
一种从合成氨尾气中回收氨的工艺.pdf

小代****回来

1/6

2/6

3/6

4/6

5/6
6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种从合成氨尾气中回收氨的工艺.pdf
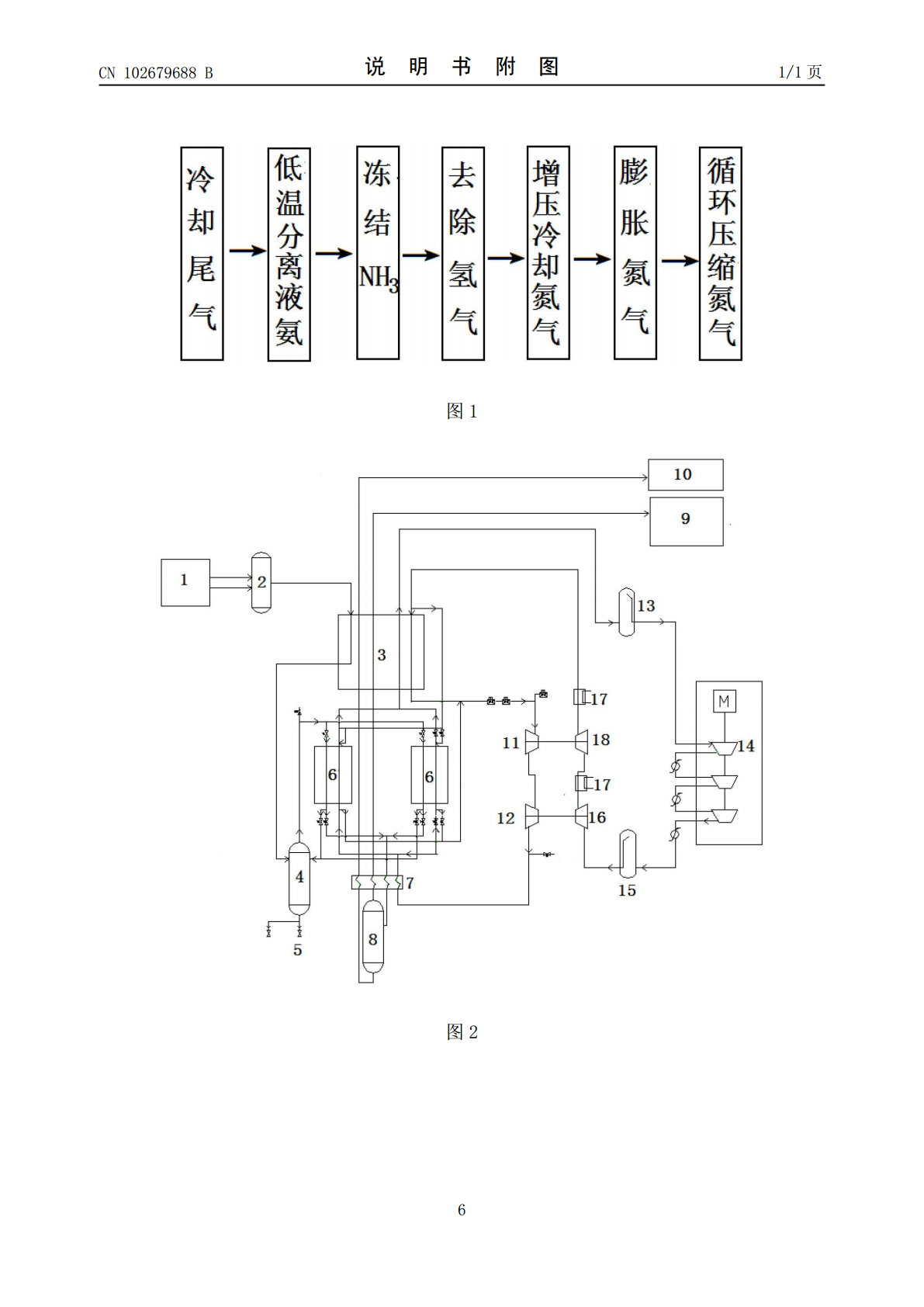
本发明提供了一种从合成氨尾气中回收氨的工艺,它的主要步骤包括:(1)冷却尾气;(2)低温分离液氨;(3)冻结NH3;(4)去除氢气;(5)增压冷却氮气;(6)膨胀氮气;(7)循环压缩氮气。本发明具有工艺流程短、能耗低、三废少、产品质量高、环境零污染等特点,彻底杜绝了环境污染源稀氨水的产生,同时具有良好的经济效益。

一种合成氨尾气中氢气的回收工艺.pdf
本发明提供了一种合成氨尾气中氢气的回收工艺,主要步骤包括:(1)合成氨尾气冷却及分离;(2)气相冷却和NH3冻结;(3)氢气回收。本发明具有工艺流程短、能耗低、三废少、产品质量高、环境零污染等特点,彻底杜绝了环境污染源稀氨水的产生,同时具有良好的经济效益。
一种合成氨尾气回收及废热利用工艺.pdf
本发明公开了一种合成氨尾气回收及废热利用工艺,其包括如下步骤:S1、首先将合成氨产生的尾气通过物理渗透装置,回收尾气中的有效成分H2;S2、其次将经膜分离器出来的尾气通过水冷器降温后送至高效氨回收系统,氨回收塔采用多次循环喷淋吸收的方式回收尾气中的NH3成分;S3、然后再将剩余的尾气送至碳化工段与精脱硫罐进一步脱硫去除H2S的变换气体进行反应,生成碳酸氢铵产品;S4、接着将经高效氨回收出来的气体通过载气预热器预先提温;S5、最后将尾气送至造气吹风气系统燃烧,燃烧的热量生产蒸汽,燃烧后的高温烟气经过废热锅炉

合成氨尾气联产LNG工艺分析.pptx
合成氨尾气联产LNG工艺分析目录合成氨尾气的特点尾气的成分尾气的热值尾气的压力和温度联产LNG的原理LNG的生产工艺流程尾气中甲烷的提取甲烷的液化过程工艺流程分析尾气预处理甲烷提取工艺液化工艺流程LNG储存和运输技术经济分析投资成本运行成本经济效益分析技术可行性评估环境影响评价有害气体排放噪声污染固体废弃物处理资源利用和节能减排安全风险评估工艺安全风险设备安全风险人员安全风险安全风险防范措施感谢观看

一种含氨尾气资源化回收处理工艺.pdf
本发明提供一种含氨尾气资源化回收处理工艺。所述含氨尾气资源化回收处理工艺,包括以下步骤:S1、稳压处理:将窑炉焚烧过程中产生的含氨尾气,经废气收集管道输送至稳压装置中进行稳压处理一段时间;S2、喷淋吸收处理:将S1中进行稳压处理后的废气,通入到喷淋吸收装置中进行处理,将废气中的氨气转移到喷淋液中,并回收利用。本发明提供一种含氨尾气资源化回收处理工艺,实现了在低能耗、无水污染的情况下,含氨废气资源化处理,符合工艺中回收的硫酸铵晶体达到相关文件的规定,并且废气经处理后达到了相关文件中的排放要求,处理过程中无废