
弯头、三通毛坯件锻造模具以及锻造弯头、三通的加工方法.pdf

一条****涛k


1/8

2/8

3/8

4/8
5/8
6/8

7/8

8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
弯头、三通毛坯件锻造模具以及锻造弯头、三通的加工方法.pdf
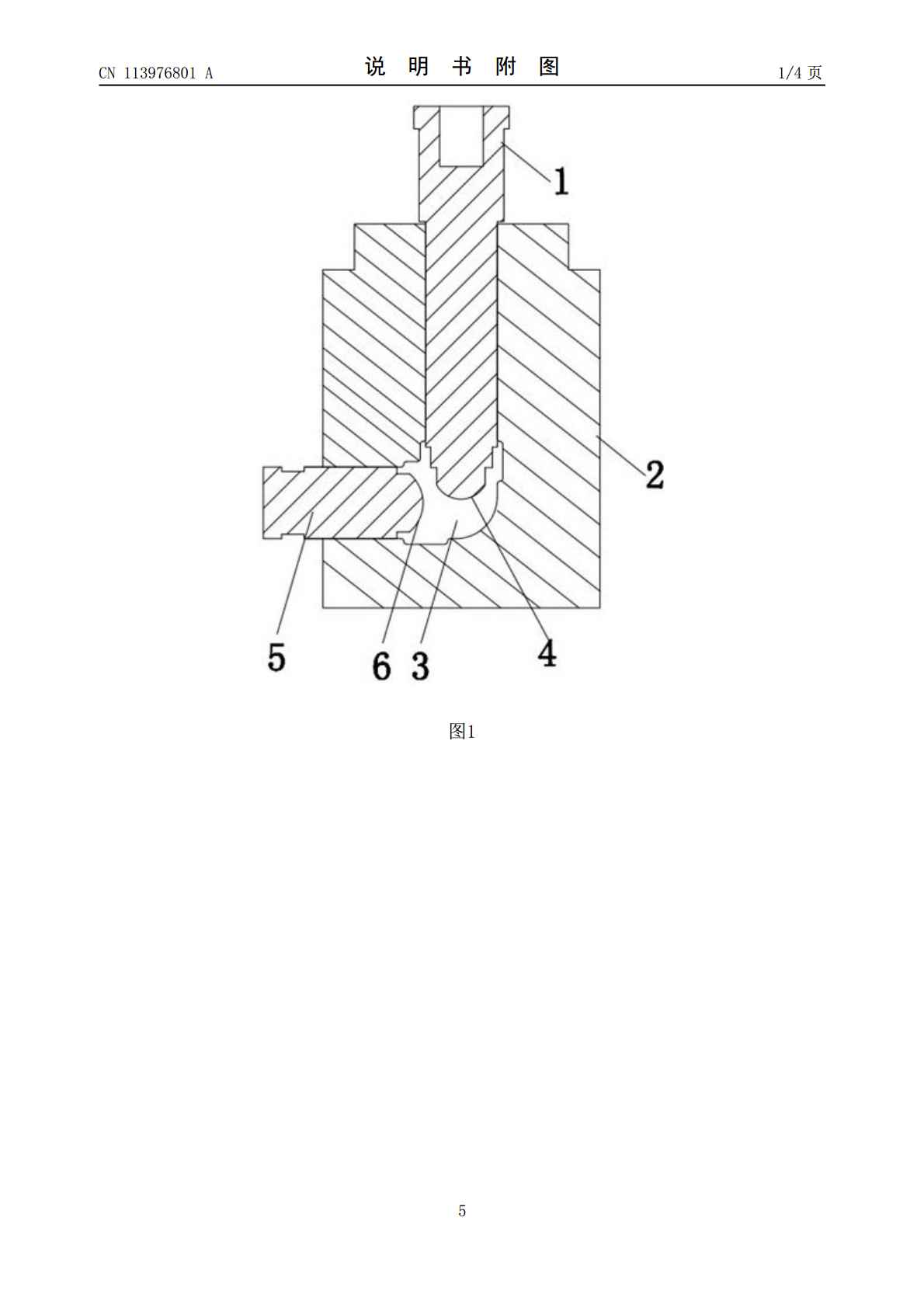
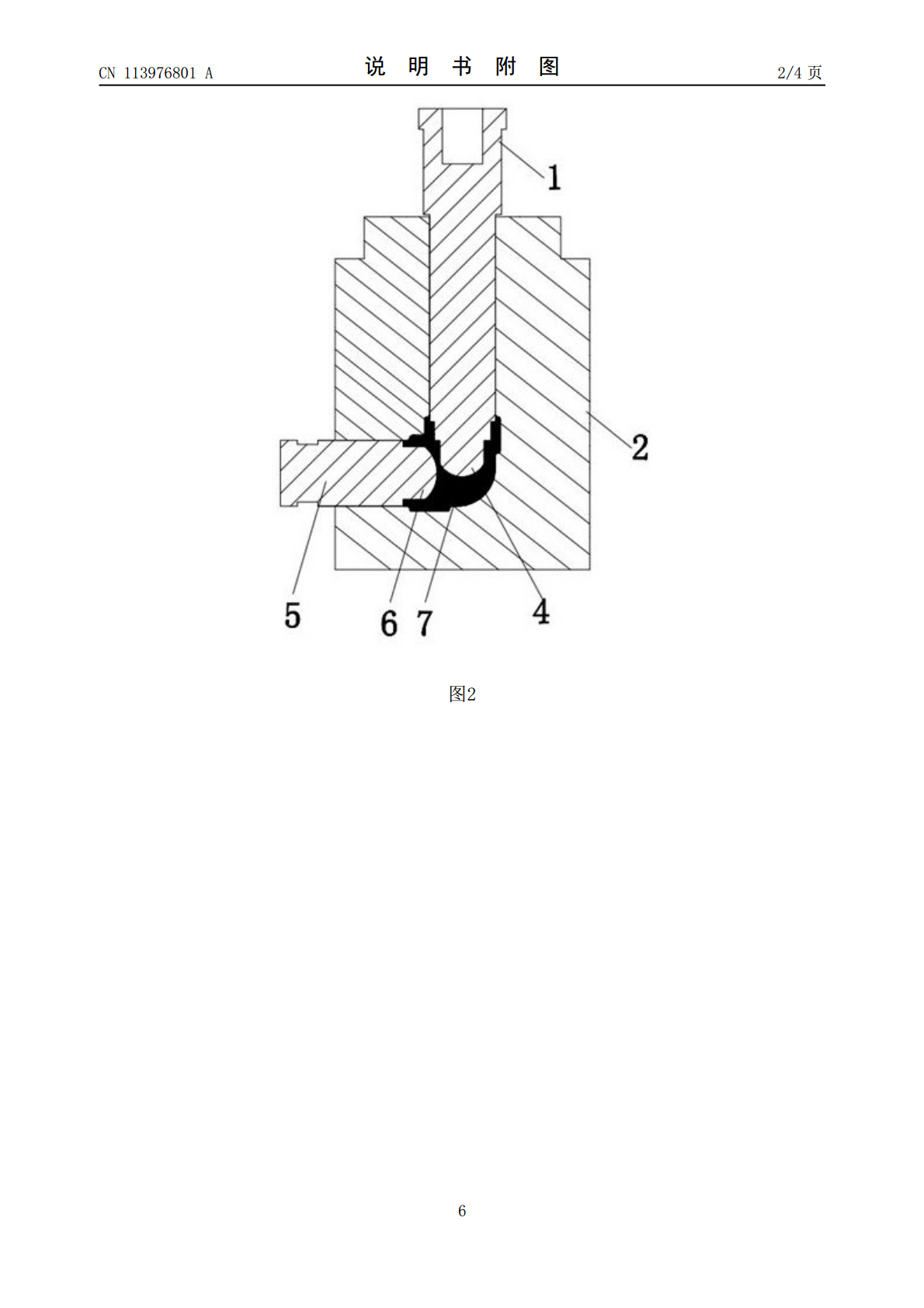
本发明属于弯头、三通加工技术领域,特别涉及一种弯头、三通毛坯件锻造模具以及锻造弯头、三通的加工方法,包括上模体和下模体,所述上模体包括冲压体,所述下模体包括下模体模芯,所述下模体模芯内设有锻造模腔;所述冲压体下端设有第一凸起体,所述锻造模腔下端端口处设有封堵体,所述封堵体的内侧一端设有第二凸起体,本发明提供一种弯头、三通毛坯件锻造模具以及利用该模具的锻造弯头、三通的加工方法,采用本毛坯件锻造模具锻造毛坯件,使得到的毛坯件内具有盲孔,从而不再是实心毛坯件,这样后续机床加工起来就比较容易,效率大大提高,节省人

胎模锻造弯头锻造方法.pdf
本发明涉及锅炉用高温高压弯头生产制造领域,主要解决弯头所用原材料无缝钢管采购周期长、受壁厚限制,锻造短管成本高,利用率低,不能满足生产及市场要求。采用此发明生产方法,可不使用热轧无缝钢管或锻造短管作为原材料,取消热压或推制环节,通过锻压机、组合随形胎具,使坯料在随形型腔内一次成型,后期经过适当的热处理,机加、无损检测后,获得所需的高质量的弯头产品。该发明不仅可应用在高温高压锅炉行业弯头的制造,还可推广至锻造行业其它管件锻件的制造。

弯头 三通.doc
弯头技术要求一、项目简介本弯头用于供热系统,输送介质为热水,工作压力为1.6MPa,最高设计温度130°C。二、弯头的需求量:表1类型公称直径DN(mm)曲率半径角度数量单价合计直埋保温热推弯头8008.0D90°224750495007001.0D90°3165049507004D61°2120024007002D45°4915366070010D17°24208406008D90°410500157504504D90°2292558504504D66°22100420045010.0D10°29751

管件常识(弯头、法兰、三通).doc
管道、管件分类及常识一.管道系统概述:为了输送液体或气体,必须使用各种管道,管道中除直管道用钢管以外,还要用到各种管配件:管道拐弯时必须用弯头,管道变径时要用大小头,分叉时要用三通,管道接头与接头相连接时要用法兰,为达到开启输送介质的目的,还要用各种阀门,为减少热膨冷缩或频繁振动对管道系统的影响,还要用膨胀节。此外,在管路上,还有与各种仪器仪表相连接的各种接头﹑堵头等。我们习惯将管道系统中除直管以外的其它配件统称为管配件。二.金属材料常识:金属材料是我们日常生活及工业上应用最广泛的材料。它主要分为钢﹑铁及

法兰弯头三通重量.doc
玻璃钢法兰重量(厚度按钢法兰)6公斤10公斤口径厚度重量(公斤)厚度重量(公斤)150.10.2200.20.2250.20.3320.60.4400.40.5500.40.6700.50.8800.60.91000.81.112511.51501.21.71751.422001.62.22251.72.52502.12.93002.73.53503.34.240045.645056.65005.57.5600711玻璃钢管道重量口径厚度3.14*D*1米*1.85重量(公斤/米)150.09200.12