
一种高碳铬轴承钢轴承零件的热处理方法.pdf

康佳****文库

1/4

2/4
3/4

4/4
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种高碳铬轴承钢轴承零件的热处理方法.pdf
本发明涉及轴承零件热处理方法,具体涉及一种高碳铬轴承钢轴承零件的热处理方法,该方法是将GCr15轴承钢零件根据有效厚度加热至805~835℃,每毫米有效厚度保温0.5~1.2分钟后,采用水基淬火介质进行冷却至室温,水基淬火介质冷却后的零件进行180~250℃的回火。本发明的有益效果是:可显著提高特大型套圈的硬度和硬度均匀性,水基淬火工艺中零件的加热温度降低、时间缩短,节省了电能消耗,这些都大大降低了轴承热处理成本。更环保,更安全。水基淬火过程中没有油烟,无有害挥发物,杜绝了空气污染,也完全没有了火灾的危险
高碳铬轴承钢轴承零件的热处理工艺.pdf
本发明涉及轴承零件热处理方法,具体涉及一种高碳铬轴承钢轴承零件的热处理工艺,该方法是将GCr15轴承钢零件根据有效厚度加热至805~835℃,每毫米有效厚度保温0.5~1.2分钟后,采用水基淬火介质进行冷却至室温,水基淬火介质冷却后的零件进行180~250℃的回火。本发明的有益效果是:可显著提高特大型套圈的硬度和硬度均匀性,水基淬火工艺中零件的加热温度降低、时间缩短,节省了电能消耗,这些都大大降低了轴承热处理成本。更环保,更安全。水基淬火过程中没有油烟,无有害挥发物,杜绝了空气污染,也完全没有了火灾的危险
一种高碳铬轴承钢钢制专用轴承零件热处理工艺方法.pdf
一种高碳铬轴承钢钢制专用轴承零件热处理工艺方法,它涉及一种轴承零件热处理工艺方法。本发明为了解决现有的轴承零件热处理存在设备投放量大,操作过程繁琐,脱碳影响零件质量的问题。本发明的步骤一:前清洗:将轴承零件放入真空碳氢溶剂清洗机中进行前清洗,清洗温度为80℃‑110℃,清洗时间为30‑60min;步骤二:淬火:在双室真空油淬气冷炉热室中先进行预热,然后终热,最后在双室真空油淬炉冷室中进行冷却;步骤三:后清洗:在清洗机中进行清洗;步骤四:冷处理:在冷处理炉中进行冷处理,冷处理温度为‑80℃至‑50℃,冷处理
高碳铬轴承钢晶粒度热处理方法.pdf
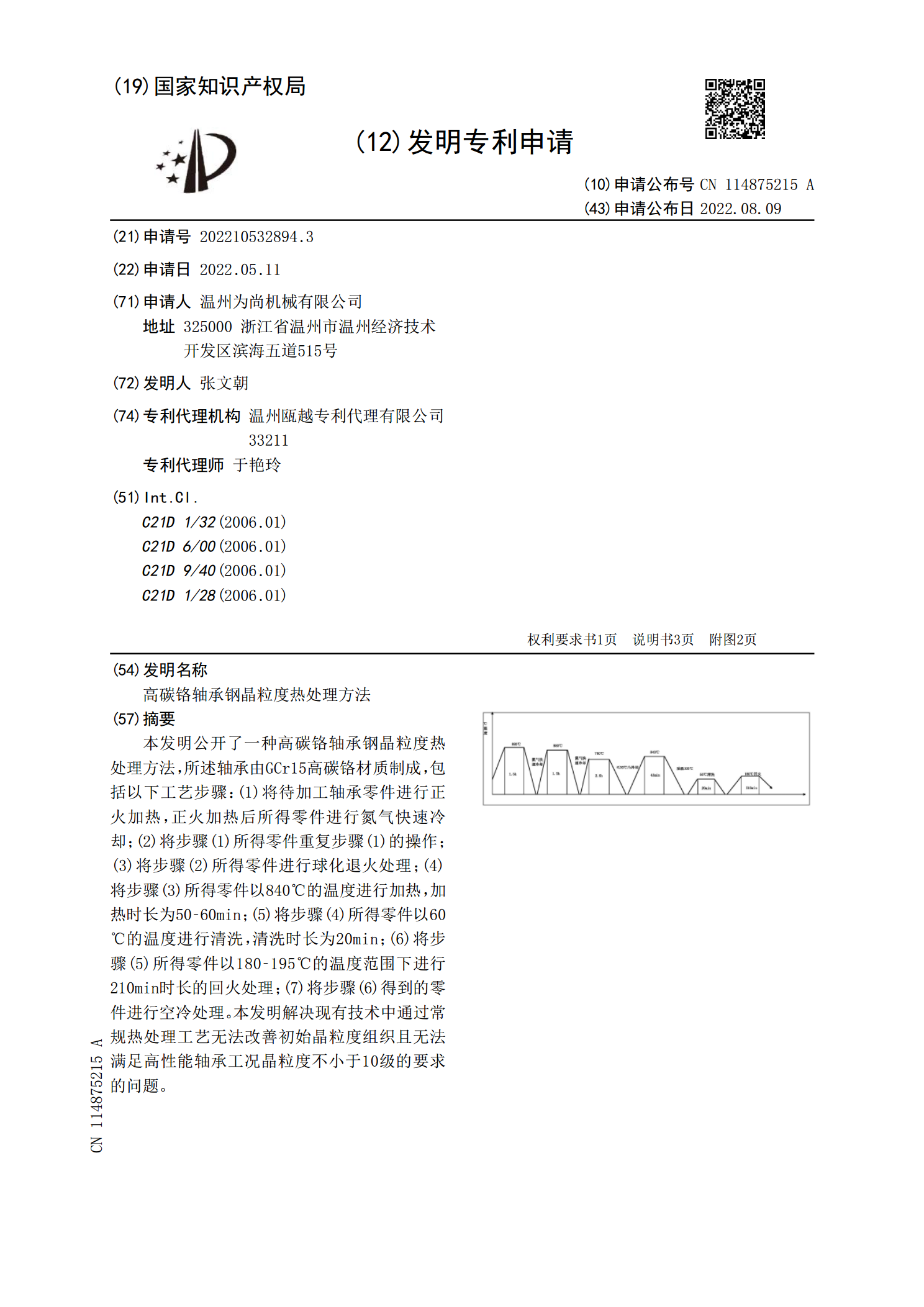
本发明公开了一种高碳铬轴承钢晶粒度热处理方法,所述轴承由GCr15高碳铬材质制成,包括以下工艺步骤:(1)将待加工轴承零件进行正火加热,正火加热后所得零件进行氮气快速冷却;(2)将步骤(1)所得零件重复步骤(1)的操作;(3)将步骤(2)所得零件进行球化退火处理;(4)将步骤(3)所得零件以840℃的温度进行加热,加热时长为50?60min;(5)将步骤(4)所得零件以60℃的温度进行清洗,清洗时长为20min;(6)将步骤(5)所得零件以180?195℃的温度范围下进行210min时长的回火处理;(7)

高碳铬轴承钢晶粒度热处理方法.pdf
本发明公开了一种高碳铬轴承钢晶粒度热处理方法,所述轴承由GCr15高碳铬材质制成,包括以下工艺步骤:(1)将待加工轴承零件进行正火加热,正火加热后所得零件进行氮气快速冷却;(2)将步骤(1)所得零件重复步骤(1)的操作;(3)将步骤(2)所得零件进行球化退火处理;(4)将步骤(3)所得零件以840℃的温度进行加热,加热时长为50?60min;(5)将步骤(4)所得零件以60℃的温度进行清洗,清洗时长为20min;(6)将步骤(5)所得零件以180?195℃的温度范围下进行210min时长的回火处理;(7)