
一种“鱼肚形”深盲孔加工用弯形刀杆及加工方法.pdf

含秀****66


1/6

2/6

3/6

4/6

5/6
6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种“鱼肚形”深盲孔加工用弯形刀杆及加工方法.pdf
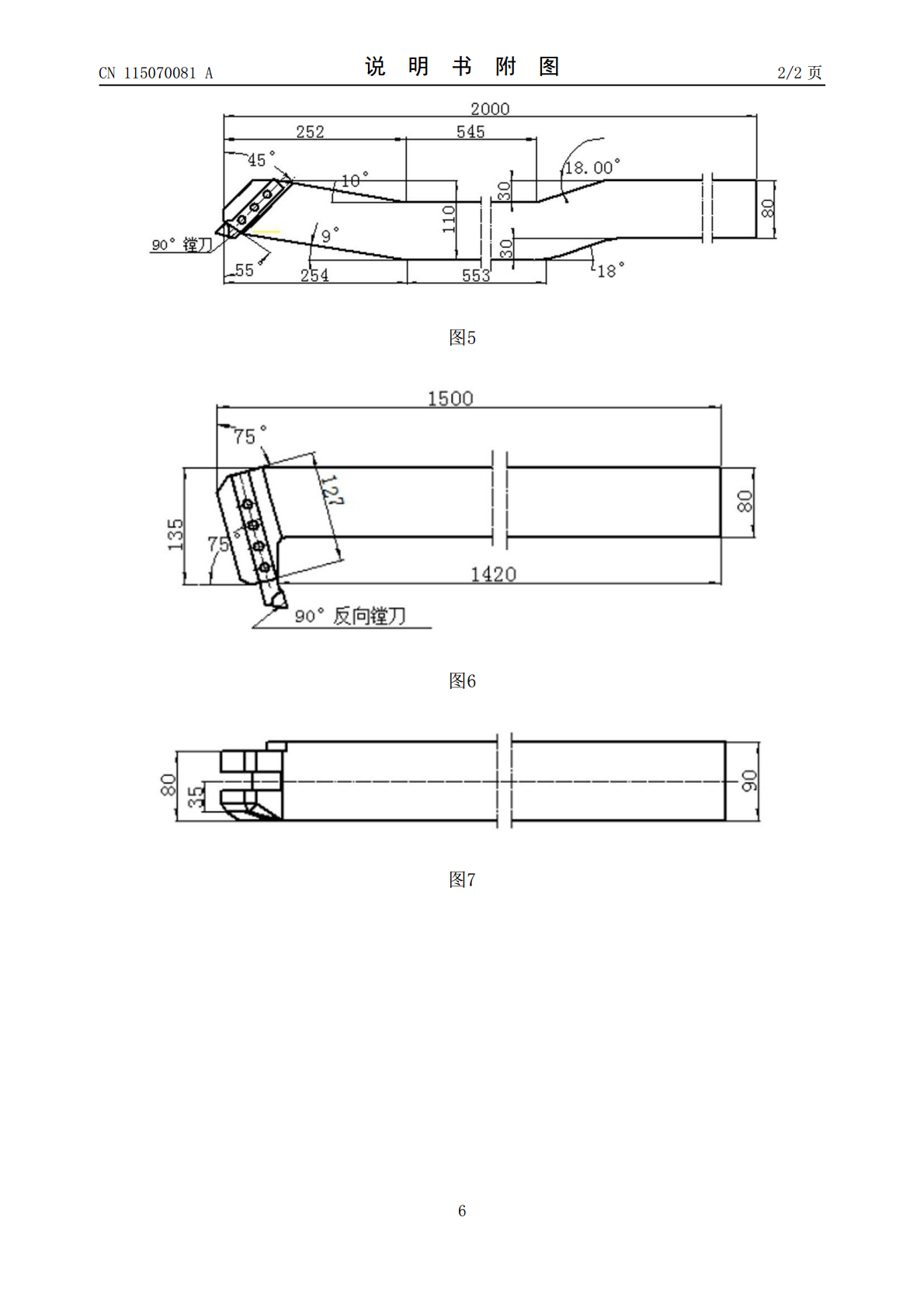
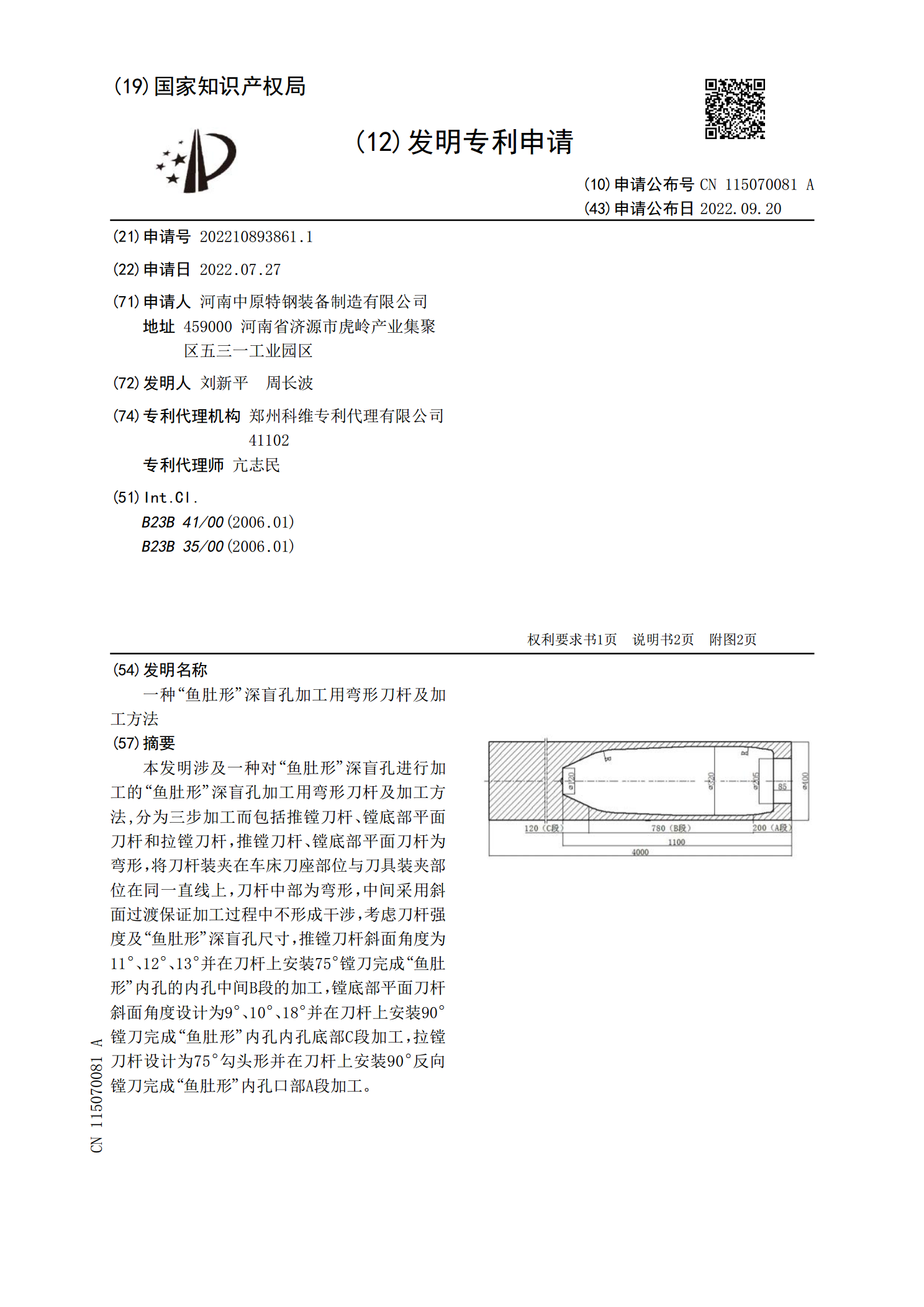
本发明涉及一种对“鱼肚形”深盲孔进行加工的“鱼肚形”深盲孔加工用弯形刀杆及加工方法,分为三步加工而包括推镗刀杆、镗底部平面刀杆和拉镗刀杆,推镗刀杆、镗底部平面刀杆为弯形,将刀杆装夹在车床刀座部位与刀具装夹部位在同一直线上,刀杆中部为弯形,中间采用斜面过渡保证加工过程中不形成干涉,考虑刀杆强度及“鱼肚形”深盲孔尺寸,推镗刀杆斜面角度为11°、12°、13°并在刀杆上安装75°镗刀完成“鱼肚形”内孔的内孔中间B段的加工,镗底部平面刀杆斜面角度设计为9°、10°、18°并在刀杆上安装90°镗刀完成“鱼肚形”内孔
一种加工深盲孔内沟槽的刀杆结构.pdf
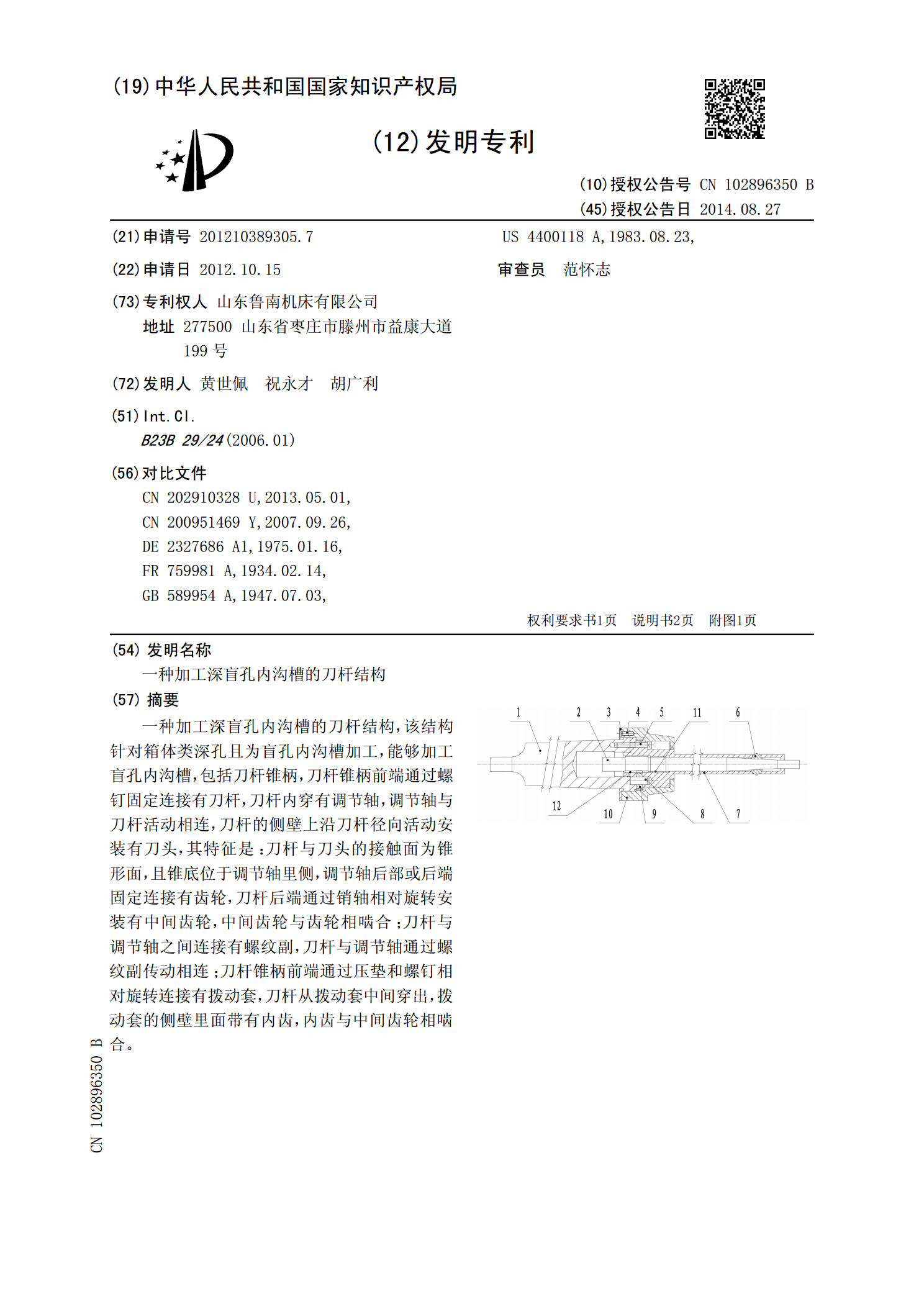
一种加工深盲孔内沟槽的刀杆结构,该结构针对箱体类深孔且为盲孔内沟槽加工,能够加工盲孔内沟槽,包括刀杆锥柄,刀杆锥柄前端通过螺钉固定连接有刀杆,刀杆内穿有调节轴,调节轴与刀杆活动相连,刀杆的侧壁上沿刀杆径向活动安装有刀头,其特征是:刀杆与刀头的接触面为锥形面,且锥底位于调节轴里侧,调节轴后部或后端固定连接有齿轮,刀杆后端通过销轴相对旋转安装有中间齿轮,中间齿轮与齿轮相啮合;刀杆与调节轴之间连接有螺纹副,刀杆与调节轴通过螺纹副传动相连;刀杆锥柄前端通过压垫和螺钉相对旋转连接有拨动套,刀杆从拨动套中间穿出,拨动

一种用于系列深盲孔车削加工的刀杆机构.pdf
本发明公开了一种用于盲孔车削加工的刀杆机构,包括:与机床固定连接的尾座;伸缩杆,其设置在本体上的轴向上的通孔中且贯穿尾座本体上的通孔后伸出至加工前端,尾座本体在伸缩杆伸出的端面上设置有第一夹紧机构;同轴套装在伸缩杆的通孔中并伸出至加工端的刀杆,用于进行镗孔操作,伸缩杆在刀杆伸出的端面上设置有第二夹角机构,用于锁紧该刀杆;以及平衡油缸,用于储存或排出油以进行配重,以匹配平衡伸缩杆和/或刀杆在轴向上的伸缩而导致的刀杆机构在轴向上的失衡。本发明的刀杆机构可以实现刀杆的长度快速调整,提高工装刀杆的刚性,避免加工中
深盲孔的加工方法.pdf
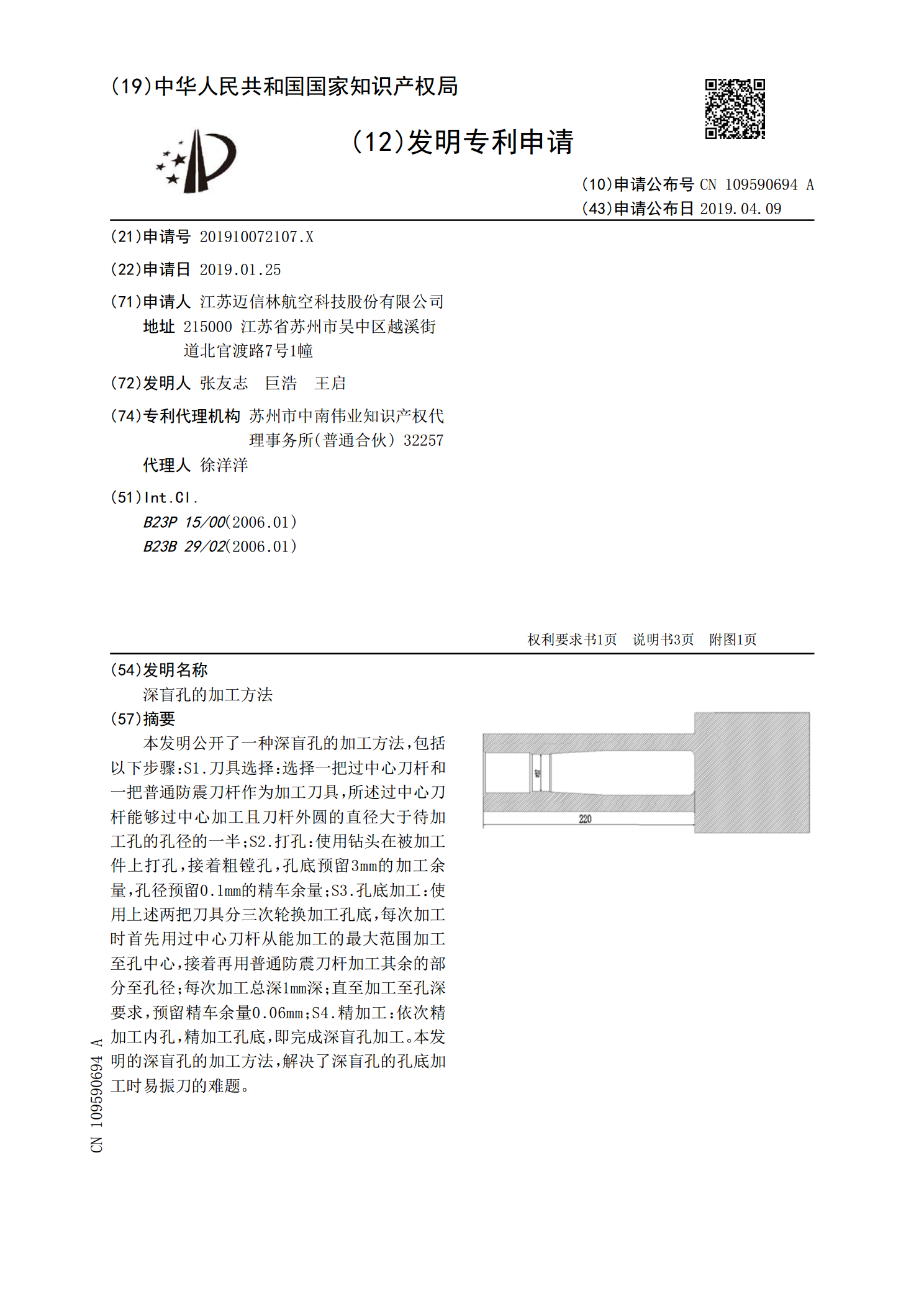
本发明公开了一种深盲孔的加工方法,包括以下步骤:S1.刀具选择:选择一把过中心刀杆和一把普通防震刀杆作为加工刀具,所述过中心刀杆能够过中心加工且刀杆外圆的直径大于待加工孔的孔径的一半;S2.打孔:使用钻头在被加工件上打孔,接着粗镗孔,孔底预留3mm的加工余量,孔径预留0.1mm的精车余量;S3.孔底加工:使用上述两把刀具分三次轮换加工孔底,每次加工时首先用过中心刀杆从能加工的最大范围加工至孔中心,接着再用普通防震刀杆加工其余的部分至孔径;每次加工总深1mm深;直至加工至孔深要求,预留精车余量0.06mm;
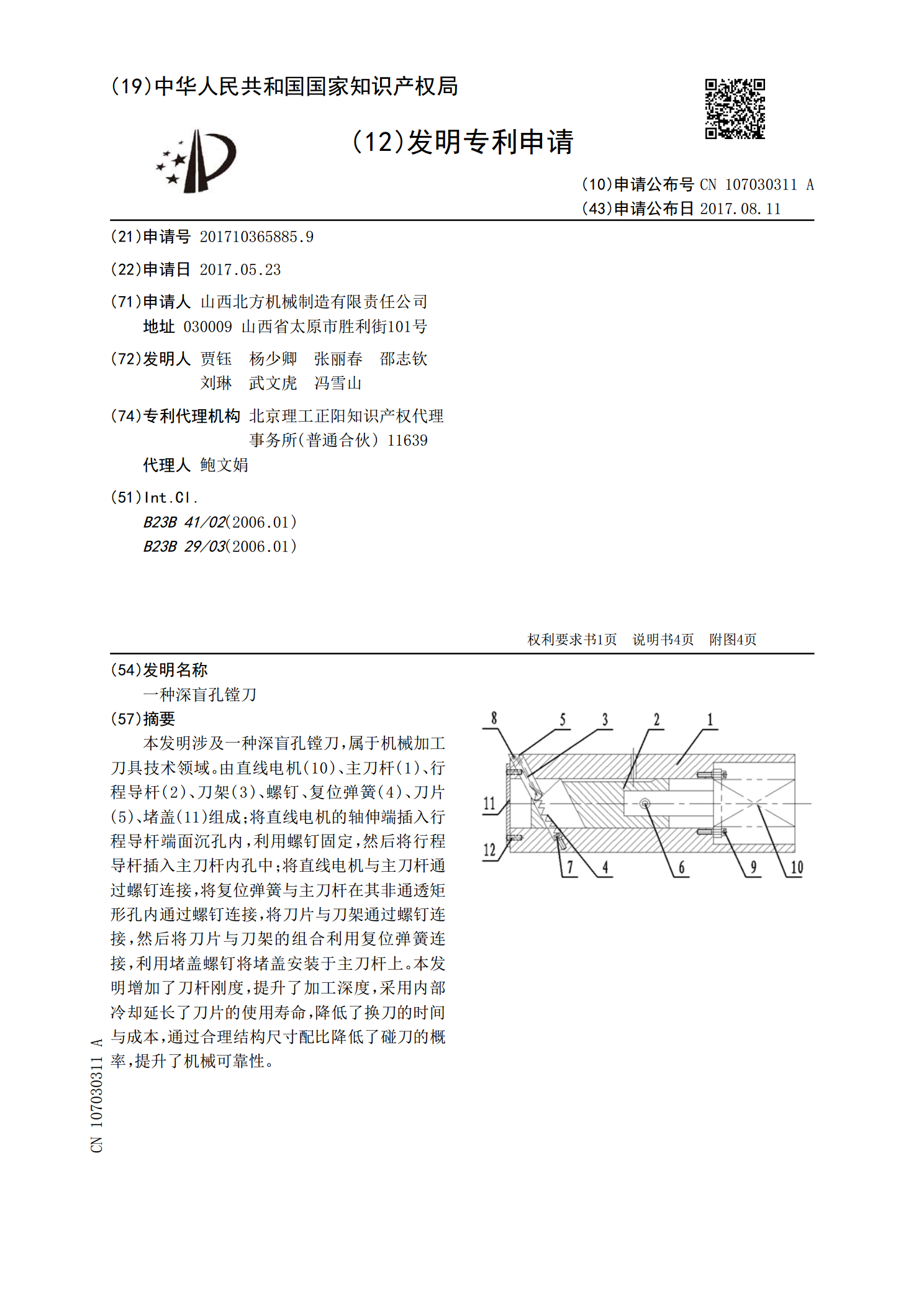
一种深盲孔镗刀.pdf
本发明涉及一种深盲孔镗刀,属于机械加工刀具技术领域。由直线电机(10)、主刀杆(1)、行程导杆(2)、刀架(3)、螺钉、复位弹簧(4)、刀片(5)、堵盖(11)组成;将直线电机的轴伸端插入行程导杆端面沉孔内,利用螺钉固定,然后将行程导杆插入主刀杆内孔中;将直线电机与主刀杆通过螺钉连接,将复位弹簧与主刀杆在其非通透矩形孔内通过螺钉连接,将刀片与刀架通过螺钉连接,然后将刀片与刀架的组合利用复位弹簧连接,利用堵盖螺钉将堵盖安装于主刀杆上。本发明增加了刀杆刚度,提升了加工深度,采用内部冷却延长了刀片的使用寿命,降