
一种超大规格铝合金棒材的制备方法.pdf

一吃****天材


1/10
2/10

3/10

4/10

5/10
6/10

7/10

8/10
9/10

10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

一种超大规格铝合金棒材的制备方法.pdf
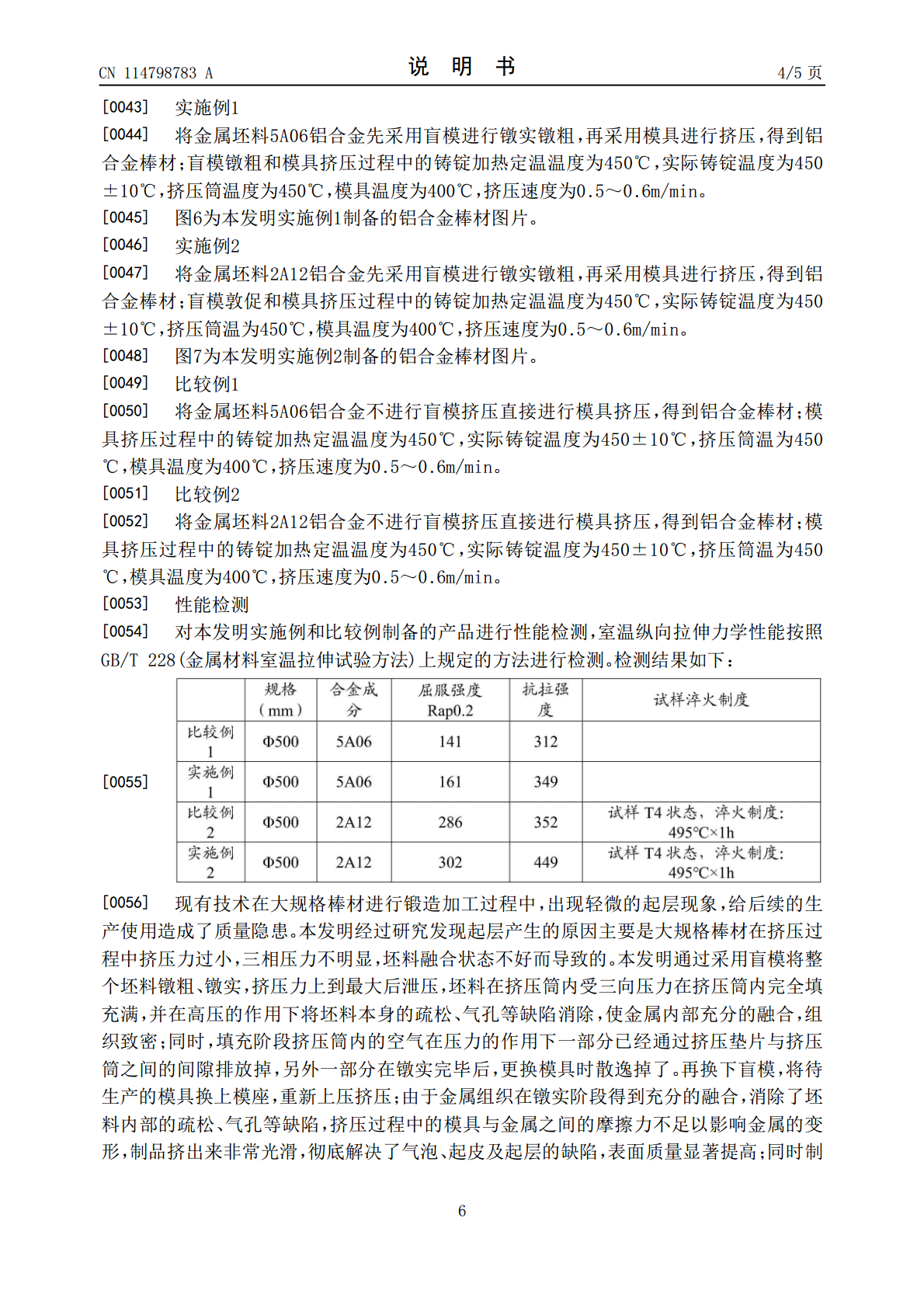
本发明提供了一种超大规格铝合金棒材的制备方法,包括:将金属坯料先用盲模进行挤压,得到中间产品;将所述中间产品采用模具进行挤压,得到超大规格铝合金棒材。本发明基于坯料在挤压过程中填充不充分,金属未能充分的融合的因素,从挤压原理和方法入手,从金属组织内部着眼,在挤压超大规格棒材时先将坯料用盲模镦实后再更换模具生产,解决了超大规格铝合金棒材生产时产品表面的气泡、起皮和起层缺陷,提高了产品的内部组织。

一种超大规格铝合金圆棒及其铸造方法.pdf
本发明公开了一种超大规格铝合金圆棒及其铸造方法。通过将原料按配比配料,然后加入到熔炼炉中熔炼、扒渣;再转到保温炉中在线除气精炼,除气除渣提纯,加入铝钛硼晶粒细化剂进行晶粒细化;然后铸造成铝合金圆棒;最后经过均匀化处理,得到的铝合金圆棒不易开裂且组织细化。该方法生产出的圆棒直径可达Φ1320mm,同时消除了圆棒晶内偏析和铸造应力,保证了产品质量,其力学性能可满足大型结构件的要求。

一种大规格铝合金棒材外径组织致密化锻造方法.pdf
本发明公开了一种大规格铝合金棒材外径组织致密化锻造方法,属于铝合金锻造及热处理技术领域,其技术方案要点包括以下步骤:S1、下料;S2、锻造加热:将坯料放置在加热炉内升温至480℃~520℃,之后坯料保温;S3、制坯;S4、特殊拔长:坯料用上下窄砧拔长的方式加工,之后坯料翻转90度,之后坯料用上下窄砧拔长的方式加工;S5、外形加工;S6、热料回炉加热:将坯料重新置在加热炉内升温至480~520℃,之后坯料保温;S7、碾环;S8、固溶处理:将锻件加热至530~550℃,之后保温6~10h,然后坯料水冷;S9、
一种铁铬铝合金棒材及其制备方法.pdf
本发明提供的一种铁铬铝合金棒材及其制备方法,所述铁铬铝合金棒材的制备方法采用真空感应熔炼炉冶炼,原材料熔化后,提升合金熔液温度至1550~1580℃后精炼;精炼末期调整合金熔液温度在1530~1550℃后,浇注成电渣重熔用的电极棒;将电极棒的表面抺涂铝粉混合液并烘烤,经电渣重熔冶炼,熔出的整支合金电渣锭中铝含量均匀;合金电渣锭经表面精整、加热锻造和热轧成直条,再将直条剥皮磨光,制得光亮铁铬铝合金棒料,最后将所述光亮铁铬铝合金棒料经氧化焙烧处理,制备出表面形成一层致密、粗糙的耐高温、耐磨氧化层的铁铬铝合金棒
一种大规格棒材控轧控冷的制备方法.pdf
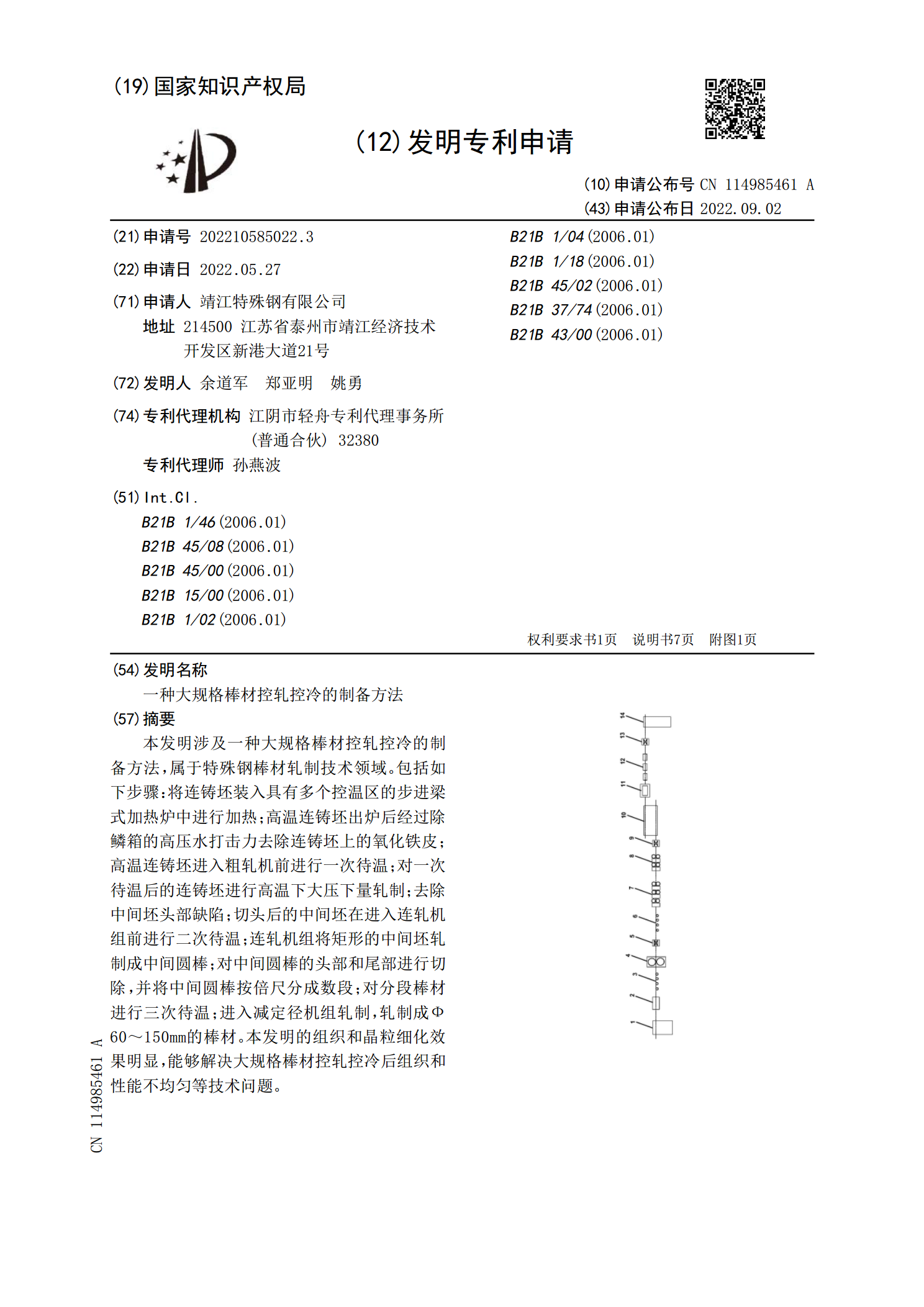
本发明涉及一种大规格棒材控轧控冷的制备方法,属于特殊钢棒材轧制技术领域。包括如下步骤:将连铸坯装入具有多个控温区的步进梁式加热炉中进行加热;高温连铸坯出炉后经过除鳞箱的高压水打击力去除连铸坯上的氧化铁皮;高温连铸坯进入粗轧机前进行一次待温;对一次待温后的连铸坯进行高温下大压下量轧制;去除中间坯头部缺陷;切头后的中间坯在进入连轧机组前进行二次待温;连轧机组将矩形的中间坯轧制成中间圆棒;对中间圆棒的头部和尾部进行切除,并将中间圆棒按倍尺分成数段;对分段棒材进行三次待温;进入减定径机组轧制,轧制成Ф60~150