
一种高碳铬轴承钢钢制专用轴承零件热处理工艺方法.pdf

一条****杉淑


1/7

2/7
3/7

4/7
5/7
6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种高碳铬轴承钢钢制专用轴承零件热处理工艺方法.pdf
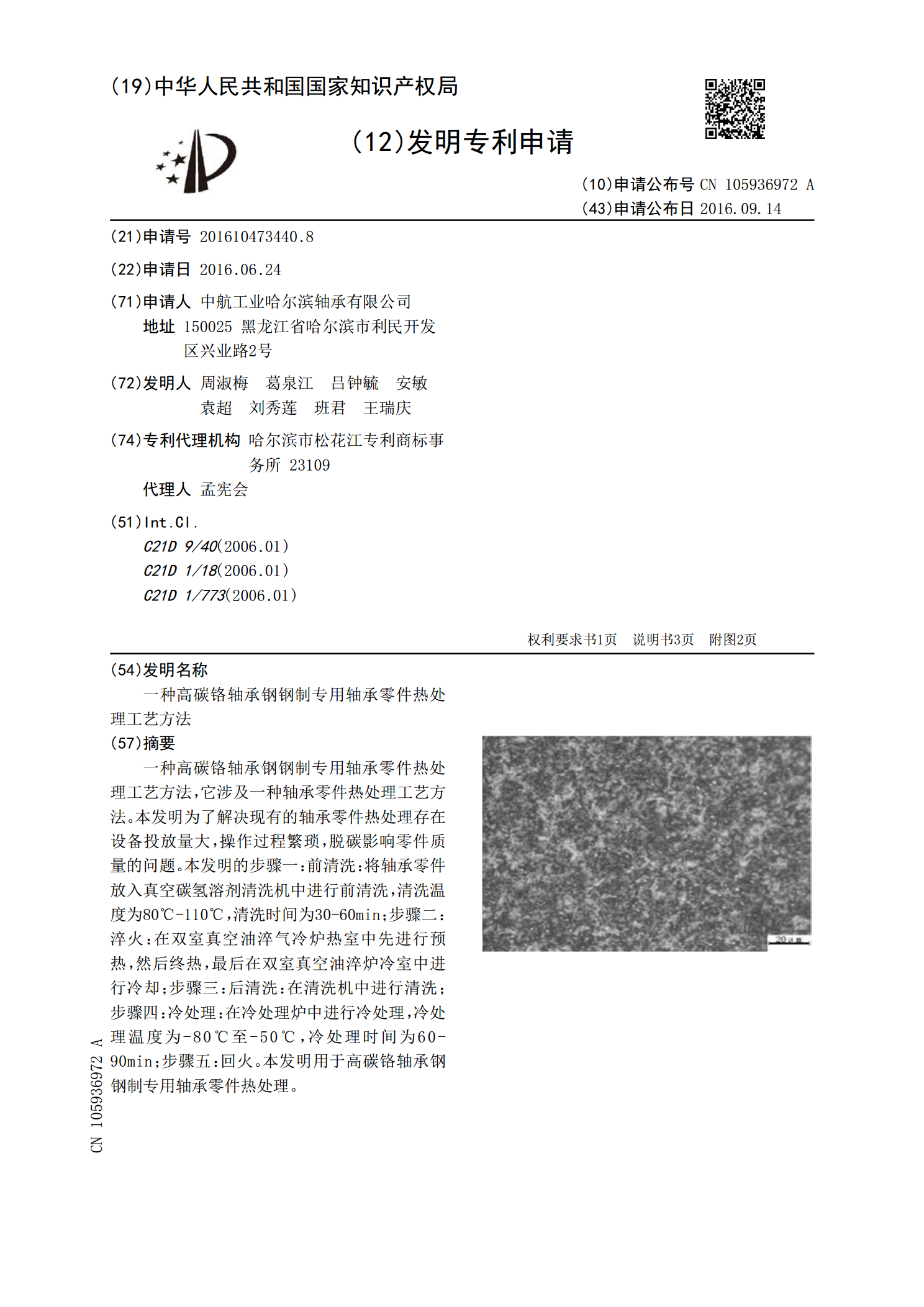
一种高碳铬轴承钢钢制专用轴承零件热处理工艺方法,它涉及一种轴承零件热处理工艺方法。本发明为了解决现有的轴承零件热处理存在设备投放量大,操作过程繁琐,脱碳影响零件质量的问题。本发明的步骤一:前清洗:将轴承零件放入真空碳氢溶剂清洗机中进行前清洗,清洗温度为80℃‑110℃,清洗时间为30‑60min;步骤二:淬火:在双室真空油淬气冷炉热室中先进行预热,然后终热,最后在双室真空油淬炉冷室中进行冷却;步骤三:后清洗:在清洗机中进行清洗;步骤四:冷处理:在冷处理炉中进行冷处理,冷处理温度为‑80℃至‑50℃,冷处理

高碳铬轴承钢制轴承套圈热处理工艺试验.docx
高碳铬轴承钢制轴承套圈热处理工艺试验高碳铬轴承钢制轴承套圈热处理工艺试验摘要:本论文旨在研究高碳铬轴承钢制轴承套圈的热处理工艺。通过不同的热处理工艺,对高碳铬轴承钢进行试验,分析其微观组织和力学性能的变化。实验结果表明,适当的热处理工艺可以有效地提高高碳铬轴承钢的综合性能,从而提高轴承套圈的使用寿命和可靠性。关键词:高碳铬轴承钢;轴承套圈;热处理工艺;微观组织;力学性能第1节引言随着科学技术的不断发展,工业生产对于轴承的需求也越来越高。而轴承套圈作为轴承的核心部件之一,其质量和性能直接关系到整个轴承的使用

一种高碳铬轴承钢轴承零件的热处理方法.pdf
本发明涉及轴承零件热处理方法,具体涉及一种高碳铬轴承钢轴承零件的热处理方法,该方法是将GCr15轴承钢零件根据有效厚度加热至805~835℃,每毫米有效厚度保温0.5~1.2分钟后,采用水基淬火介质进行冷却至室温,水基淬火介质冷却后的零件进行180~250℃的回火。本发明的有益效果是:可显著提高特大型套圈的硬度和硬度均匀性,水基淬火工艺中零件的加热温度降低、时间缩短,节省了电能消耗,这些都大大降低了轴承热处理成本。更环保,更安全。水基淬火过程中没有油烟,无有害挥发物,杜绝了空气污染,也完全没有了火灾的危险
高碳铬轴承钢轴承零件的热处理工艺.pdf
本发明涉及轴承零件热处理方法,具体涉及一种高碳铬轴承钢轴承零件的热处理工艺,该方法是将GCr15轴承钢零件根据有效厚度加热至805~835℃,每毫米有效厚度保温0.5~1.2分钟后,采用水基淬火介质进行冷却至室温,水基淬火介质冷却后的零件进行180~250℃的回火。本发明的有益效果是:可显著提高特大型套圈的硬度和硬度均匀性,水基淬火工艺中零件的加热温度降低、时间缩短,节省了电能消耗,这些都大大降低了轴承热处理成本。更环保,更安全。水基淬火过程中没有油烟,无有害挥发物,杜绝了空气污染,也完全没有了火灾的危险

一种高碳铬轴承钢制液力变矩器热处理加工系统及方法.pdf
本发明涉及热处理的技术领域,尤其涉及一种高碳铬轴承钢制液力变矩器热处理加工系统及方法。方法包括分别设置在拉花键步骤前后的调质处理步骤和淬回火步骤;所述调质处理步骤采用连续式网带炉对粗车件进行调质处理,包括装料、加热保温、淬火、清洗、回火和下料;所述淬回火步骤采用盐浴棍棒炉生产,包括装料、清洗烘干、加热保温、淬火、风冷、清洗、回火、通止规检测和下料。本发明采用高碳铬轴承钢生产,采用热处理工艺为调质和淬回火,有效提高生产效率,降低热处理将工成本,同时采用该热处理工艺可有效提高液力变矩器花键通止规一次合格率,细