
一种六面铝木复合装饰板及其加工工艺.pdf

努力****振宇

1/9
2/9
3/9
4/9
5/9
6/9

7/9
8/9

9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种六面铝木复合装饰板及其加工工艺.pdf
本发明公开了一种六面铝木复合装饰板,包括基板,基板的六个面上均设有铝箔层,基板与铝箔层之间设置有高分子膜,基板与铝箔层通过高分子膜粘接在一起。施工时,将铝木复合装饰板的正面朝外,利用铝箔层自身的特性和隔离作用避免火源、水源或霉菌等接触基板,从而达到防火、防水和防霉目的,另外也杜绝了基板内的游离甲醛等有害气体释放到室内的情况。本发明通过铝箔层将基板完全包裹,避免基板内的游离的甲醛等有害气体释放出来,同时可以有效防火、防水、防霉,此外,本发明还具有铝箔层与基板粘接牢固、基板选材丰富、成本低廉、装饰效果好等优点
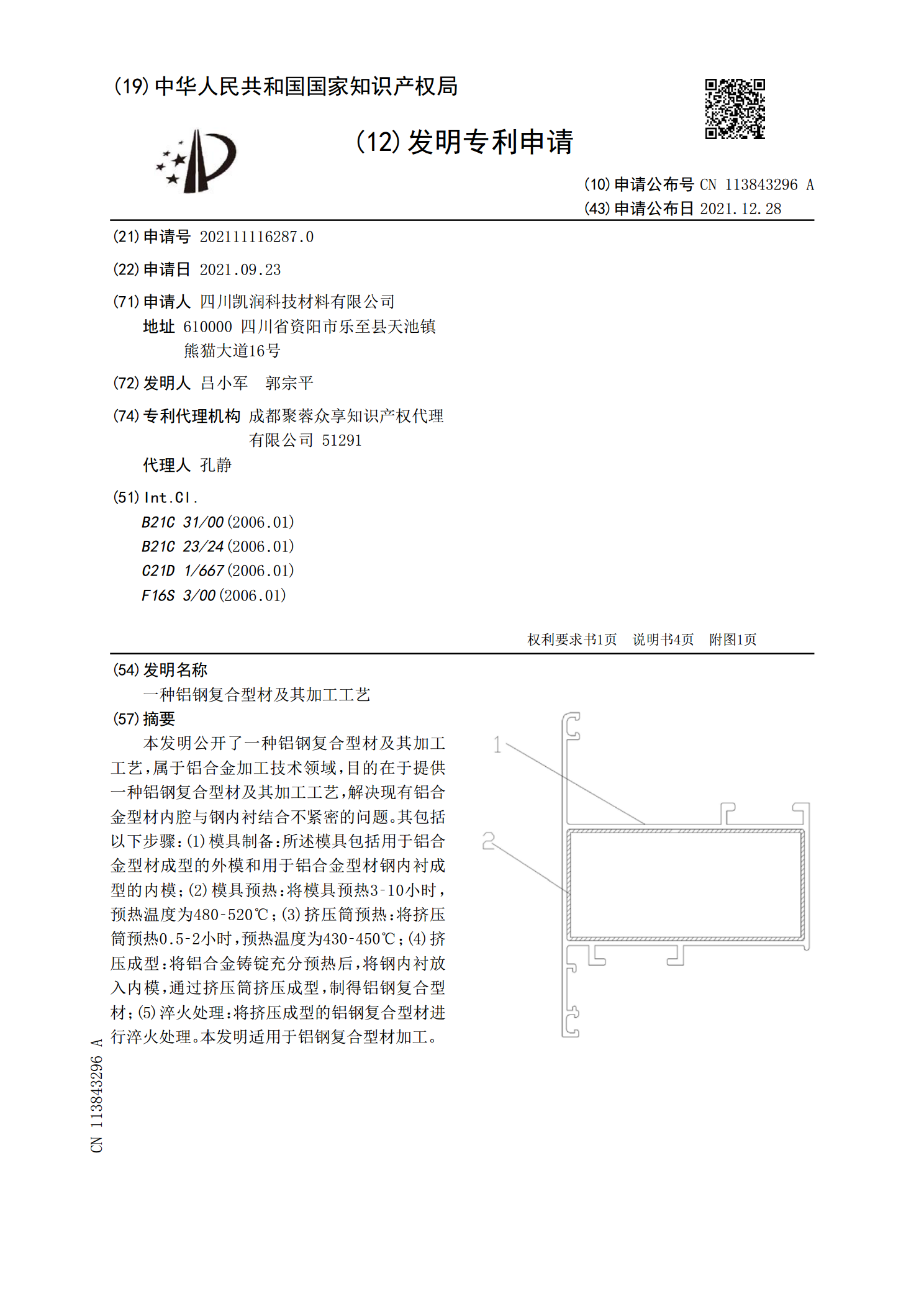
一种铝钢复合型材及其加工工艺.pdf
本发明公开了一种铝钢复合型材及其加工工艺,属于铝合金加工技术领域,目的在于提供一种铝钢复合型材及其加工工艺,解决现有铝合金型材内腔与钢内衬结合不紧密的问题。其包括以下步骤:(1)模具制备:所述模具包括用于铝合金型材成型的外模和用于铝合金型材钢内衬成型的内模;(2)模具预热:将模具预热3‑10小时,预热温度为480‑520℃;(3)挤压筒预热:将挤压筒预热0.5‑2小时,预热温度为430‑450℃;(4)挤压成型:将铝合金铸锭充分预热后,将钢内衬放入内模,通过挤压筒挤压成型,制得铝钢复合型材;(5)淬火处理

铝木复合胶合板及其加工方法.pdf
本发明是一种铝木复合胶合板及其加工方法。属于采用胶粘剂粘接复合而成的层状产品。包括木质层板、铝板和胶粘剂;其特征在于采用热熔性胶粘剂自动化流水作业操作系统加工而成。解决了现有技术中,操作工序繁琐、用工多、操作环境恶劣、游离甲醛、有机溶剂挥发污染环境;而且成品板剪切强度低、易脱胶翘边、产品质量不稳定的问题。提供了一种自动化程度高、操作人员少、粘接强度高、产品质量稳定、节约能源、有益环境保护的铝木复合胶合板及其加工方法。广泛用于火车、汽车、轮船制造;货运集装箱加工;建筑幕墙、家俱橱柜制作、室内外装潢行业等领域

一种铝基复合材料及其加工工艺.pdf
本发明提供一种铝基复合材料及其加工工艺,按照质量百分比,包括:以不饱和聚酯树脂或环氧树脂为基体:25%-40%;玻璃纤维或碳纤维:1%-15%;微玻璃球或氧化铝球:5%~15%;铝粉或铝合金粉末:40%-60%。本发明提供的铝基复合材料,具有很高的比强度、比模量,该铝基复合材料形成的结构件密度小(密度为1.5g\cc),打磨效果表面细致,耐冲击(10轮大卡车辗压和15M四楼摔落,毫无破损),且电表测定,完全绝缘。
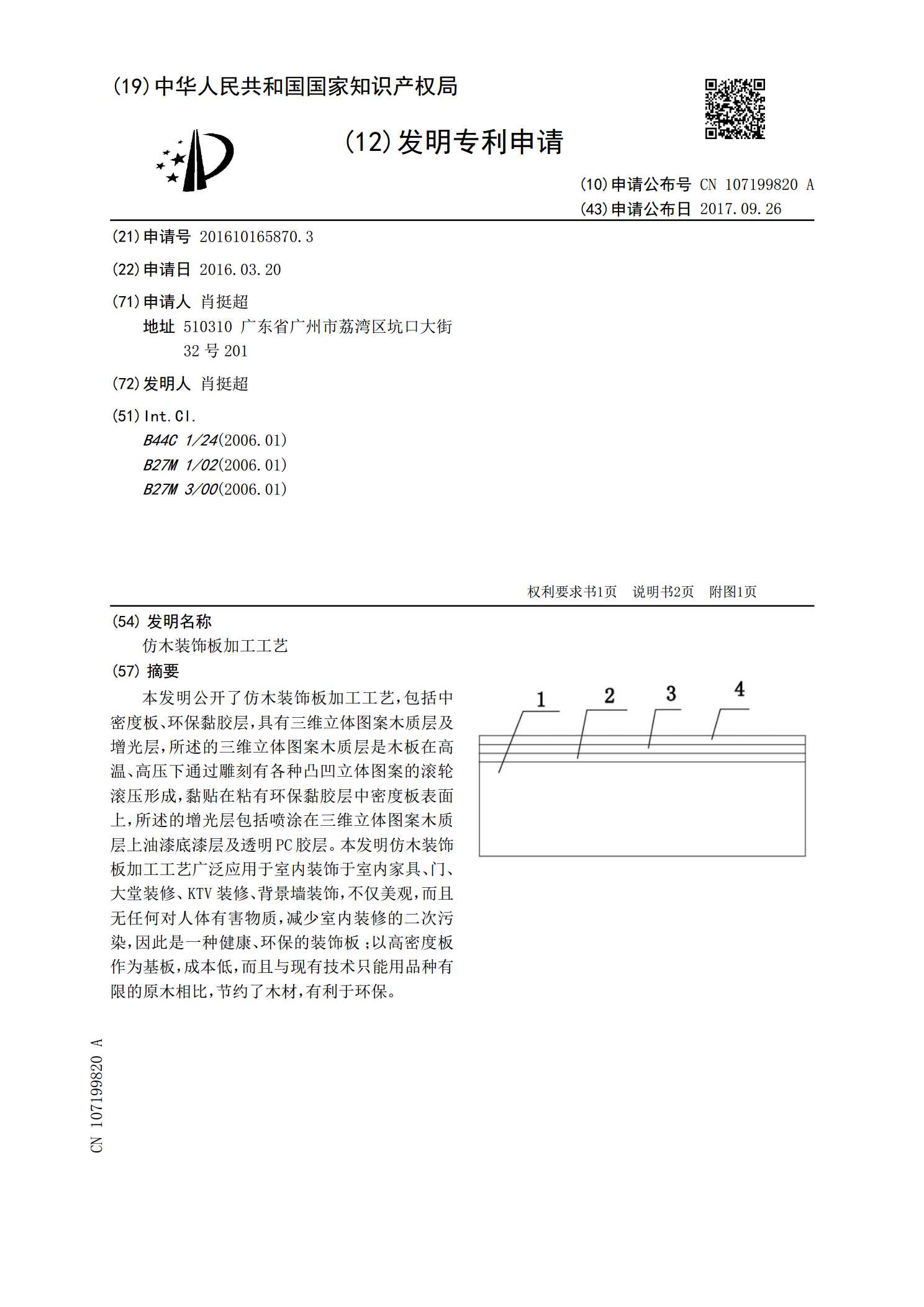
仿木装饰板加工工艺.pdf
本发明公开了仿木装饰板加工工艺,包括中密度板、环保黏胶层,具有三维立体图案木质层及增光层,所述的三维立体图案木质层是木板在高温、高压下通过雕刻有各种凸凹立体图案的滚轮滚压形成,黏贴在粘有环保黏胶层中密度板表面上,所述的增光层包括喷涂在三维立体图案木质层上油漆底漆层及透明PC胶层。本发明仿木装饰板加工工艺广泛应用于室内装饰于室内家具、门、大堂装修、KTV装修、背景墙装饰,不仅美观,而且无任何对人体有害物质,减少室内装修的二次污染,因此是一种健康、环保的装饰板;以高密度板作为基板,成本低,而且与现有技术只能用