
一种液压油缸上腔接头座焊接方法.pdf

书生****35


1/8

2/8

3/8

4/8
5/8

6/8

7/8

8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种液压油缸上腔接头座焊接方法.pdf
本发明提供了一种液压油缸上腔接头座焊接方法,包括以下步骤:步骤(a)、在缸筒的缸口端外侧预钻通液盲孔,使所述通液盲孔的封闭端全部留存在所述缸口端内孔的加工余量范围内;步骤(b)、在所述通液盲孔外焊接上腔接头座;步骤(c)、刮滚所述缸口端的内孔;步骤(d)、在所述缸口端内孔中车止口和螺纹,与预钻的所述通液盲孔打通,使所述通液盲孔变为通液孔。该液压油缸上腔接头座焊接方法具有无需增开工艺孔、漏液风险低、可消除上腔变形、产品良品率高的优点。

一种用于液压油缸的焊接装置.pdf
本发明涉及一种用于液压油缸的焊接装置,包括缸筒、三爪卡盘、管接头和曲柄滑块机构,缸筒底端设有万向轮,且万向轮一侧设有刹车板,所述缸筒底端设有管接头,管接头沿圆周设有三爪卡盘,所述管接头一侧设有曲柄滑块机构,所述曲柄滑块机构连接焊枪。采用上述结构后,本装置通过焊枪绕工件作圆周运动实现绕焊缝回转,且通过曲柄滑块机构实现焊枪的上下移动,本装置自动化程度高,焊接精度高,生产效率高,适应范围广。

一种集成式多腔缓冲液压油缸及操作方法.pdf
本发明公开了一种集成式多腔缓冲液压油缸及操作方法,包括主缸体,主缸体内部自左向右依次设置有油腔一、油腔二、油腔三和油腔四;油腔一内滑动设置有活塞板一;活塞板一的一侧固定设置有液压主杆,活塞板一靠近油腔二的一侧设置有液压连杆;液压主杆远离活塞板一的一侧伸出主缸体,液压主杆伸出主缸体的端部设置有缓冲槽,缓冲槽内设置有缓冲部件,缓冲部件上连接有液压支杆;液压连杆滑动设置在主缸体内,且液压连杆远离活塞板一的一端伸入到油腔二内;油腔三内设置有用于推送液压连杆的副驱动组;本发明副驱动组辅助驱动,实现对液压主杆的完全驱

压接技术在航空插头座上的应用.docx
压接技术在航空插头座上的应用压接技术在航空插头座上的应用摘要:随着航空工业的发展,对航空电子设备的要求也越来越高,航空插头座作为航空电子设备的重要组成部分,起到了连接和传输信号的重要作用。本文将介绍压接技术在航空插头座上的应用,探讨其在航空领域中的重要性和优势。1.引言航空插头座是航空电子设备中十分重要的一个组成部分,它承载了连接和传输信号的功能。而压接技术,作为一种常用的连接技术,具有连接可靠、绝缘性能好、使用寿命长等优点,因此在航空插头座的制造中得到了广泛应用。2.压接技术在航空插头座的应用2.1铜质
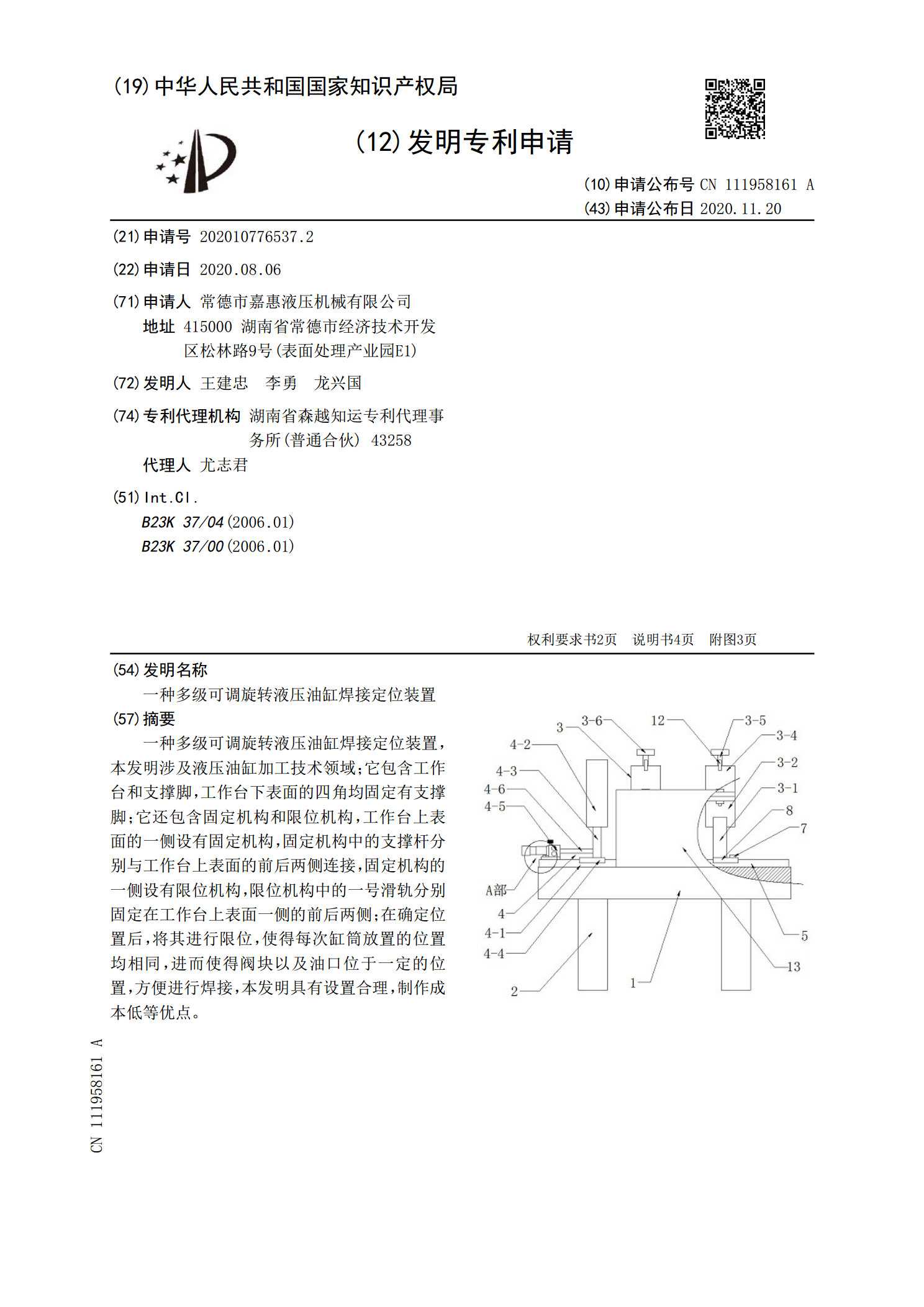
一种多级可调旋转液压油缸焊接定位装置.pdf
一种多级可调旋转液压油缸焊接定位装置,本发明涉及液压油缸加工技术领域;它包含工作台和支撑脚,工作台下表面的四角均固定有支撑脚;它还包含固定机构和限位机构,工作台上表面的一侧设有固定机构,固定机构中的支撑杆分别与工作台上表面的前后两侧连接,固定机构的一侧设有限位机构,限位机构中的一号滑轨分别固定在工作台上表面一侧的前后两侧;在确定位置后,将其进行限位,使得每次缸筒放置的位置均相同,进而使得阀块以及油口位于一定的位置,方便进行焊接,本发明具有设置合理,制作成本低等优点。