
弯头 三通.doc

kp****93


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

弯头 三通.doc
弯头技术要求一、项目简介本弯头用于供热系统,输送介质为热水,工作压力为1.6MPa,最高设计温度130°C。二、弯头的需求量:表1类型公称直径DN(mm)曲率半径角度数量单价合计直埋保温热推弯头8008.0D90°224750495007001.0D90°3165049507004D61°2120024007002D45°4915366070010D17°24208406008D90°410500157504504D90°2292558504504D66°22100420045010.0D10°29751

法兰弯头三通重量.doc
玻璃钢法兰重量(厚度按钢法兰)6公斤10公斤口径厚度重量(公斤)厚度重量(公斤)150.10.2200.20.2250.20.3320.60.4400.40.5500.40.6700.50.8800.60.91000.81.112511.51501.21.71751.422001.62.22251.72.52502.12.93002.73.53503.34.240045.645056.65005.57.5600711玻璃钢管道重量口径厚度3.14*D*1米*1.85重量(公斤/米)150.09200.12
弯头、三通毛坯件锻造模具以及锻造弯头、三通的加工方法.pdf
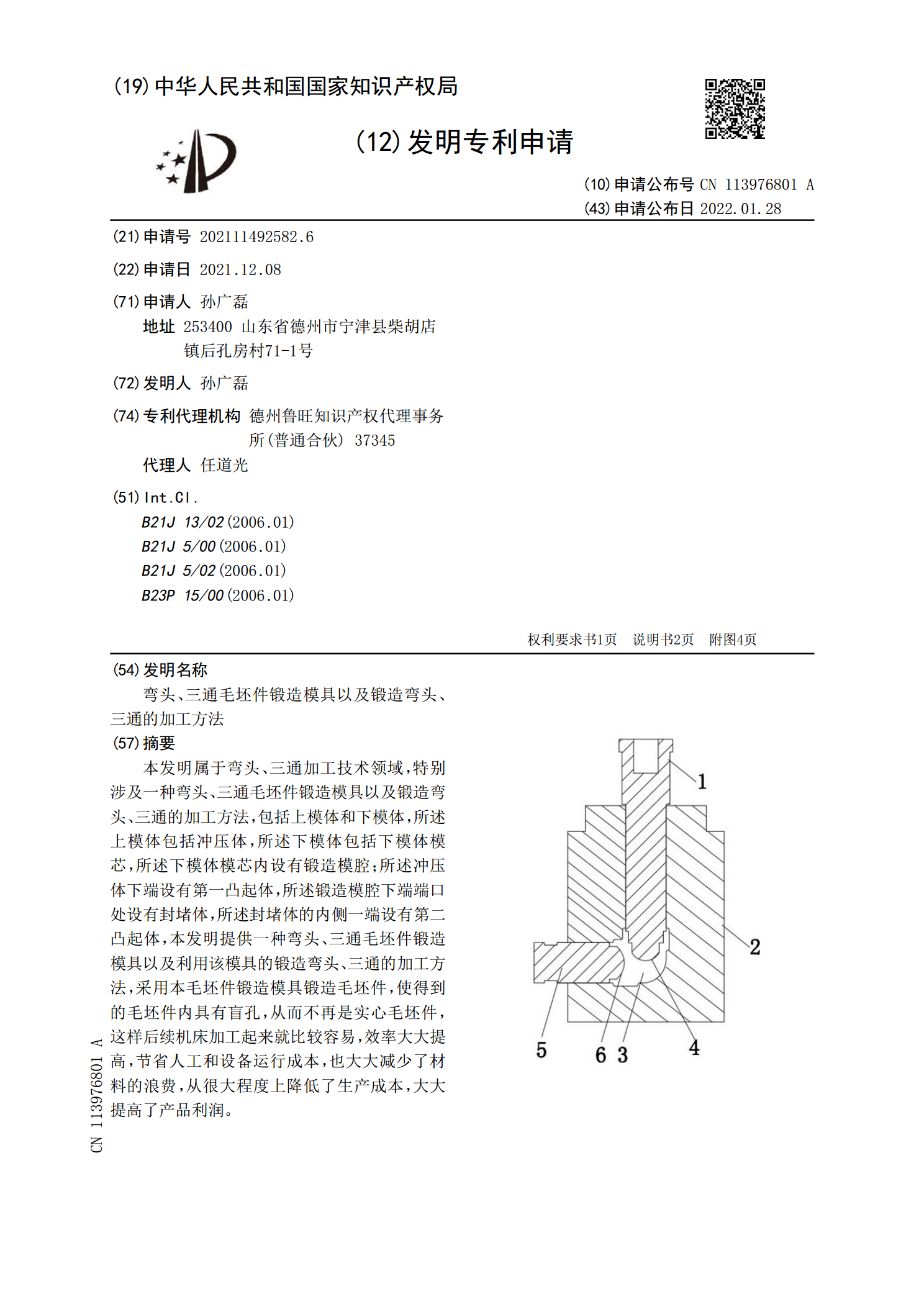
本发明属于弯头、三通加工技术领域,特别涉及一种弯头、三通毛坯件锻造模具以及锻造弯头、三通的加工方法,包括上模体和下模体,所述上模体包括冲压体,所述下模体包括下模体模芯,所述下模体模芯内设有锻造模腔;所述冲压体下端设有第一凸起体,所述锻造模腔下端端口处设有封堵体,所述封堵体的内侧一端设有第二凸起体,本发明提供一种弯头、三通毛坯件锻造模具以及利用该模具的锻造弯头、三通的加工方法,采用本毛坯件锻造模具锻造毛坯件,使得到的毛坯件内具有盲孔,从而不再是实心毛坯件,这样后续机床加工起来就比较容易,效率大大提高,节省人

弯头、三通生产工艺.doc
浙江志达管业有限公司流程名称管制弯头生产作业流程产品代号JNDIA/CP-01工艺名称推制(弯制)弯头生产工艺材料奥氏体、双相钢、超级奥氏体设备管件生产设备注明对于常规弯头管件生产通用工步流程内容注意事项1下料1).严格按照下料尺寸表下料,并测量长度,检验外观。a.热处理时,保温时间应不低于20min,但也不宜过长,保温时间过长会引起晶粒粗大,降低产品力学性能和耐腐蚀能力。b.在工步7时,产品外观状况良好的,可以直接进行滚砂→精车→钝化。不进行抛光、喷砂工序。但一定要注意把握衡量的度,需经过技术部或相关技

弯头三通生产工艺.doc
浙江志达管业有限公司流程名称管制弯头生产作业流程产品代号JNDIA/CP-01工艺名称推制(弯制)弯头生产工艺材料奥氏体、双相钢、超级奥氏体设备管件生产设备注明对于常规弯头管件生产通用工步流程内容注意事项1下料1).严格按照下料尺寸表下料,并测量长度,检验外观。a.热处理时,保温时间应不低于20min,但也不宜过长,保温时间过长会引起晶粒粗大,降低产品力学性能和耐腐蚀能力。b.在工步7时,产品外观状况良好的,可以直接进行滚砂→精车→钝化。不进行抛光、喷砂工序。但一定要注意把握衡量的度,需经过技术部或相关技