
一种异型轴承钢棒材的冷拔方法.pdf

努力****妙风

1/6
2/6
3/6
4/6
5/6

6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种异型轴承钢棒材的冷拔方法.pdf
本发明公开了一种异型轴承钢棒材的冷拔方法,其包括下列步骤:(1)表面剥皮;(2)表面预处理;(3)冷拉前道变形,前道冷拉变形量控制在7-10%,冷拉速度小于等于80m/min;(4)再结晶退火;(5)退火后表面预处理;(6)冷拉成型:冷拉变形量控制在30-45%,冷拉速度小于等于40m/min。通过将现有的单道次冷拉拔改进为双道次冷拉拔,实现杜绝冷拉拔过程中出现的异型轴承钢棒材表面“拉毛”和“大刀弯”现象,提高棒材的成材率。
一种异型管的冷拔方法及模具.pdf
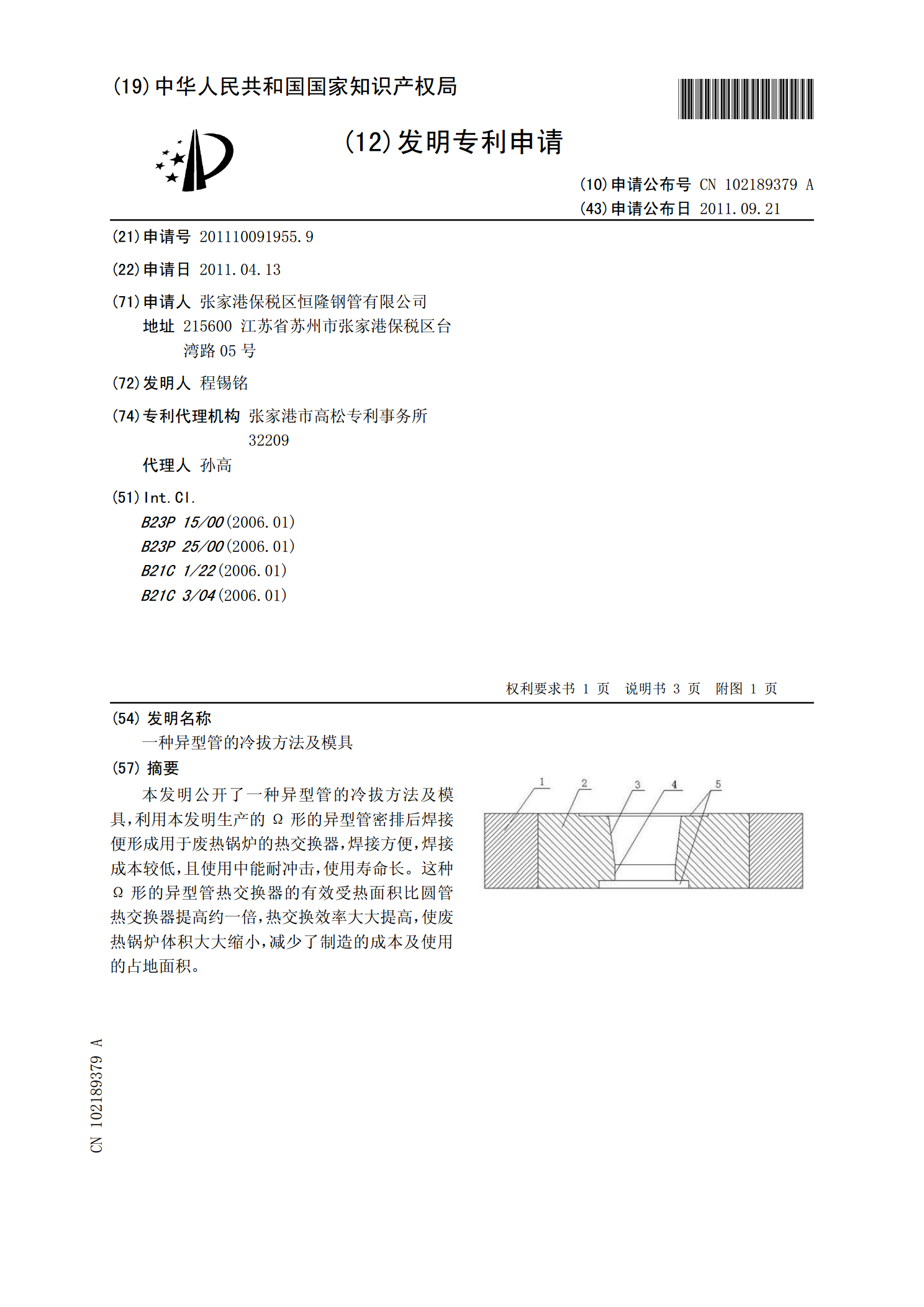
本发明公开了一种异型管的冷拔方法及模具,利用本发明生产的Ω形的异型管密排后焊接便形成用于废热锅炉的热交换器,焊接方便,焊接成本较低,且使用中能耐冲击,使用寿命长。这种Ω形的异型管热交换器的有效受热面积比圆管热交换器提高约一倍,热交换效率大大提高,使废热锅炉体积大大缩小,减少了制造的成本及使用的占地面积。
一种高强镍铜合金冷拔时效棒材的制备方法.pdf
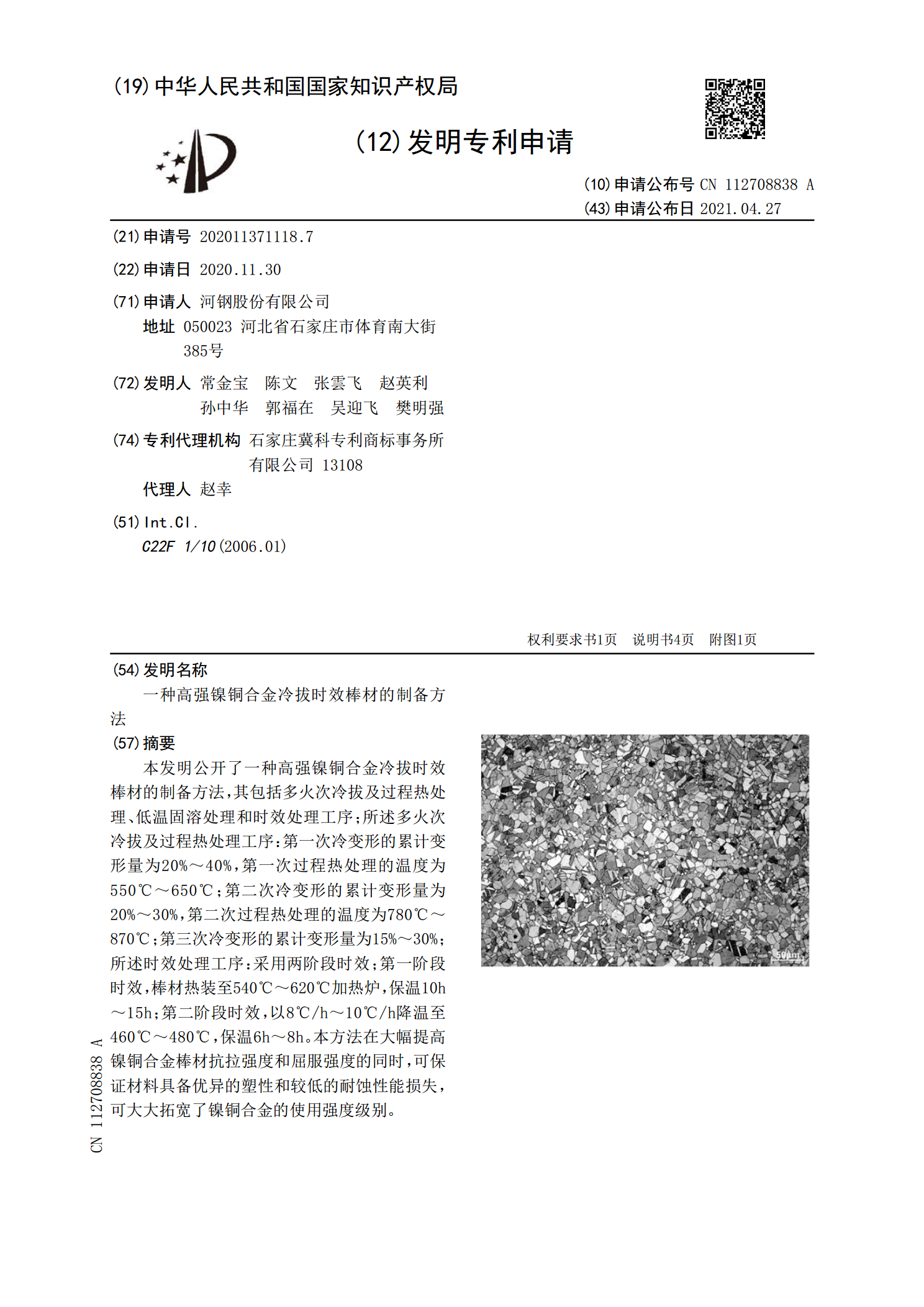
本发明公开了一种高强镍铜合金冷拔时效棒材的制备方法,其包括多火次冷拔及过程热处理、低温固溶处理和时效处理工序;所述多火次冷拔及过程热处理工序:第一次冷变形的累计变形量为20%~40%,第一次过程热处理的温度为550℃~650℃;第二次冷变形的累计变形量为20%~30%,第二次过程热处理的温度为780℃~870℃;第三次冷变形的累计变形量为15%~30%;所述时效处理工序:采用两阶段时效;第一阶段时效,棒材热装至540℃~620℃加热炉,保温10h~15h;第二阶段时效,以8℃/h~10℃/h降温至460℃
一种轴承钢套的冷拔成型方法.pdf
本发明的目的是提供一种轴承钢套的冷拔成型方法,其冷拔方法包括以下步骤:(1)保护涂层涂抹:在加工前对需要锻造的轴承钢套进行表面剥皮,以及对轴承钢套进行表面脱碳处理,(2)表面加热处理,将轴承钢套放置到加热炉里进行预先加热到750℃,(3)冷拉处理工艺,采用拉拔机将轴承钢套进行冷拔成型处理,在冷拔成型处理时采用两段式冷拔加工,在轴承钢套的两次冷拔处理期间进行回火加热处理,(4)锻造冷却处理,轴承钢套整体放入到油的溶液中进行降温到200℃,然后进行空冷降温至室温,提高冷拔成型的连贯性,减少冷拔时表面温度的变化
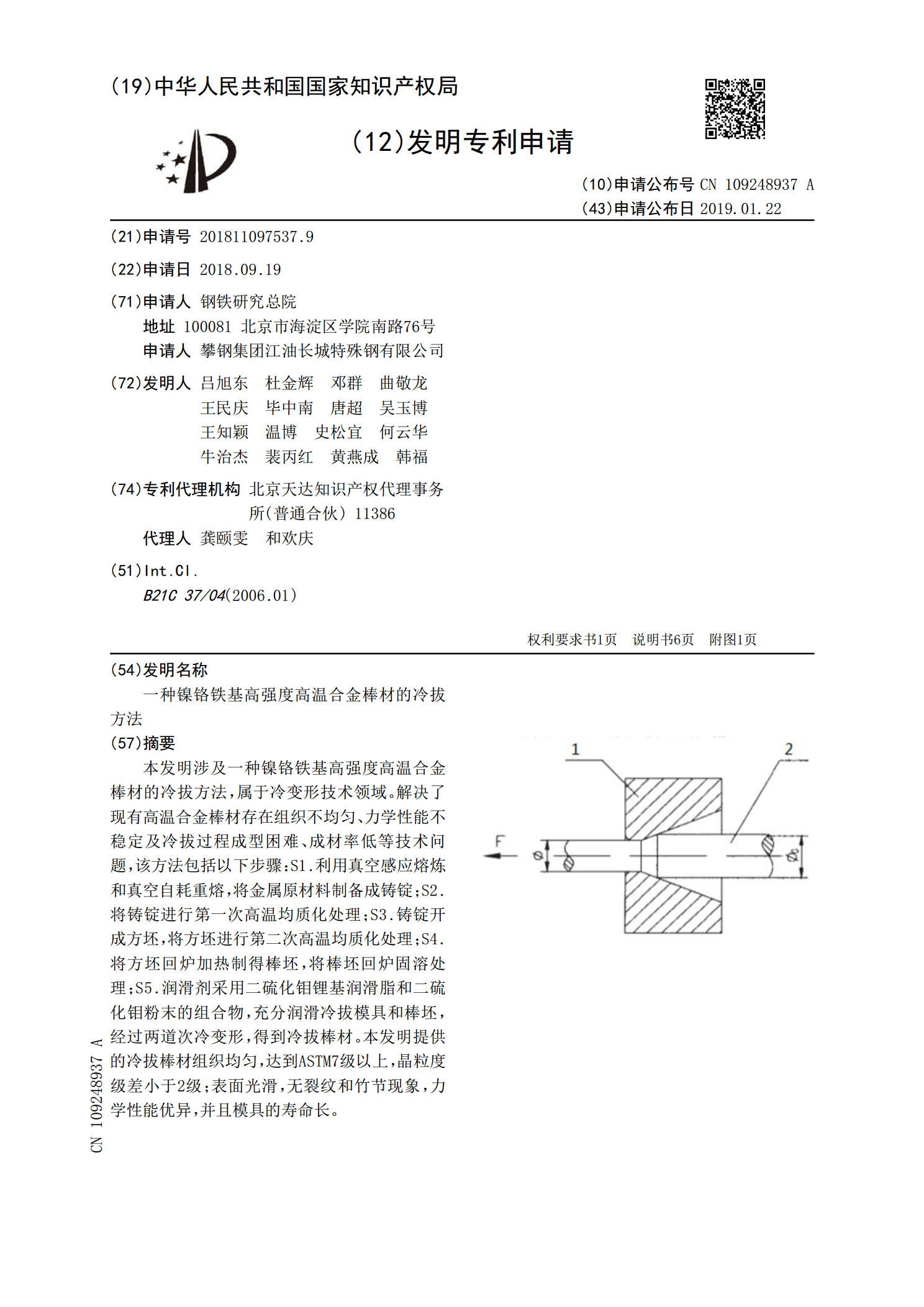
一种镍铬铁基高强度高温合金棒材的冷拔方法.pdf
本发明涉及一种镍铬铁基高强度高温合金棒材的冷拔方法,属于冷变形技术领域。解决了现有高温合金棒材存在组织不均匀、力学性能不稳定及冷拔过程成型困难、成材率低等技术问题,该方法包括以下步骤:S1.利用真空感应熔炼和真空自耗重熔,将金属原材料制备成铸锭;S2.将铸锭进行第一次高温均质化处理;S3.铸锭开成方坯,将方坯进行第二次高温均质化处理;S4.将方坯回炉加热制得棒坯,将棒坯回炉固溶处理;S5.润滑剂采用二硫化钼锂基润滑脂和二硫化钼粉末的组合物,充分润滑冷拔模具和棒坯,经过两道次冷变形,得到冷拔棒材。本发明提供