
高碳铬轴承钢轴承零件的热处理工艺.pdf

Jo****63

1/4

2/4
3/4
4/4
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
高碳铬轴承钢轴承零件的热处理工艺.pdf
本发明涉及轴承零件热处理方法,具体涉及一种高碳铬轴承钢轴承零件的热处理工艺,该方法是将GCr15轴承钢零件根据有效厚度加热至805~835℃,每毫米有效厚度保温0.5~1.2分钟后,采用水基淬火介质进行冷却至室温,水基淬火介质冷却后的零件进行180~250℃的回火。本发明的有益效果是:可显著提高特大型套圈的硬度和硬度均匀性,水基淬火工艺中零件的加热温度降低、时间缩短,节省了电能消耗,这些都大大降低了轴承热处理成本。更环保,更安全。水基淬火过程中没有油烟,无有害挥发物,杜绝了空气污染,也完全没有了火灾的危险

高碳铬轴承钢热处理工艺.pdf
本发明涉及一种高碳铬轴承钢热处理工艺,先轴承零件置于温度升高至850~870℃的淬火炉中保持5~15min奥氏体化,获得均匀一致的奥氏体组织,然后投入温度为100~160℃淬火油中保持10~60min进行马氏体淬火,获得马氏体组织并保留适量残余奥氏体组织,之后置于回火炉中进行两次稳定化处理:第一次稳定化处理,调整炉温至80~100℃,保持30~60min,陈化稳定残余奥氏体以获得轴承使用时所需残余奥氏体量,随后进行第二次稳定化处理,调整炉温至150~180℃,保持90~150min。实现轴承零件中能够获得
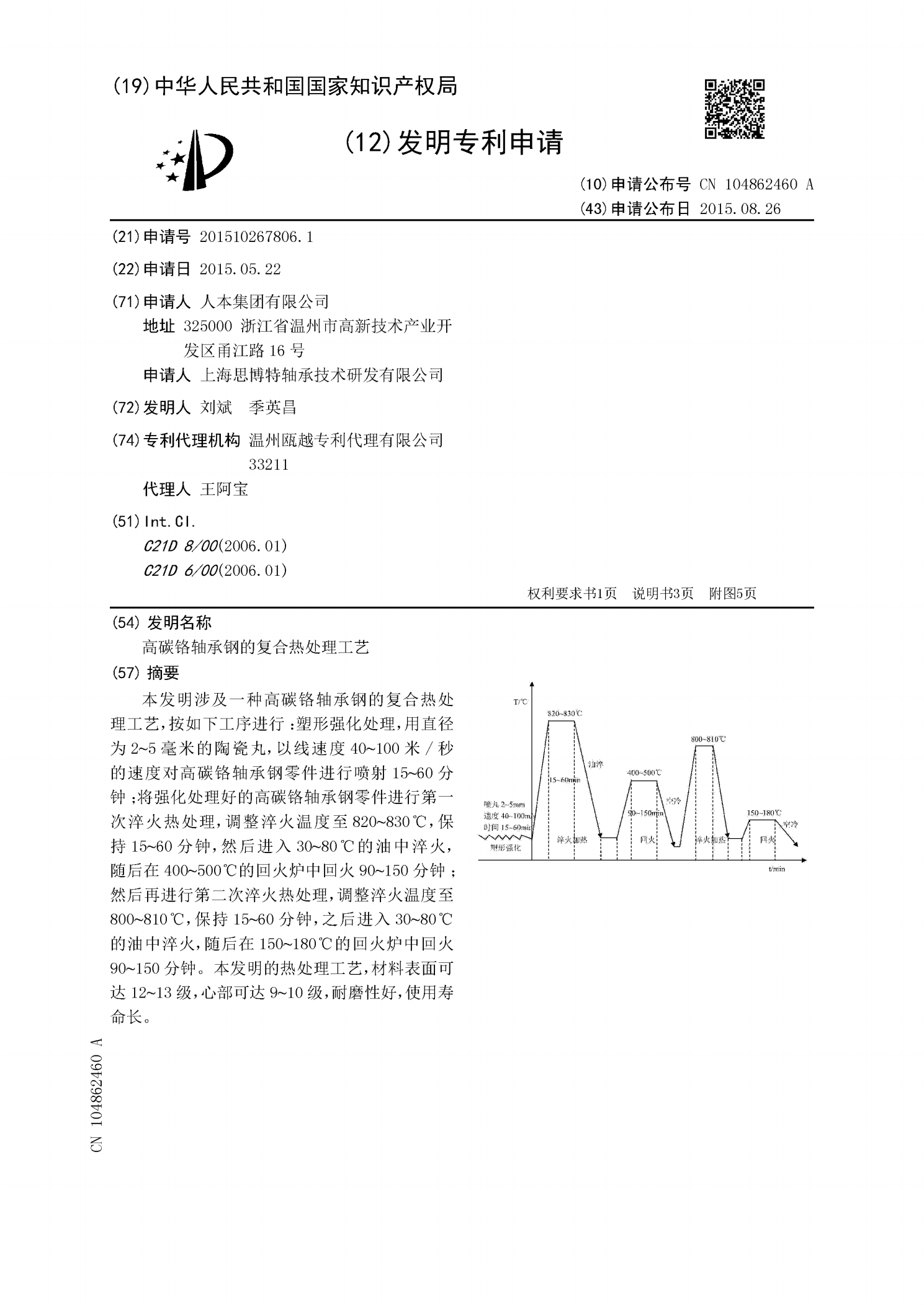
高碳铬轴承钢的复合热处理工艺.pdf
本发明涉及一种高碳铬轴承钢的复合热处理工艺,按如下工序进行:塑形强化处理,用直径为2~5毫米的陶瓷丸,以线速度40~100米/秒的速度对高碳铬轴承钢零件进行喷射15~60分钟;将强化处理好的高碳铬轴承钢零件进行第一次淬火热处理,调整淬火温度至820~830℃,保持15~60分钟,然后进入30~80℃的油中淬火,随后在400~500℃的回火炉中回火90~150分钟;然后再进行第二次淬火热处理,调整淬火温度至800~810℃,保持15~60分钟,之后进入30~80℃的油中淬火,随后在150~180℃的回火炉中

高碳铬轴承钢制轴承套圈热处理工艺试验.docx
高碳铬轴承钢制轴承套圈热处理工艺试验高碳铬轴承钢制轴承套圈热处理工艺试验摘要:本论文旨在研究高碳铬轴承钢制轴承套圈的热处理工艺。通过不同的热处理工艺,对高碳铬轴承钢进行试验,分析其微观组织和力学性能的变化。实验结果表明,适当的热处理工艺可以有效地提高高碳铬轴承钢的综合性能,从而提高轴承套圈的使用寿命和可靠性。关键词:高碳铬轴承钢;轴承套圈;热处理工艺;微观组织;力学性能第1节引言随着科学技术的不断发展,工业生产对于轴承的需求也越来越高。而轴承套圈作为轴承的核心部件之一,其质量和性能直接关系到整个轴承的使用

一种高碳铬轴承钢轴承零件的热处理方法.pdf
本发明涉及轴承零件热处理方法,具体涉及一种高碳铬轴承钢轴承零件的热处理方法,该方法是将GCr15轴承钢零件根据有效厚度加热至805~835℃,每毫米有效厚度保温0.5~1.2分钟后,采用水基淬火介质进行冷却至室温,水基淬火介质冷却后的零件进行180~250℃的回火。本发明的有益效果是:可显著提高特大型套圈的硬度和硬度均匀性,水基淬火工艺中零件的加热温度降低、时间缩短,节省了电能消耗,这些都大大降低了轴承热处理成本。更环保,更安全。水基淬火过程中没有油烟,无有害挥发物,杜绝了空气污染,也完全没有了火灾的危险