
一种汽车轮毂轴承冷碾扩成型设备.pdf

依波****bc


1/7

2/7

3/7

4/7

5/7

6/7

7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种汽车轮毂轴承冷碾扩成型设备.pdf
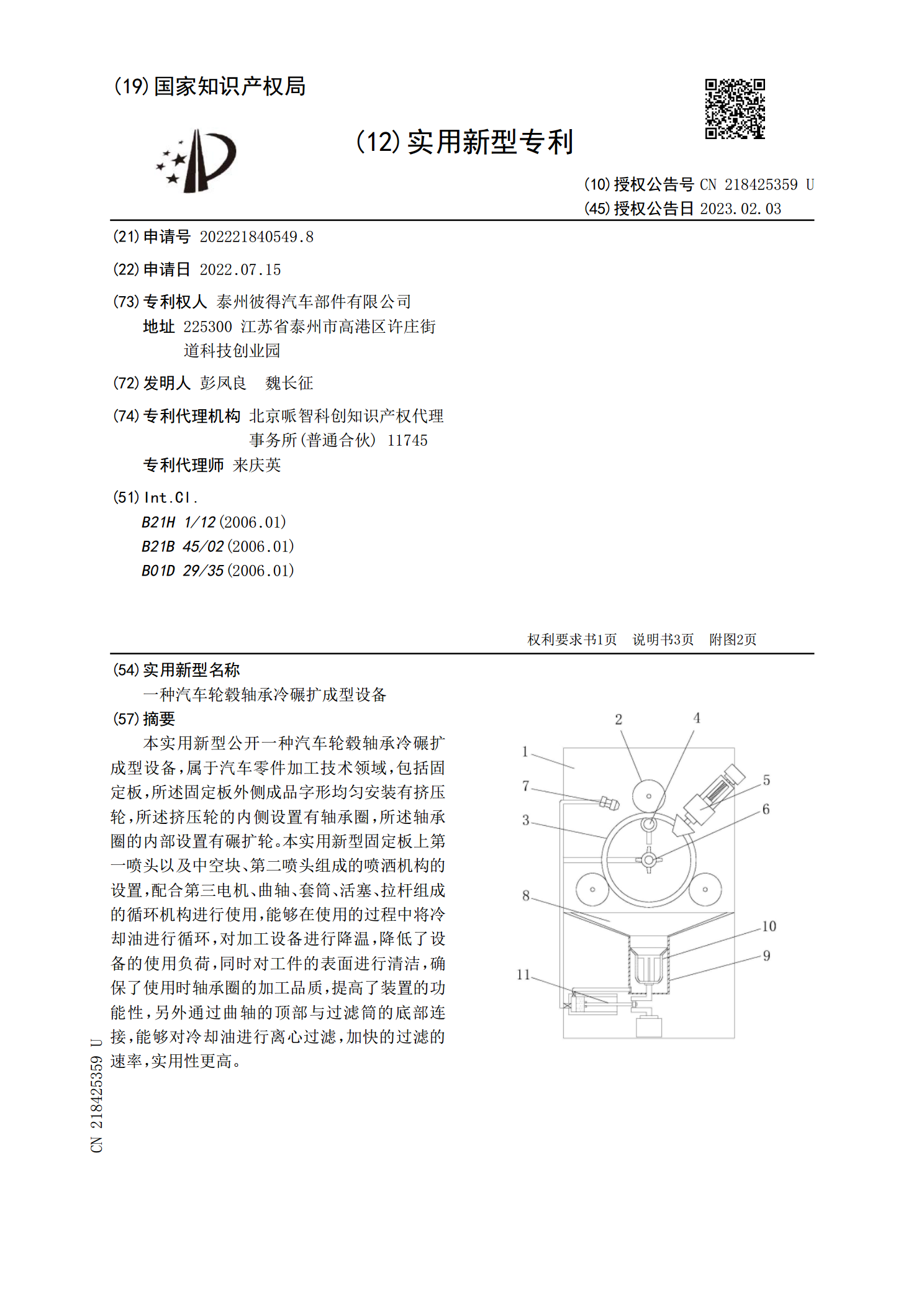
本实用新型公开一种汽车轮毂轴承冷碾扩成型设备,属于汽车零件加工技术领域,包括固定板,所述固定板外侧成品字形均匀安装有挤压轮,所述挤压轮的内侧设置有轴承圈,所述轴承圈的内部设置有碾扩轮。本实用新型固定板上第一喷头以及中空块、第二喷头组成的喷洒机构的设置,配合第三电机、曲轴、套筒、活塞、拉杆组成的循环机构进行使用,能够在使用的过程中将冷却油进行循环,对加工设备进行降温,降低了设备的使用负荷,同时对工件的表面进行清洁,确保了使用时轴承圈的加工品质,提高了装置的功能性,另外通过曲轴的顶部与过滤筒的底部连接,能够对
角接触轴承的塔锻冷碾扩成型方法以及模具.pdf
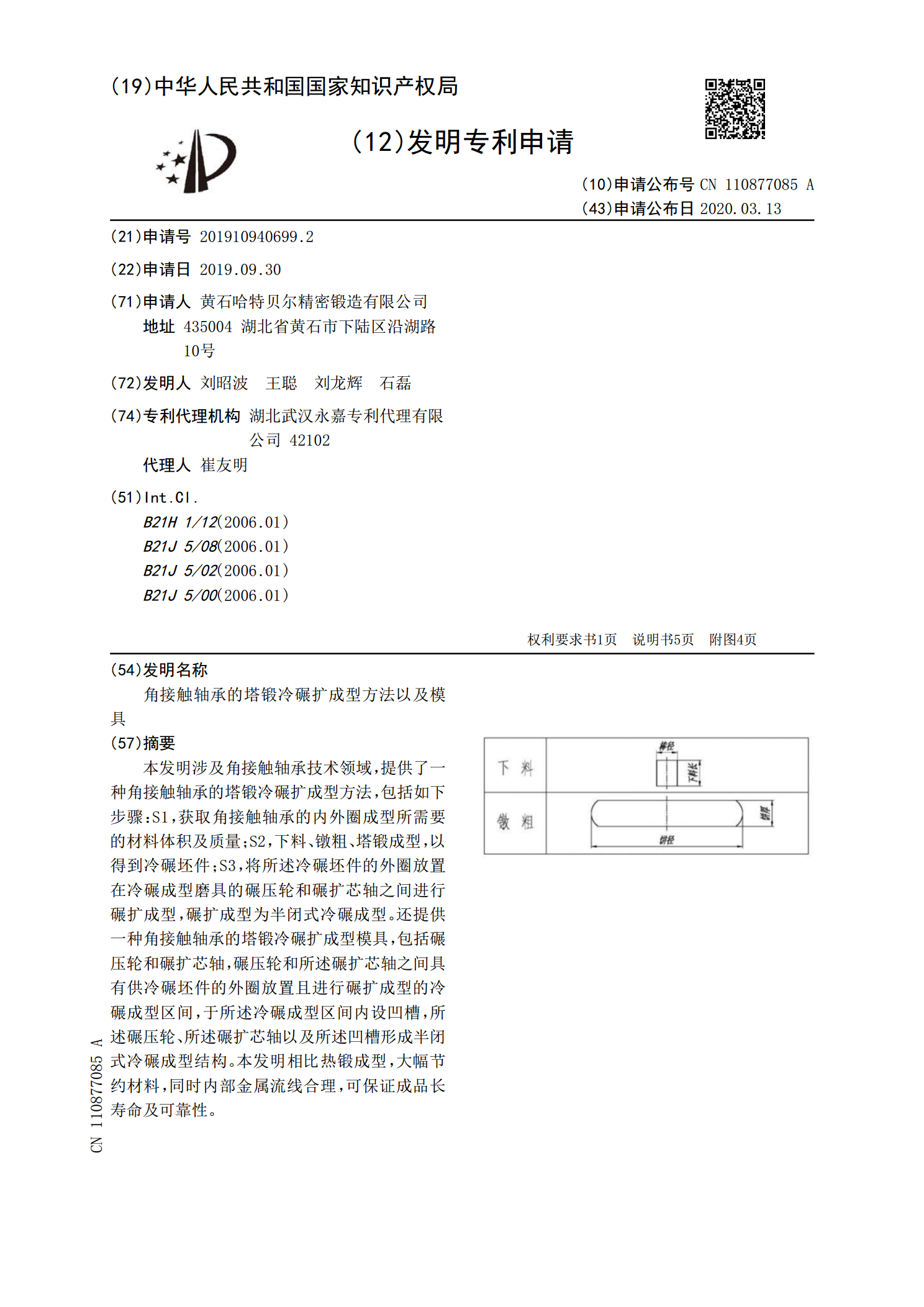
本发明涉及角接触轴承技术领域,提供了一种角接触轴承的塔锻冷碾扩成型方法,包括如下步骤:S1,获取角接触轴承的内外圈成型所需要的材料体积及质量;S2,下料、镦粗、塔锻成型,以得到冷碾坯件;S3,将所述冷碾坯件的外圈放置在冷碾成型磨具的碾压轮和碾扩芯轴之间进行碾扩成型,碾扩成型为半闭式冷碾成型。还提供一种角接触轴承的塔锻冷碾扩成型模具,包括碾压轮和碾扩芯轴,碾压轮和所述碾扩芯轴之间具有供冷碾坯件的外圈放置且进行碾扩成型的冷碾成型区间,于所述冷碾成型区间内设凹槽,所述碾压轮、所述碾扩芯轴以及所述凹槽形成半闭式冷

一种冷碾扩轴承用轴承钢管生产工艺.pdf
本发明公开了一种冷碾扩轴承用轴承钢管生产工艺,包括以下步骤:步骤1:管坯经加热穿孔得到毛管;步骤2:毛管经球化退火得到退火管;步骤3:退火管经冷拔、冷轧得到成品管;步骤4:成品管去应力退火;步骤5:退火后的成品管精整;步骤2中,球化退火工艺具体为:将毛管置于加热炉内升温至设定的保温温度795℃并保温4‑4.5h,随炉冷却至设定的保温温度720℃并保温4‑4.5h,出炉空冷;步骤4中,去应力退火工艺具体为:将成品管置于加热炉内升温至设定的保温温度720℃并保温3‑3.5h,出炉空冷。采用本申请生产工艺生产的

轮毂轴承外圈的不对称形状冷辗扩成型工艺及闭式冷辗成型模具.pdf
本发明提供了一种轮毂轴承外圈的不对称形状冷辗扩成型工艺,包括以下步骤:1)下料、2)镦粗、3)成型、4)冲孔和5)冷辗扩,所述的成型包括如下步骤:a)锻造成型件设计;b)冷辗坯件尺寸设计;所述的步骤5)冷辗扩具体包括如下步骤:将冷辗坯件封闭在闭式冷辗成型模具的碾压轮和碾压芯轴之间辗扩成型。该闭式冷辗成型模具包括碾压轮和碾压芯轴,辗扩芯轴的两端设计为对称的外围带凸台的结构。本发明的有益效果:节约材料,效率大幅提高,后续加工简便;采用闭式冷辗成型模具将冷辗坯件辗扩成型,碾压轮深度较大,将冷辗坯件两个端面包容,

一种轴承内圈冷碾机.pdf
本发明公开了一种轴承内圈冷碾机,其结构包括轴承内圈冷碾结构、显示屏幕、控制按键、控制面板、成品出口、三角插头、导线、底轮、支撑侧板、扇热口、总开关、机箱,本发明一种轴承内圈冷碾机,液压的结构下往挤压腔输油,移动快带动轴承内圈加工凸块对加工轴承内圈表面划出两点,此时冷碾旋转伸缩电机右端的冷碾旋转电机轴伸缩深入扣紧加工轴承内圈,冷碾旋转伸缩电机旋转,开始对加工轴承内圈进行轨道加工,该轴承内圈冷碾结构仅有一道工序,并且轴承内圈进入轨道,进行液压压紧转加工轨道,机械简单,并且液压传动力大,可用于轴承内圈表面轨道碾