
一种堆焊复合炉辊.pdf

一条****轩吗


1/5

2/5

3/5

4/5

5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种堆焊复合炉辊.pdf
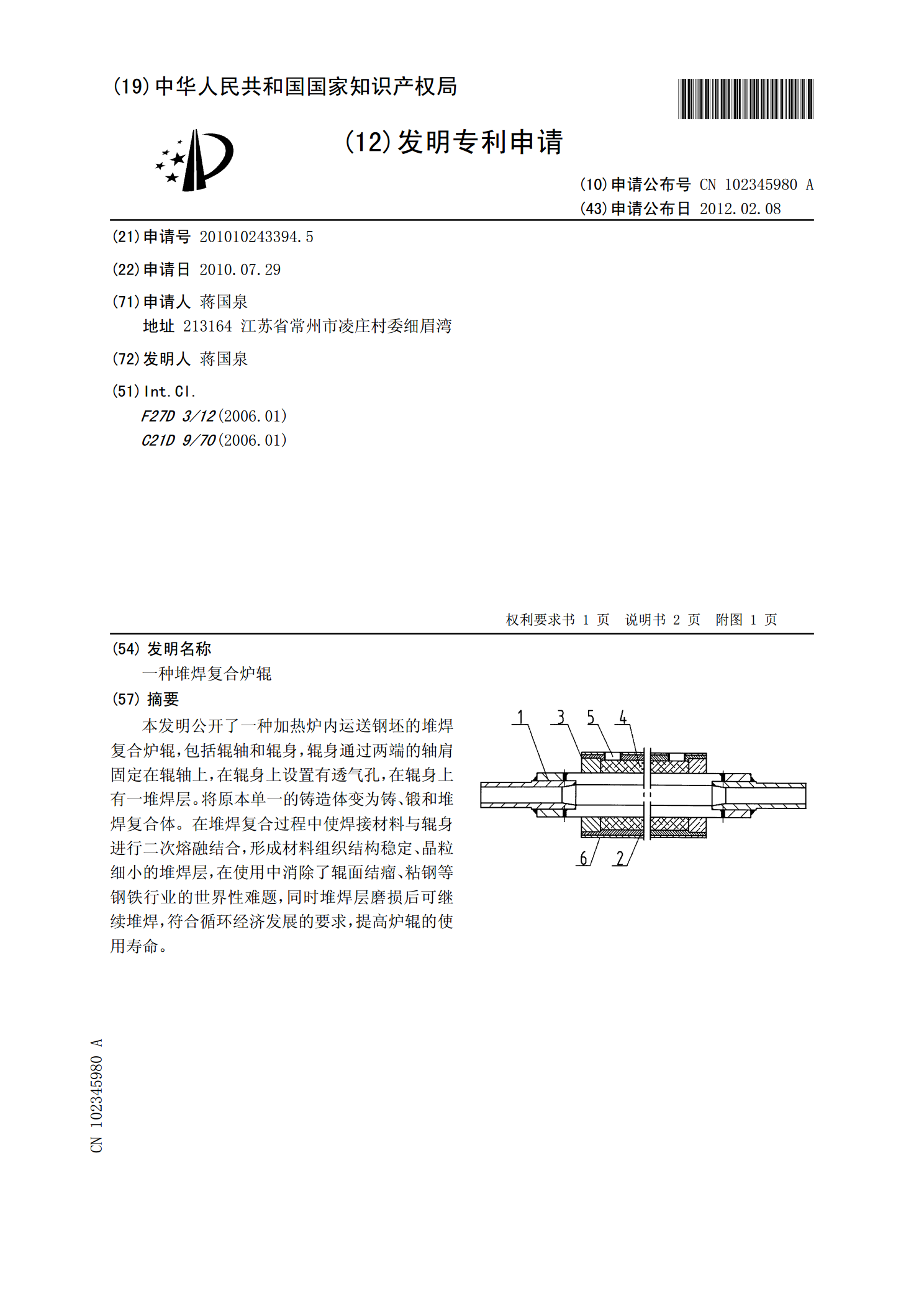
本发明公开了一种加热炉内运送钢坯的堆焊复合炉辊,包括辊轴和辊身,辊身通过两端的轴肩固定在辊轴上,在辊身上设置有透气孔,在辊身上有一堆焊层。将原本单一的铸造体变为铸、锻和堆焊复合体。在堆焊复合过程中使焊接材料与辊身进行二次熔融结合,形成材料组织结构稳定、晶粒细小的堆焊层,在使用中消除了辊面结瘤、粘钢等钢铁行业的世界性难题,同时堆焊层磨损后可继续堆焊,符合循环经济发展的要求,提高炉辊的使用寿命。
一种BD辊立式堆焊装置及堆焊方法.pdf
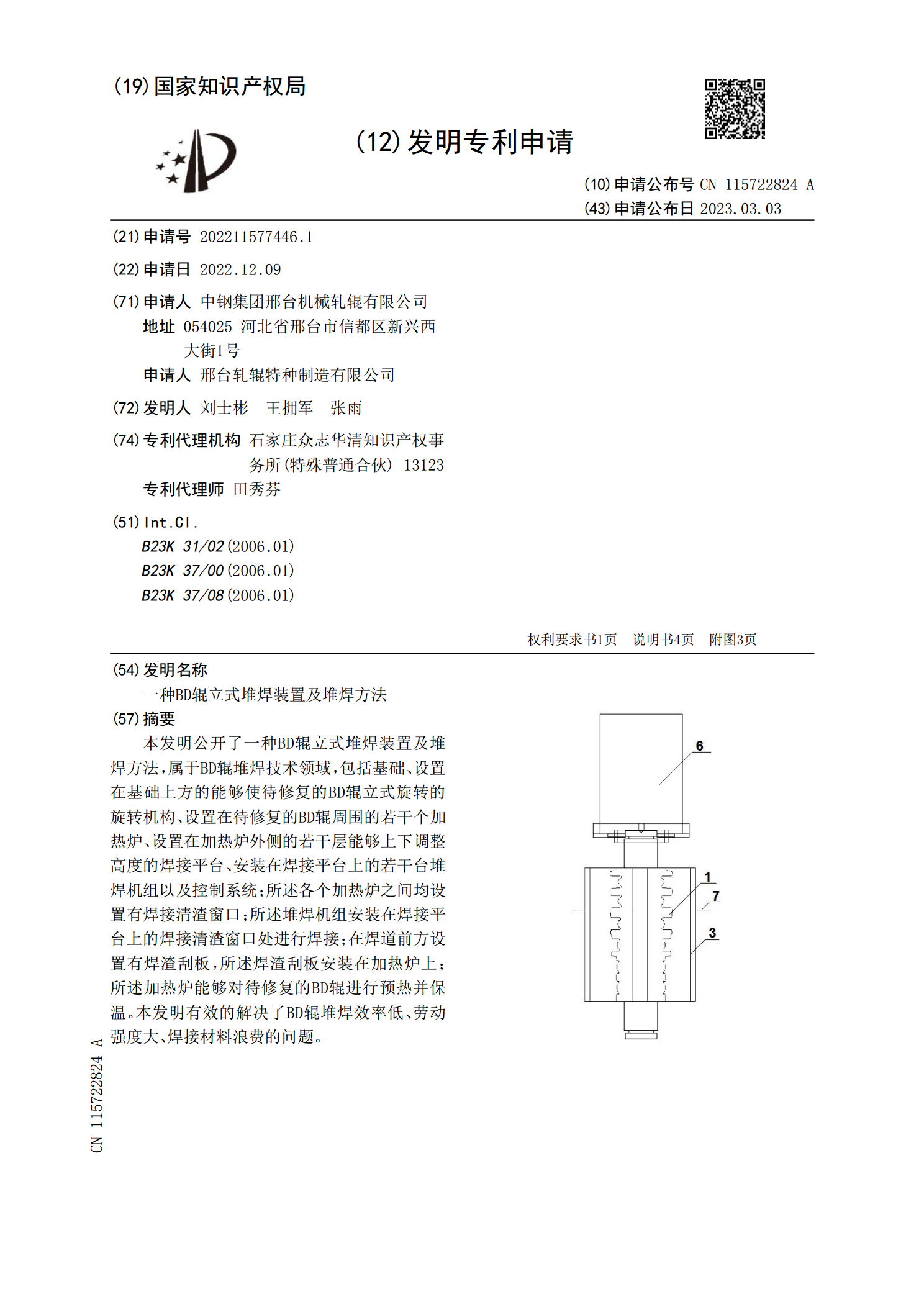
本发明公开了一种BD辊立式堆焊装置及堆焊方法,属于BD辊堆焊技术领域,包括基础、设置在基础上方的能够使待修复的BD辊立式旋转的旋转机构、设置在待修复的BD辊周围的若干个加热炉、设置在加热炉外侧的若干层能够上下调整高度的焊接平台、安装在焊接平台上的若干台堆焊机组以及控制系统;所述各个加热炉之间均设置有焊接清渣窗口;所述堆焊机组安装在焊接平台上的焊接清渣窗口处进行焊接;在焊道前方设置有焊渣刮板,所述焊渣刮板安装在加热炉上;所述加热炉能够对待修复的BD辊进行预热并保温。本发明有效的解决了BD辊堆焊效率低、劳动强
一种免堆焊离心复合超高耐磨辊压机辊套及其制作方法.pdf
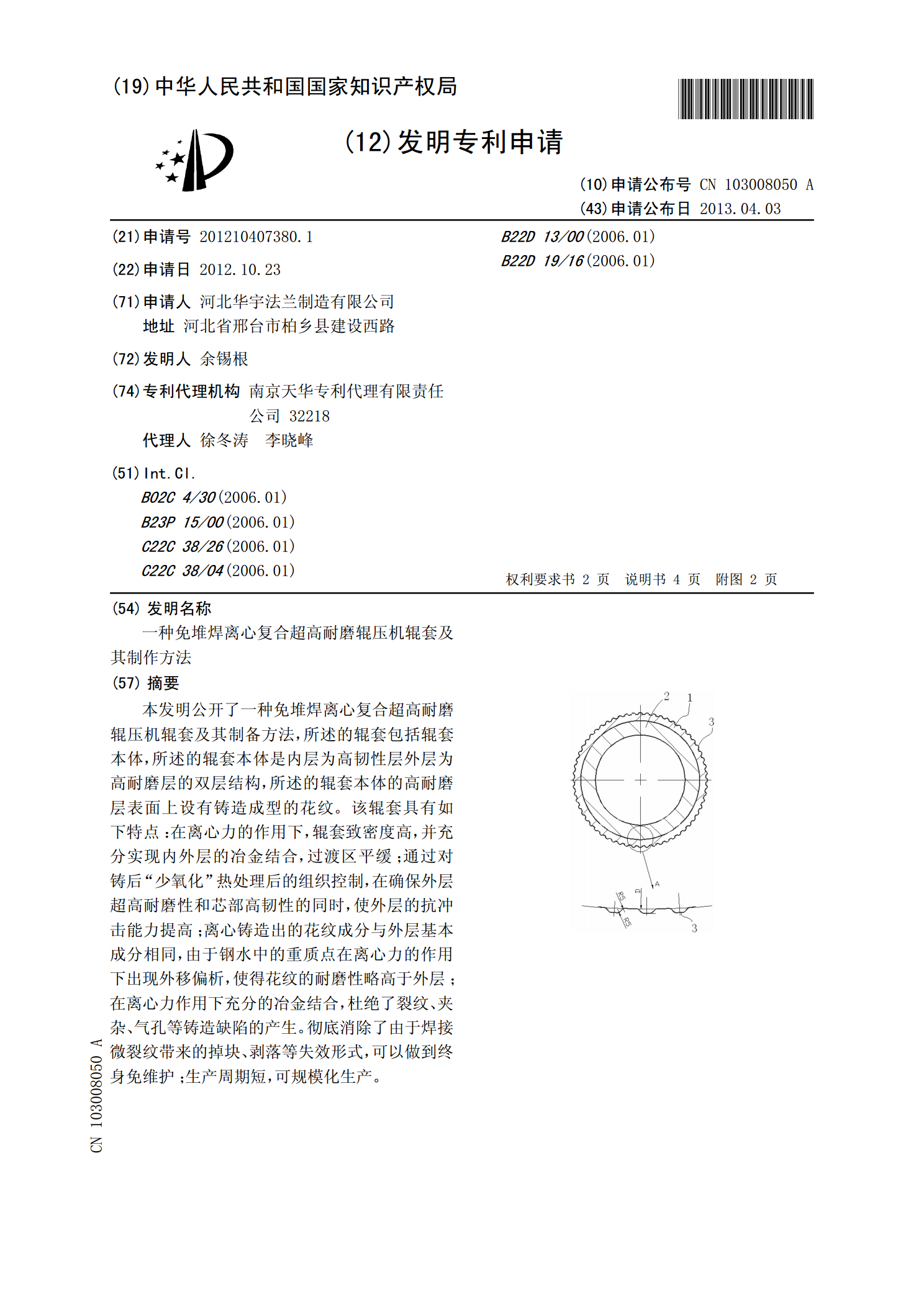
本发明公开了一种免堆焊离心复合超高耐磨辊压机辊套及其制备方法,所述的辊套包括辊套本体,所述的辊套本体是内层为高韧性层外层为高耐磨层的双层结构,所述的辊套本体的高耐磨层表面上设有铸造成型的花纹。该辊套具有如下特点:在离心力的作用下,辊套致密度高,并充分实现内外层的冶金结合,过渡区平缓;通过对铸后“少氧化”热处理后的组织控制,在确保外层超高耐磨性和芯部高韧性的同时,使外层的抗冲击能力提高;离心铸造出的花纹成分与外层基本成分相同,由于钢水中的重质点在离心力的作用下出现外移偏析,使得花纹的耐磨性略高于外层;在离心
一种连铸辊堆焊机.pdf
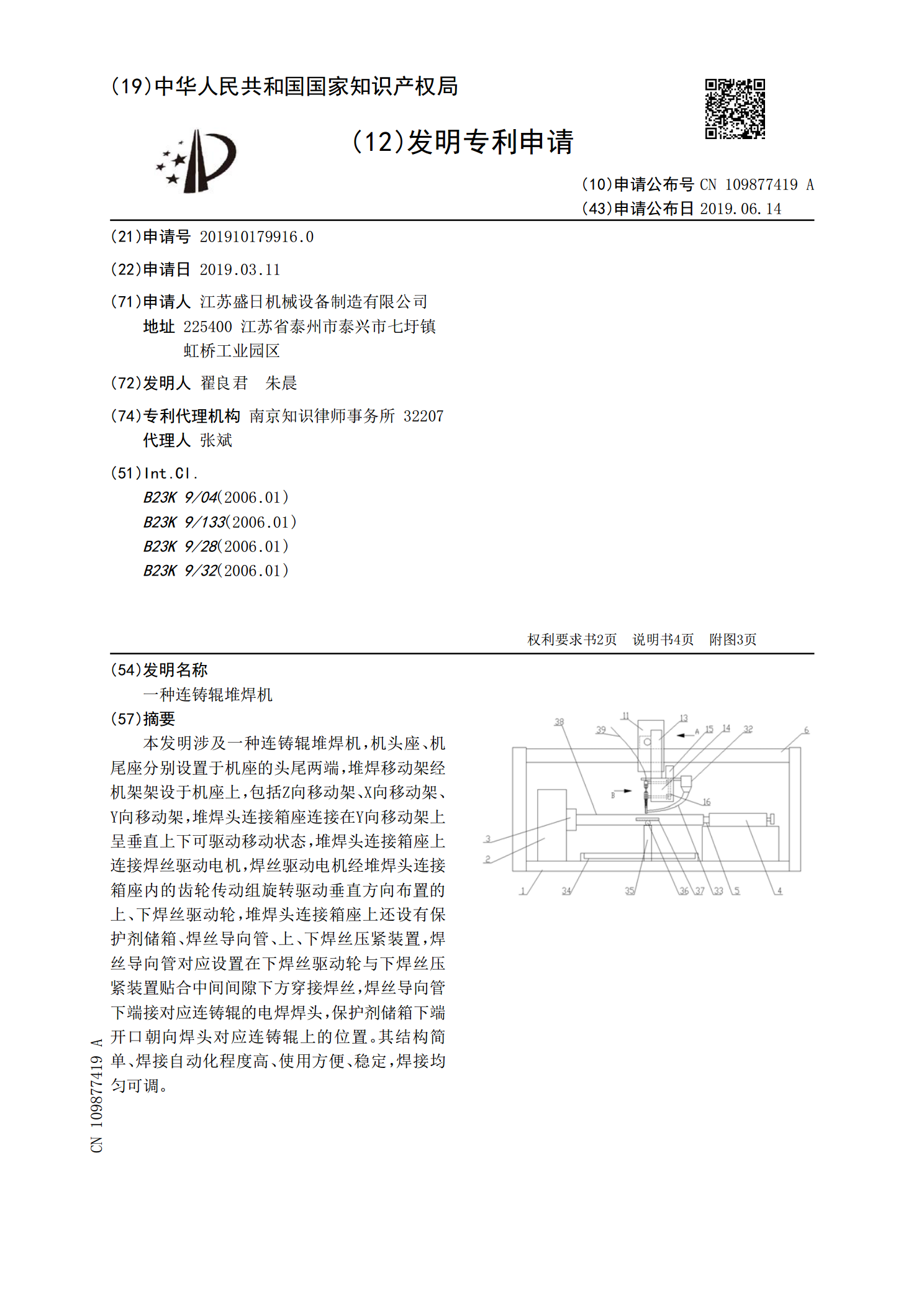
本发明涉及一种连铸辊堆焊机,机头座、机尾座分别设置于机座的头尾两端,堆焊移动架经机架架设于机座上,包括Z向移动架、X向移动架、Y向移动架,堆焊头连接箱座连接在Y向移动架上呈垂直上下可驱动移动状态,堆焊头连接箱座上连接焊丝驱动电机,焊丝驱动电机经堆焊头连接箱座内的齿轮传动组旋转驱动垂直方向布置的上、下焊丝驱动轮,堆焊头连接箱座上还设有保护剂储箱、焊丝导向管、上、下焊丝压紧装置,焊丝导向管对应设置在下焊丝驱动轮与下焊丝压紧装置贴合中间间隙下方穿接焊丝,焊丝导向管下端接对应连铸辊的电焊焊头,保护剂储箱下端开口朝
一种立磨磨辊堆焊修复装置.pdf
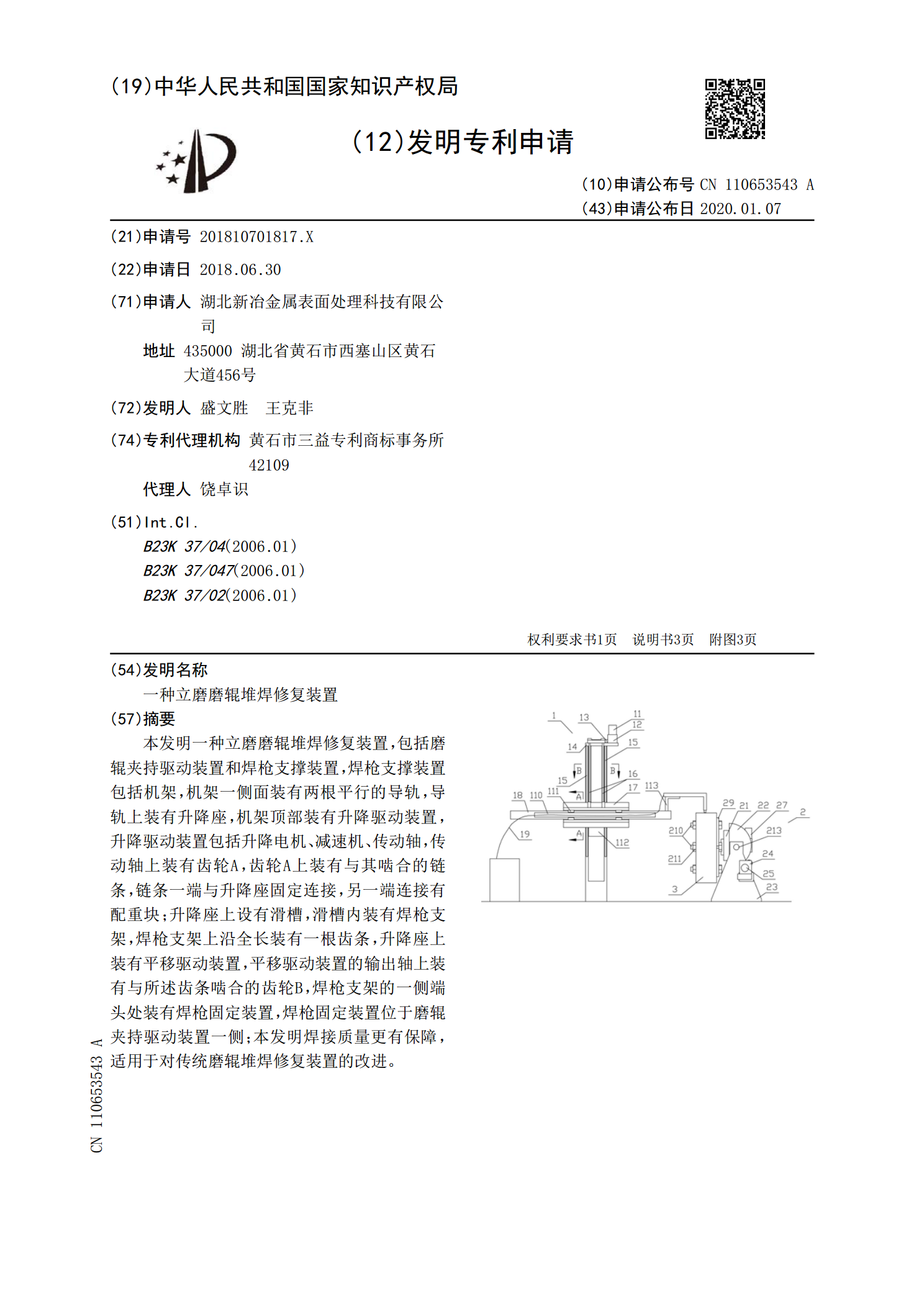
本发明一种立磨磨辊堆焊修复装置,包括磨辊夹持驱动装置和焊枪支撑装置,焊枪支撑装置包括机架,机架一侧面装有两根平行的导轨,导轨上装有升降座,机架顶部装有升降驱动装置,升降驱动装置包括升降电机、减速机、传动轴,传动轴上装有齿轮A,齿轮A上装有与其啮合的链条,链条一端与升降座固定连接,另一端连接有配重块;升降座上设有滑槽,滑槽内装有焊枪支架,焊枪支架上沿全长装有一根齿条,升降座上装有平移驱动装置,平移驱动装置的输出轴上装有与所述齿条啮合的齿轮B,焊枪支架的一侧端头处装有焊枪固定装置,焊枪固定装置位于磨辊夹持驱动