
一种多滚花螺栓快速压装装置及快速压装方法.pdf

小沛****文章


1/7

2/7

3/7
4/7

5/7
6/7

7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种多滚花螺栓快速压装装置及快速压装方法.pdf
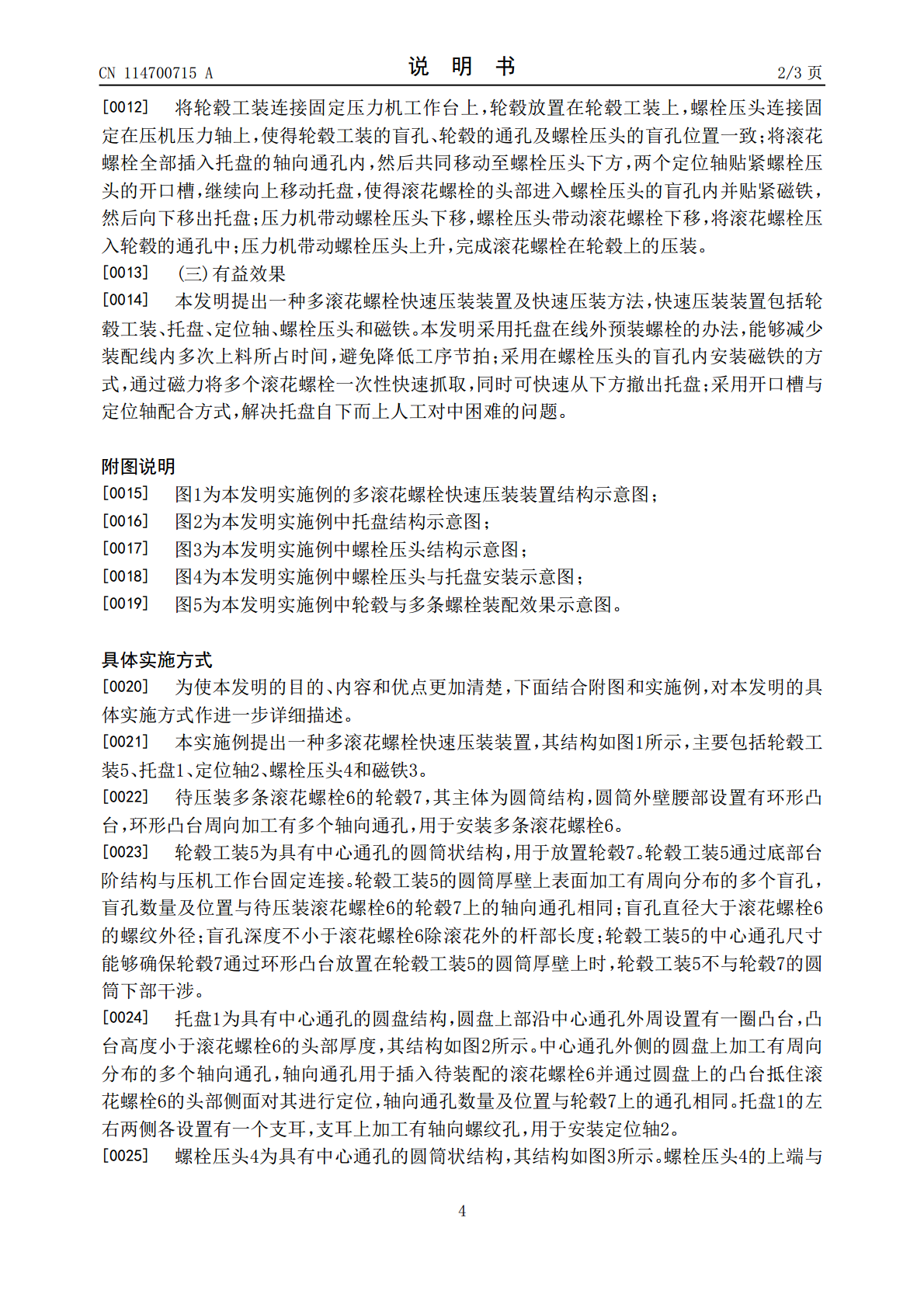
本发明提出一种多滚花螺栓快速压装装置及快速压装方法,快速压装装置包括轮毂工装、托盘、定位轴、螺栓压头和磁铁。本发明采用托盘在线外预装螺栓的办法,能够减少装配线内多次上料所占时间,避免降低工序节拍;采用在螺栓压头的盲孔内安装磁铁的方式,通过磁力将多个滚花螺栓一次性快速抓取,同时可快速从下方撤出托盘;采用开口槽与定位轴配合方式,解决托盘自下而上人工对中困难的问题。
一种双面镗加工在线衬套快速压装装置及压装方法.pdf
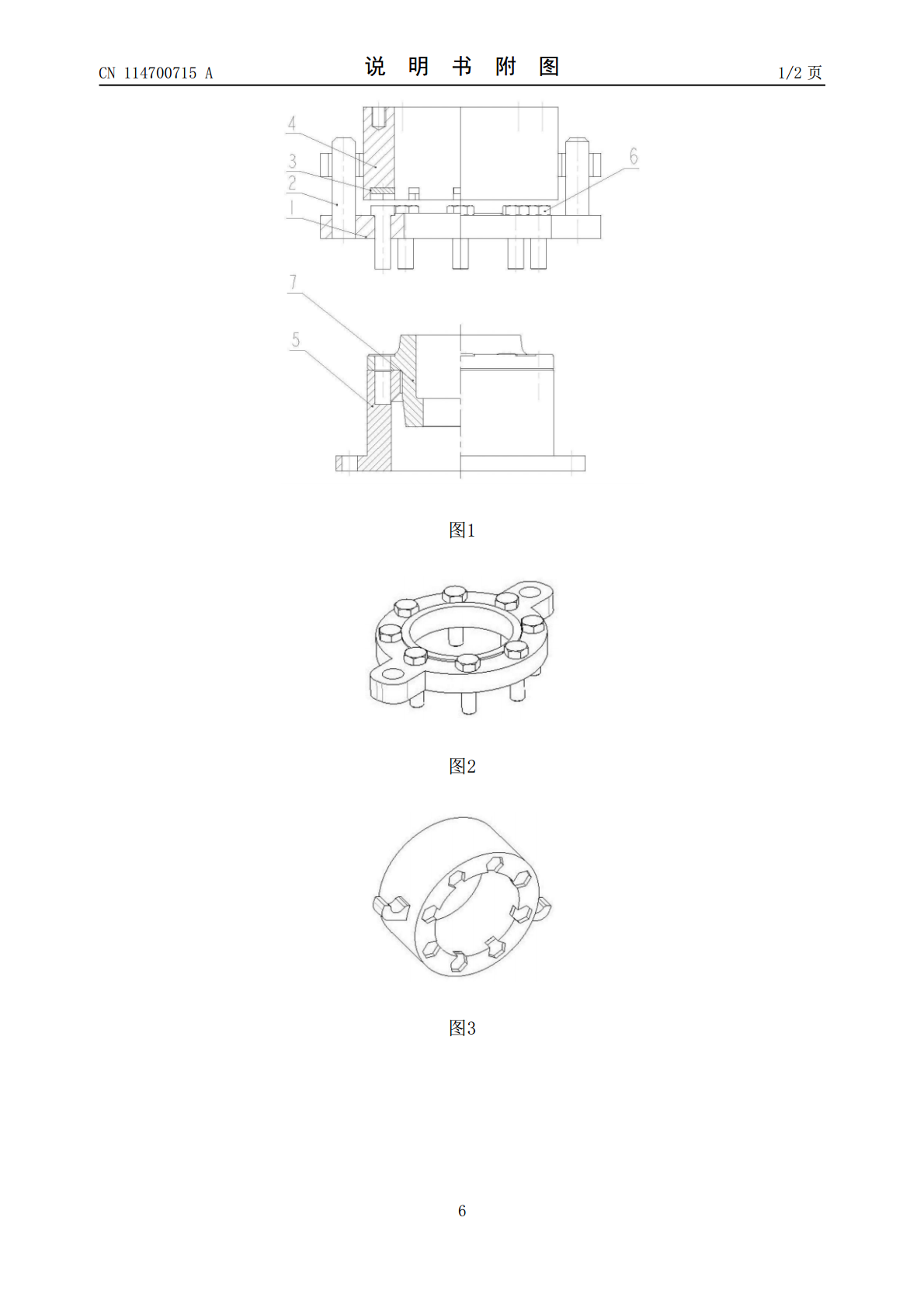
本发明公开了一种双面镗加工在线衬套快速压装装置及压装方法,包括压力机、压头、液压泵站和电控机构。本双面镗加工在线衬套快速压装装置在镗床完成镗加工后安装在镗床主轴上使用,通过吊耳整体吊装本双面镗加工在线衬套快速压装装置并将定位盲孔套装在镗床主轴上、且使定位座的后端面贴靠在主轴平旋盘上,通过控制同步夹持液压缸的伸出可以实现液压缸结构的压力机与镗床主轴的同心定位、通过控制电磁线圈的通电可以实现压力机的定位座与镗床平旋盘的吸附定位;通过控制伸缩控制部件的伸出可以实现多件定心块顶靠在衬套内孔壁上将衬套同心撑起,可以

飞轮在线齿圈快速压装方法.pdf
本发明公开了一种飞轮在线齿圈快速压装方法。该飞轮在线齿圈快速压装方法包括:齿圈加热前准备工序、齿圈加热工序、齿圈热套工序、喷水冷却吹干工序和齿圈压紧工序,各工序间采用连续输送带及输送滚道完成工件的全线输送任务,齿圈加热工序采用干式自冷工频感应加热器加热齿圈。该飞轮在线齿圈快速压装方法通过采用干式自冷工频感应加热器加热齿圈,能够满足齿圈压装的硬度要求;另外采用压装机进行齿圈压装,提高了装配速度和装配质量,避免了齿圈崩齿和飞轮止口崩边的缺陷。
快速装夹试压工装.pdf
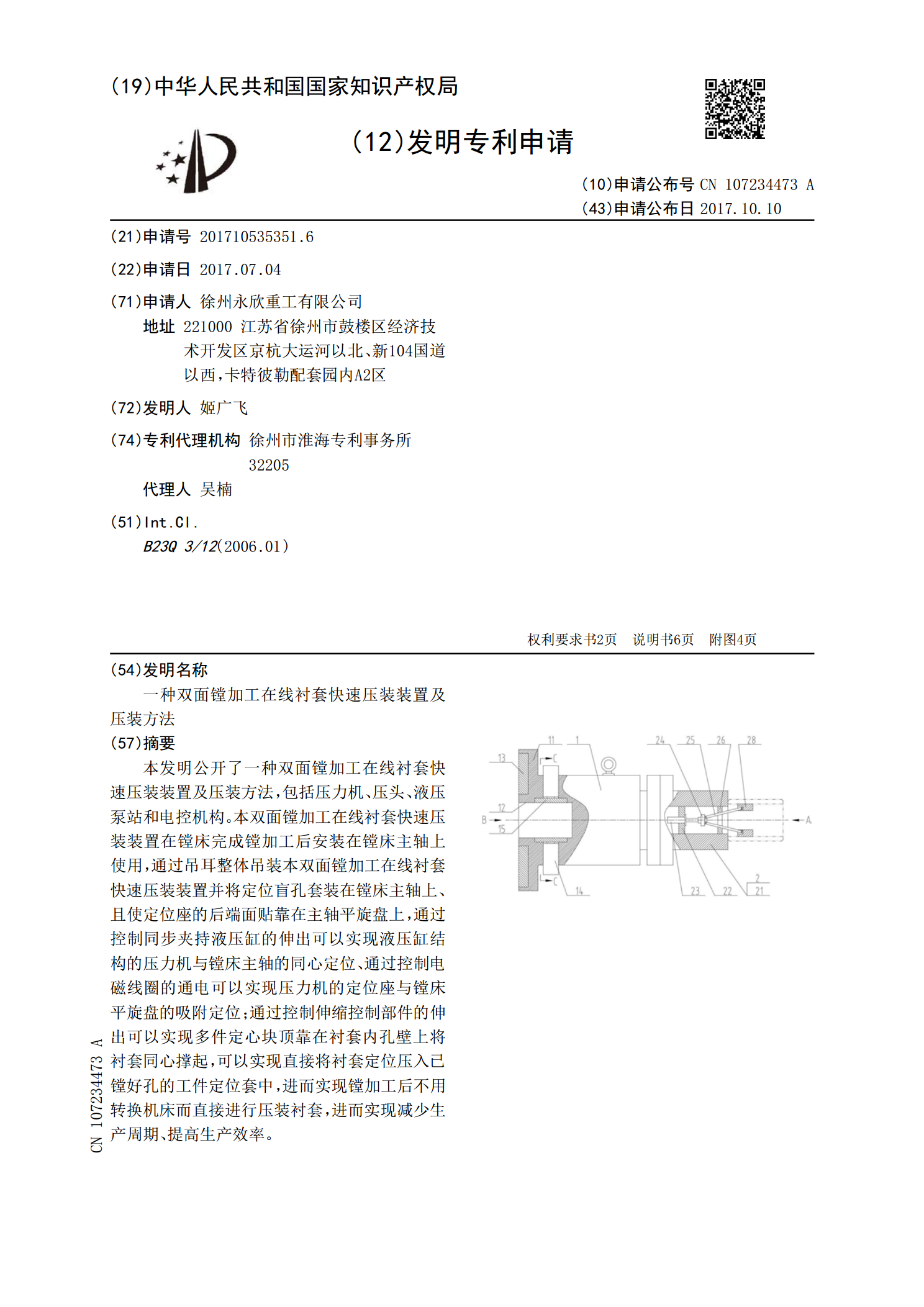
本发明涉及石油机械领域,具体是一种快速装夹试压工装;其特征是:包括盆形本体、螺杆及螺母组件、锁块、O形圈;其中,盆形本体底部开有通孔作为试验腔,通孔底部设有与外界连通的导流通道,盆形本体侧壁上环形设置多个螺杆及螺母组件,锁块设于盆形本体内壁,螺杆穿过盆形本体侧壁及锁块后用螺母连接,试验腔内设置衬套,衬套外壁设有O形圈;将被试部件置于盆形本体中后通过转动螺杆将锁块向盆形本体的中央推出,从而将被试本体压紧在盆形本体内。本试压工装通过螺栓结构简单,通过螺杆即可开闭锁块并将被试部件压紧,如此,能够方便、快捷地对被

一种快速压装行星轴的工装.pdf
本发明公开了一种快速压装行星轴的工装,包括液压机和工作台面,还包括:连接于所述工作台面上的支座;连接于所述支座顶部的压板;一端穿过所述压板,并与该压板连接的紧固件,所述紧固件的底部与行星架的上大圆端面之间具有间隙,该间隙能够确保所述行星架的上大圆端面移入所述紧固件的下方;所述紧固件在行星架发生倾斜时,抵住所述上大圆端面,限制行星架的倾斜程度,确保所述行星轴被压入行星孔中。本发明中的工装能够使行星架的装配变得轻松、快捷,从而降低了工人的劳动强度,提高了生产效率。