
一种挤压盲孔管的工艺装置和工艺方法.pdf

黛娥****ak

1/10

2/10
3/10
4/10
5/10
6/10
7/10

8/10
9/10
10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种挤压盲孔管的工艺装置和工艺方法.pdf
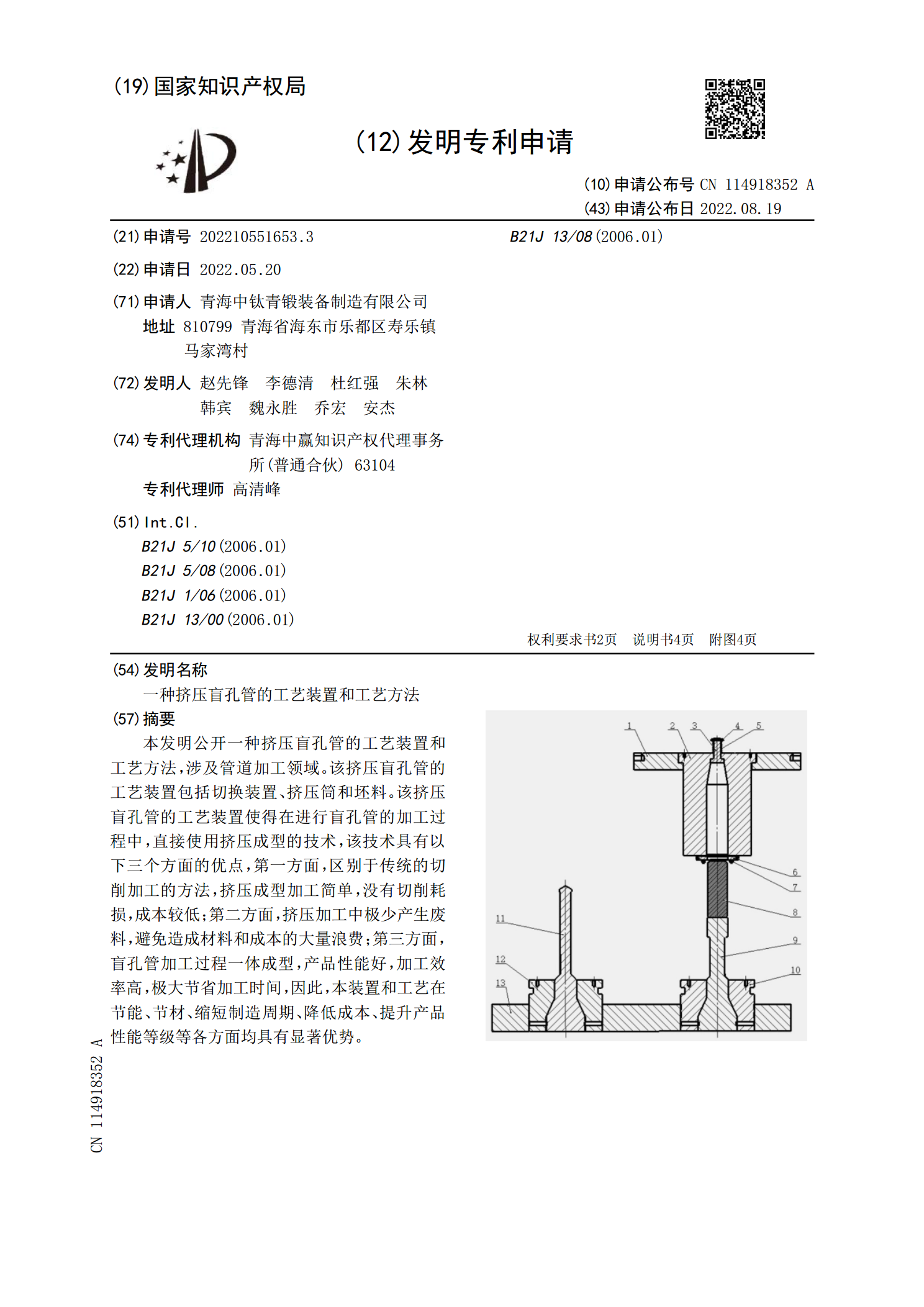
本发明公开一种挤压盲孔管的工艺装置和工艺方法,涉及管道加工领域。该挤压盲孔管的工艺装置包括切换装置、挤压筒和坯料。该挤压盲孔管的工艺装置使得在进行盲孔管的加工过程中,直接使用挤压成型的技术,该技术具有以下三个方面的优点,第一方面,区别于传统的切削加工的方法,挤压成型加工简单,没有切削耗损,成本较低;第二方面,挤压加工中极少产生废料,避免造成材料和成本的大量浪费;第三方面,盲孔管加工过程一体成型,产品性能好,加工效率高,极大节省加工时间,因此,本装置和工艺在节能、节材、缩短制造周期、降低成本、提升产品性能等
高硬度盲孔内花键冷挤压工艺.pdf
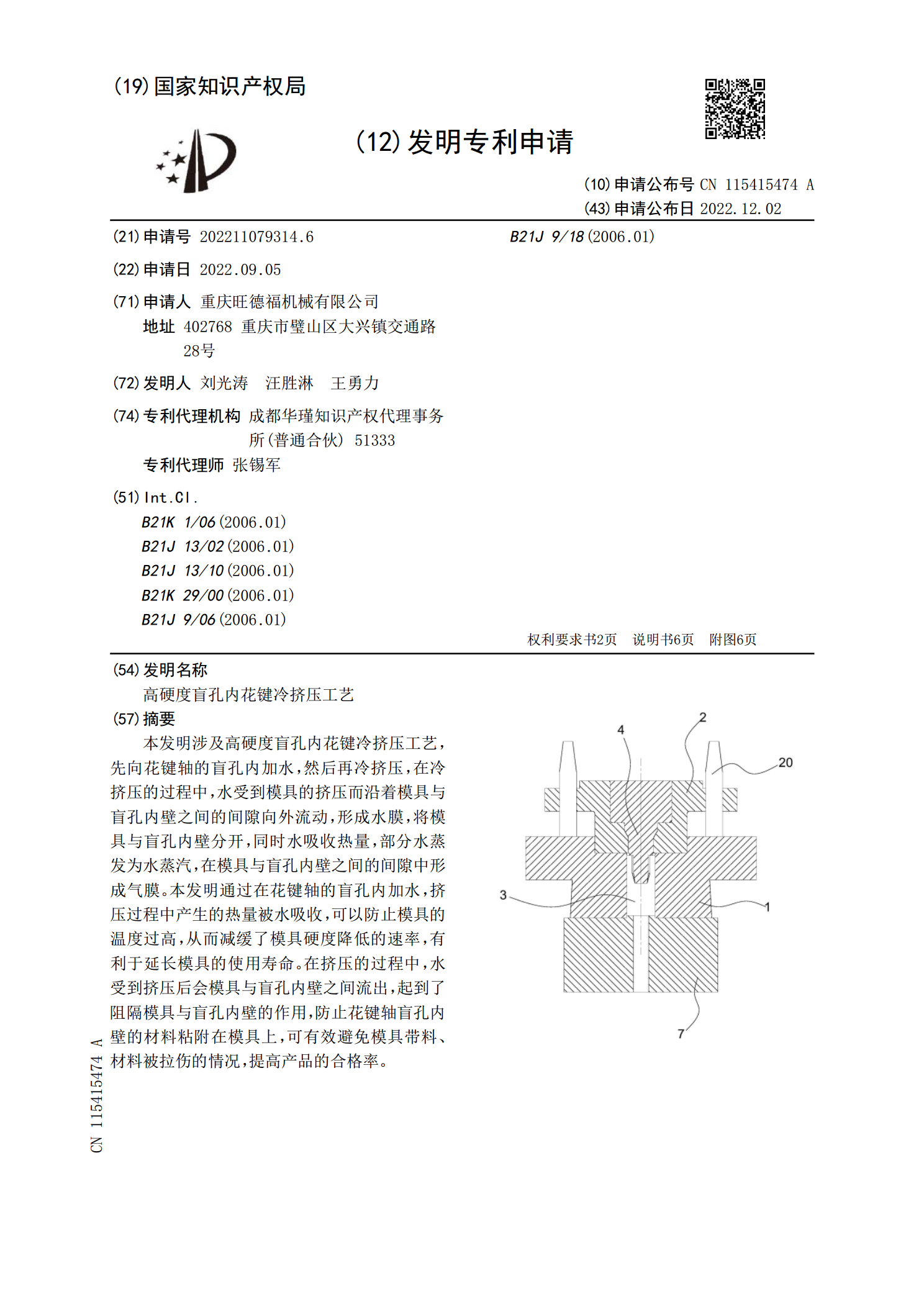
本发明涉及高硬度盲孔内花键冷挤压工艺,先向花键轴的盲孔内加水,然后再冷挤压,在冷挤压的过程中,水受到模具的挤压而沿着模具与盲孔内壁之间的间隙向外流动,形成水膜,将模具与盲孔内壁分开,同时水吸收热量,部分水蒸发为水蒸汽,在模具与盲孔内壁之间的间隙中形成气膜。本发明通过在花键轴的盲孔内加水,挤压过程中产生的热量被水吸收,可以防止模具的温度过高,从而减缓了模具硬度降低的速率,有利于延长模具的使用寿命。在挤压的过程中,水受到挤压后会模具与盲孔内壁之间流出,起到了阻隔模具与盲孔内壁的作用,防止花键轴盲孔内壁的材料粘
用于Nafion管挤压成型装置及工艺.pdf
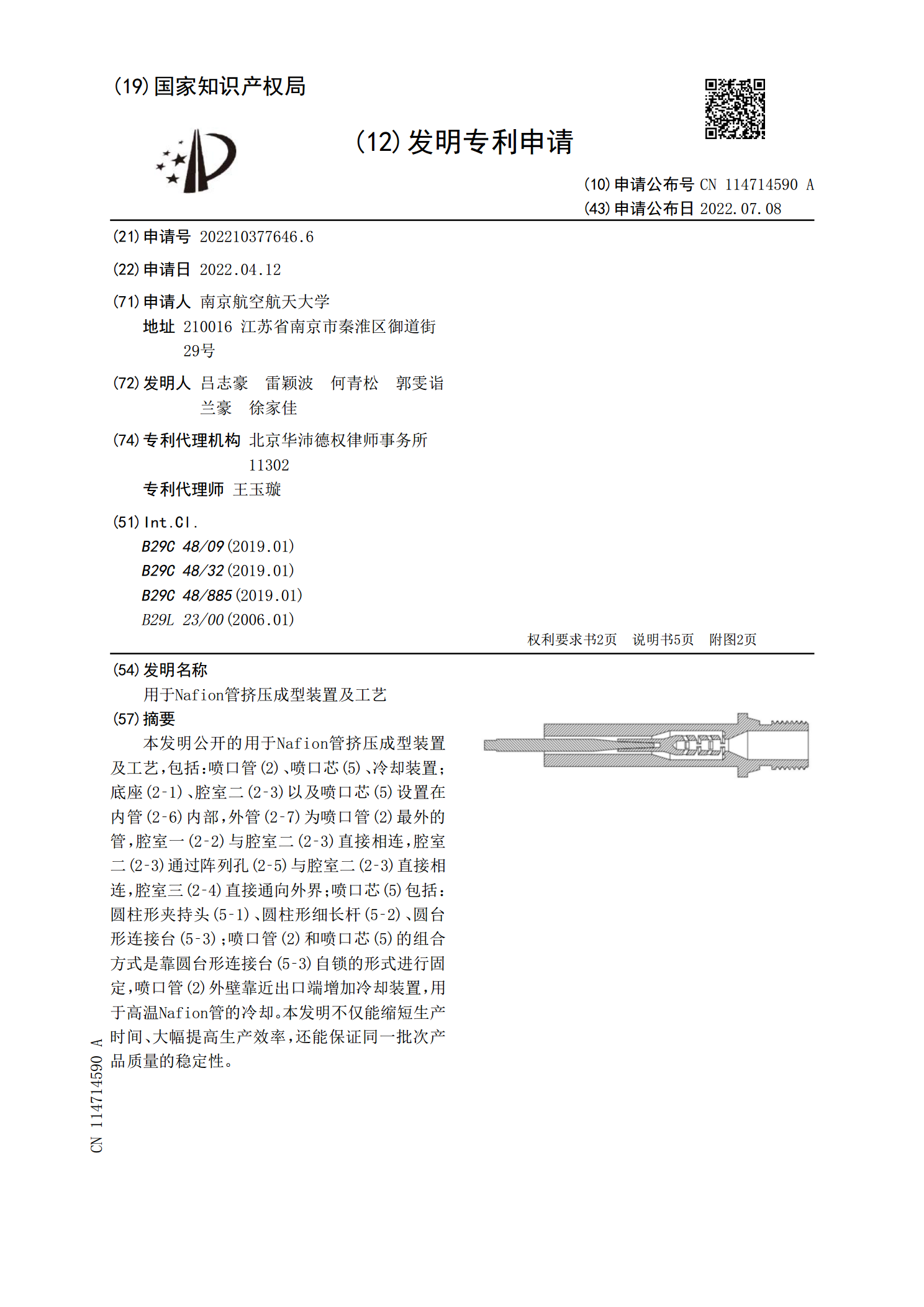
本发明公开的用于Nafion管挤压成型装置及工艺,包括:喷口管(2)、喷口芯(5)、冷却装置;底座(2?1)、腔室二(2?3)以及喷口芯(5)设置在内管(2?6)内部,外管(2?7)为喷口管(2)最外的管,腔室一(2?2)与腔室二(2?3)直接相连,腔室二(2?3)通过阵列孔(2?5)与腔室二(2?3)直接相连,腔室三(2?4)直接通向外界;喷口芯(5)包括:圆柱形夹持头(5?1)、圆柱形细长杆(5?2)、圆台形连接台(5?3);喷口管(2)和喷口芯(5)的组合方式是靠圆台形连接台(5?3)自锁的形式进行
一种电镀盲孔工艺.pdf
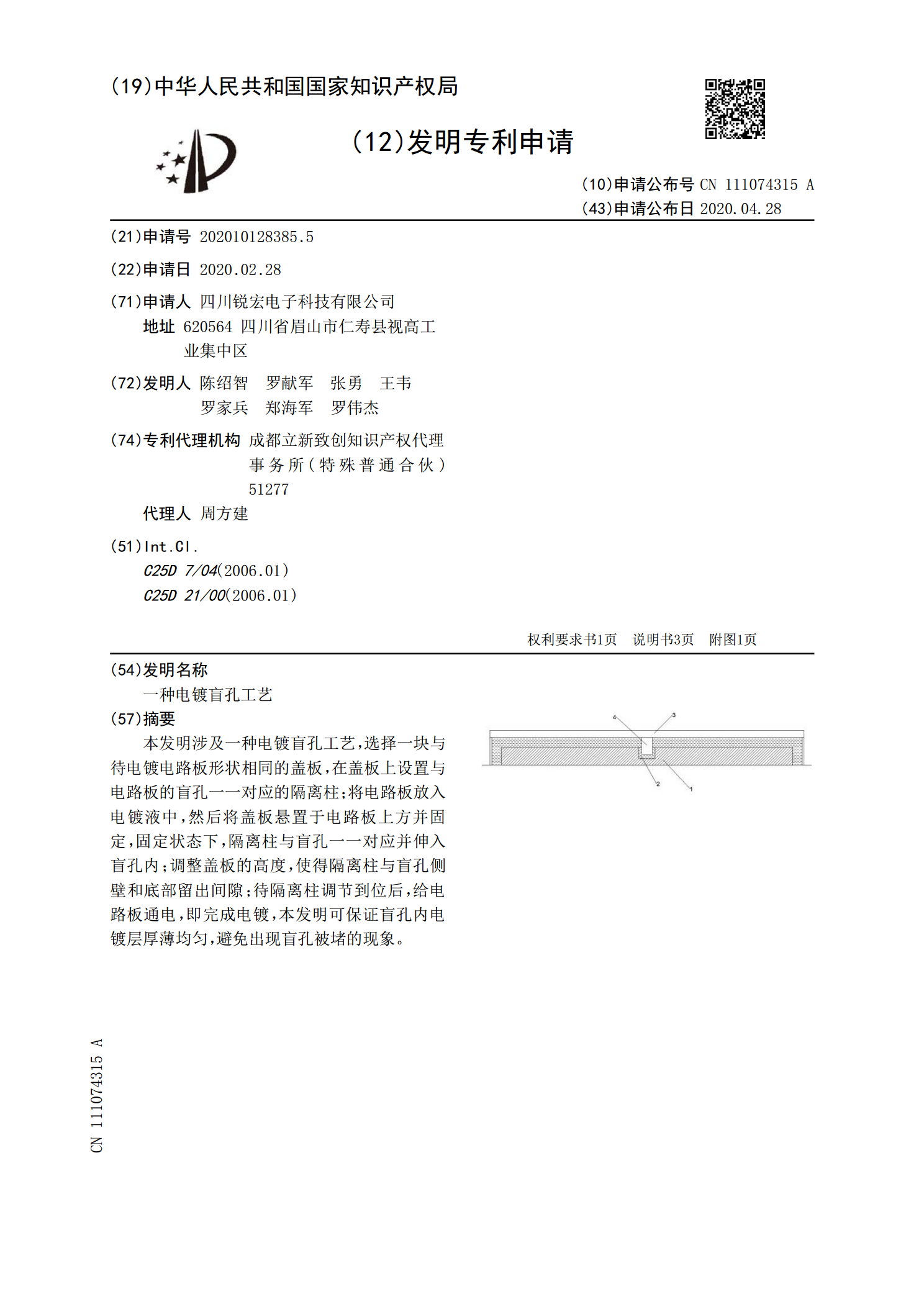
本发明涉及一种电镀盲孔工艺,选择一块与待电镀电路板形状相同的盖板,在盖板上设置与电路板的盲孔一一对应的隔离柱;将电路板放入电镀液中,然后将盖板悬置于电路板上方并固定,固定状态下,隔离柱与盲孔一一对应并伸入盲孔内;调整盖板的高度,使得隔离柱与盲孔侧壁和底部留出间隙;待隔离柱调节到位后,给电路板通电,即完成电镀,本发明可保证盲孔内电镀层厚薄均匀,避免出现盲孔被堵的现象。
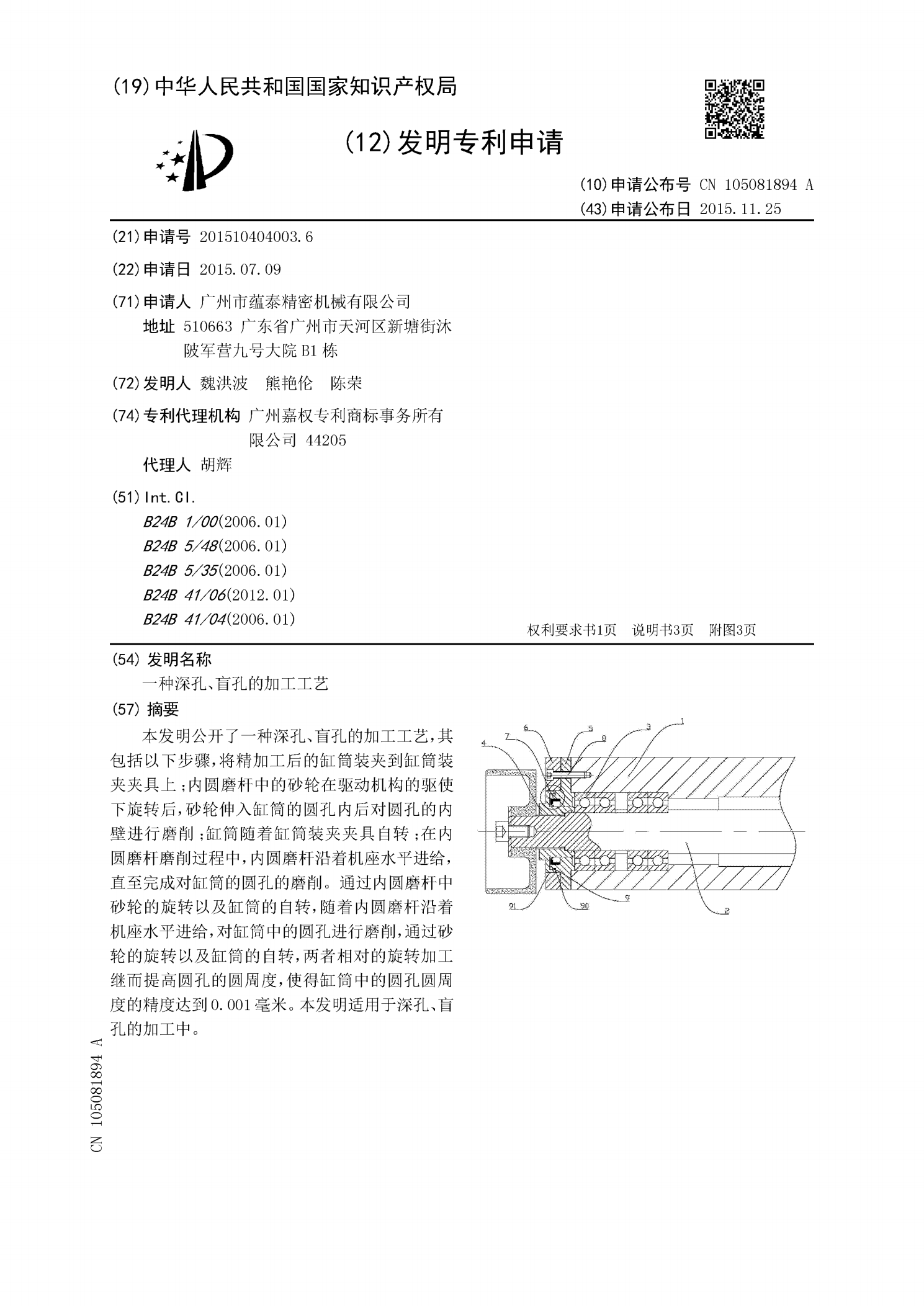
一种深孔、盲孔的加工工艺.pdf
本发明公开了一种深孔、盲孔的加工工艺,其包括以下步骤,将精加工后的缸筒装夹到缸筒装夹夹具上;内圆磨杆中的砂轮在驱动机构的驱使下旋转后,砂轮伸入缸筒的圆孔内后对圆孔的内壁进行磨削;缸筒随着缸筒装夹夹具自转;在内圆磨杆磨削过程中,内圆磨杆沿着机座水平进给,直至完成对缸筒的圆孔的磨削。通过内圆磨杆中砂轮的旋转以及缸筒的自转,随着内圆磨杆沿着机座水平进给,对缸筒中的圆孔进行磨削,通过砂轮的旋转以及缸筒的自转,两者相对的旋转加工继而提高圆孔的圆周度,使得缸筒中的圆孔圆周度的精度达到0.001毫米。本发明适用于深孔、