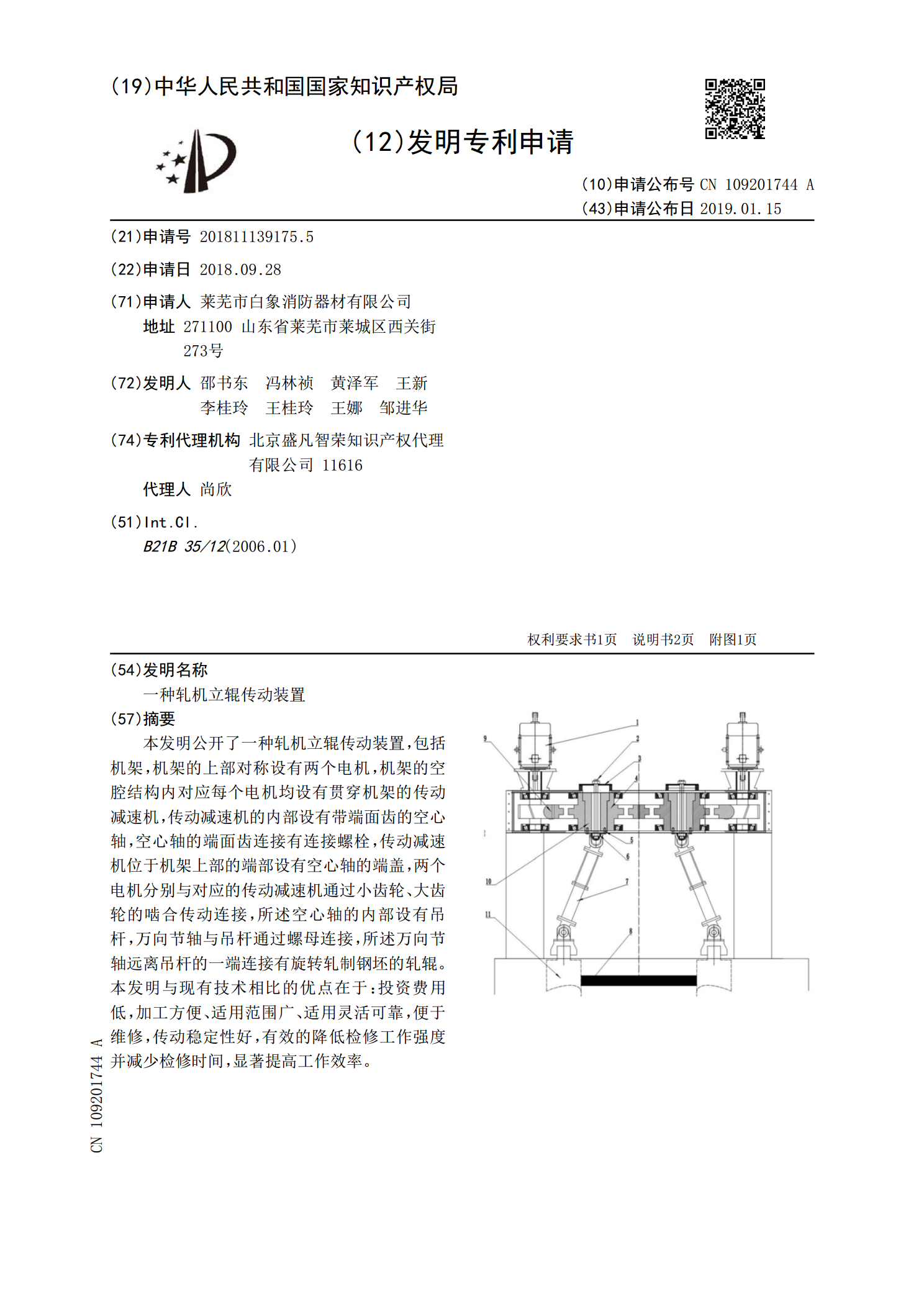
一种轧机立辊传动装置.pdf
本发明公开了一种轧机立辊传动装置,包括机架,机架的上部对称设有两个电机,机架的空腔结构内对应每个电机均设有贯穿机架的传动减速机,传动减速机的内部设有带端面齿的空心轴,空心轴的端面齿连接有连接螺栓,传动减速机位于机架上部的端部设有空心轴的端盖,两个电机分别与对应的传动减速机通过小齿轮、大齿轮的啮合传动连接,所述空心轴的内部设有吊杆,万向节轴与吊杆通过螺母连接,所述万向节轴远离吊杆的一端连接有旋转轧制钢坯的轧辊。本发明与现有技术相比的优点在于:投资费用低,加工方便、适用范围广、适用灵活可靠,便于维修,传动稳定