
一种钢坯连铸的方法.pdf

志玉****爱啊

1/7

2/7
3/7
4/7

5/7
6/7

7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种钢坯连铸的方法.pdf
本发明提供一种钢坯连铸的方法,该方法包括,向结晶器中加入结晶器保护渣,并将多个中间包中的钢水依次注入结晶器中,将得到的连铸坯进行拉矫,其中,所述中间包中的钢水在连铸坯的拉速高于0.8m/min的条件下注入所述结晶器中;在换包过程中且停止向所述结晶器中注入钢水期间,先将连铸的拉速降至零,间隔2-5秒后,在拉速为0.3-0.4m/min重新启动拉矫,如此循环2-4次,以将连铸坯拉至换包位,并将在换包位产生的大渣皮捞出结晶器,小渣皮捣碎并汇集到结晶器中间;换包后继续向结晶器中注入钢水,然后搅动结晶器内的钢液面。

一种连铸冷床钢坯跟踪方法.pdf
本发明公开了一种连铸冷床钢坯跟踪方法,具体包括如下步骤:S1:通过计算机图像处理,对炼钢连铸钢坯标注电子标签,将信息反馈给二级系统;S2:二级系统控制移坯车向两侧冷床上进行自动移坯作业;S3:多个监控设备对两侧冷床上的炼钢连铸钢坯进行监控,判定炼钢连铸钢坯在冷床上的位置及个数,将信息反馈给二级系统;S4:二级系统模拟炼钢连铸钢坯在冷床上的分布情况,通过安装在天车控制室内的显示器显示出来,天车操作工对同一炉的炼钢连铸钢坯进行区分装车;S5:二级系统炼钢连铸钢坯的生产信息传递给数据库,进行质量追踪,本发明天车
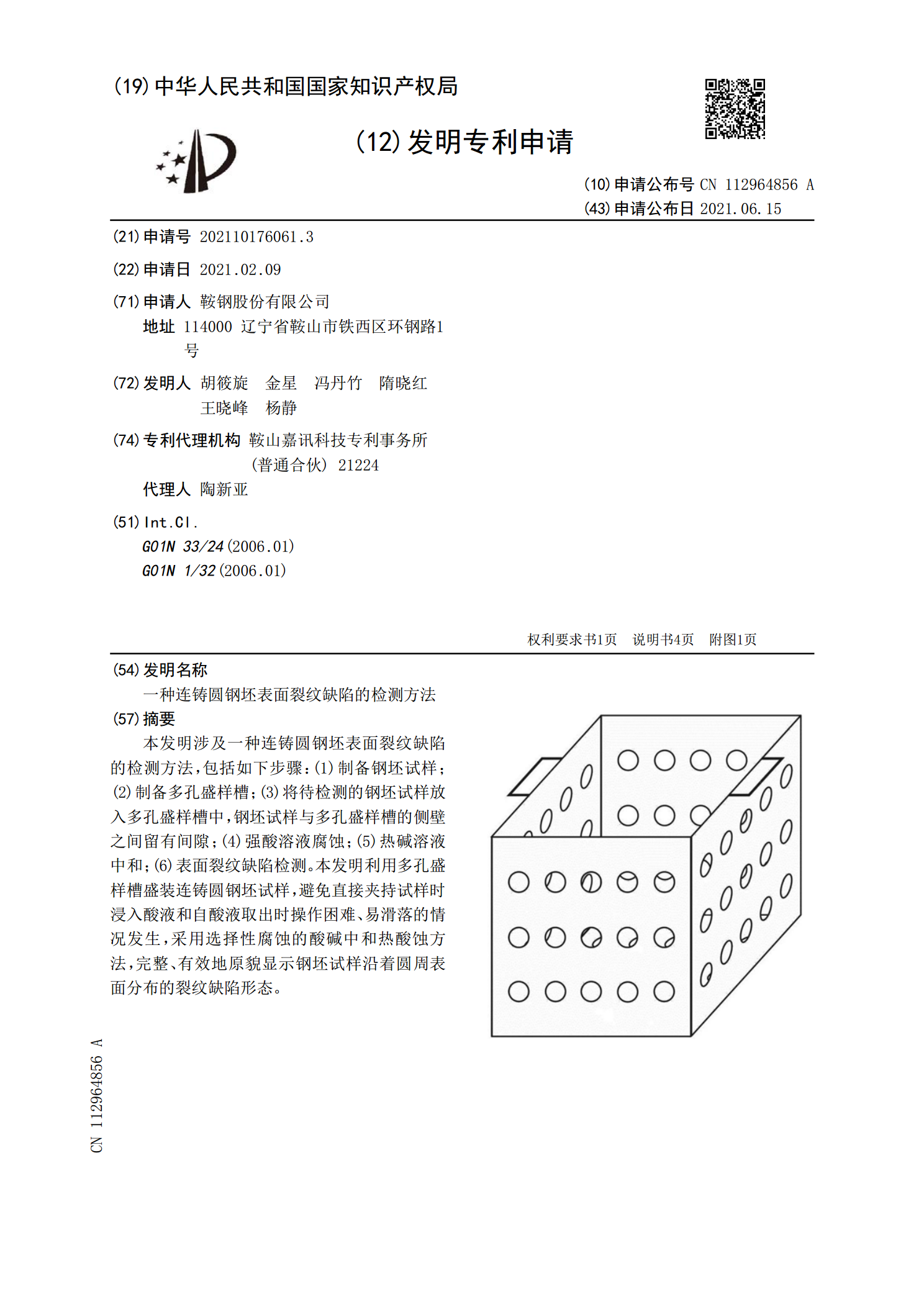
一种连铸圆钢坯表面裂纹缺陷的检测方法.pdf
本发明涉及一种连铸圆钢坯表面裂纹缺陷的检测方法,包括如下步骤:(1)制备钢坯试样;(2)制备多孔盛样槽;(3)将待检测的钢坯试样放入多孔盛样槽中,钢坯试样与多孔盛样槽的侧壁之间留有间隙;(4)强酸溶液腐蚀;(5)热碱溶液中和;(6)表面裂纹缺陷检测。本发明利用多孔盛样槽盛装连铸圆钢坯试样,避免直接夹持试样时浸入酸液和自酸液取出时操作困难、易滑落的情况发生,采用选择性腐蚀的酸碱中和热酸蚀方法,完整、有效地原貌显示钢坯试样沿着圆周表面分布的裂纹缺陷形态。

板带钢坯连铸技术.docx
板带钢坯连铸技术Title:ContinuousCastingTechnologyforSlabBilletsIntroduction:Continuouscastingisacrucialprocessinthesteelindustrythatinvolvesthesolidificationofmoltenmetaltoproducesemi-finishedproductssuchasslabs,billets,blooms,androunds.Continuouscastingtechnolog
一种连铸JZ35车轴用钢坯的生产方法.pdf
本发明涉及一种连铸JZ35车轴用钢坯的生产方法,属于冶金工业生产的金属材料领域。其特征是:采用转炉冶炼生产的断面为280mm×380mm的连铸矩形坯,经一火成材,轧制出250mm×250mm的方形车轴坯。其优点是:在特定条件下,采用一火成材工艺生产断面为250mm×250mm的方坯,成品率高、钢坯洁净度好、污染小。