
齿轮自动装配设备及其装配方法.pdf

新月****姐a


1/9
2/9

3/9

4/9

5/9
6/9
7/9
8/9
9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

齿轮自动装配设备及其装配方法.pdf
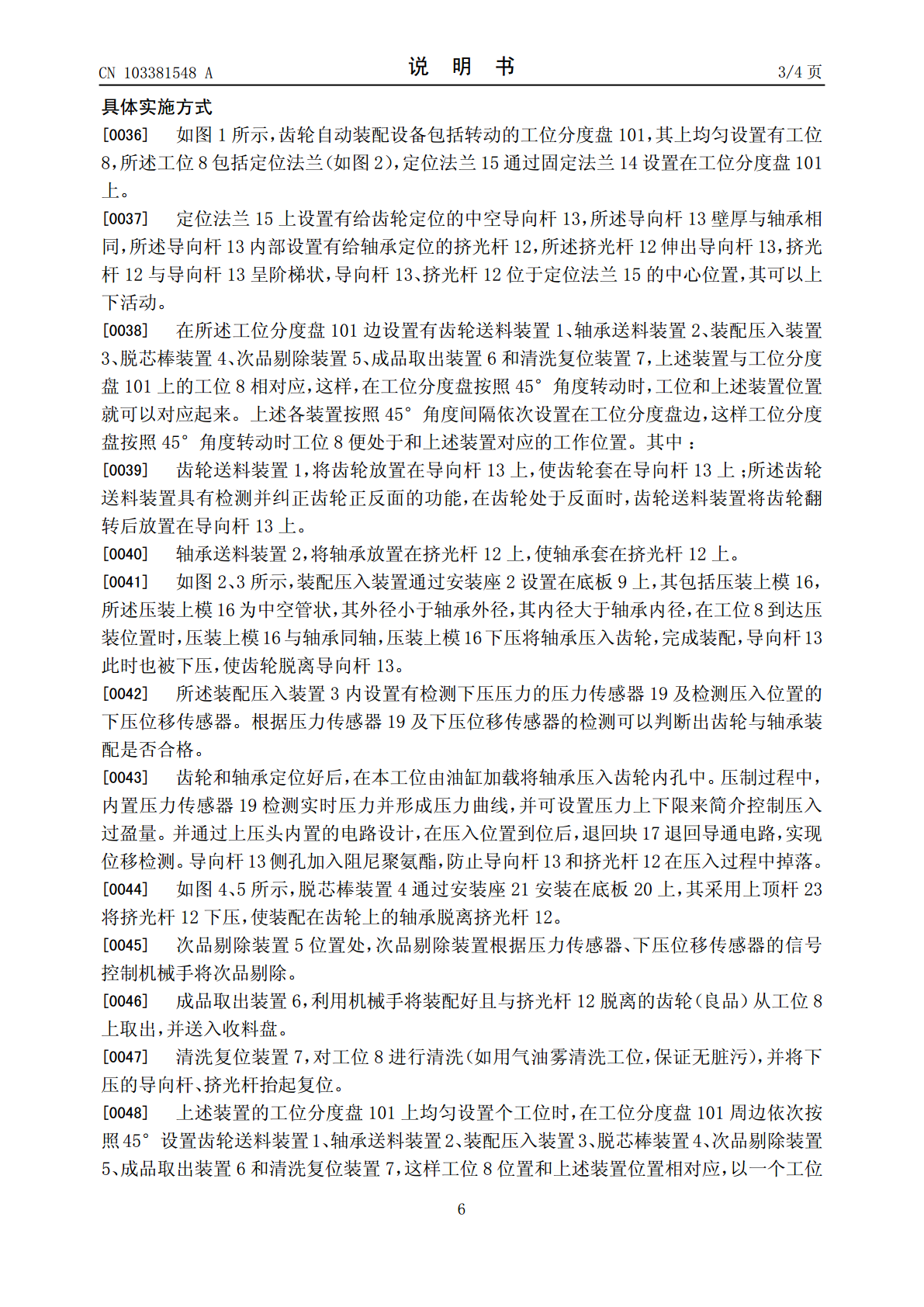
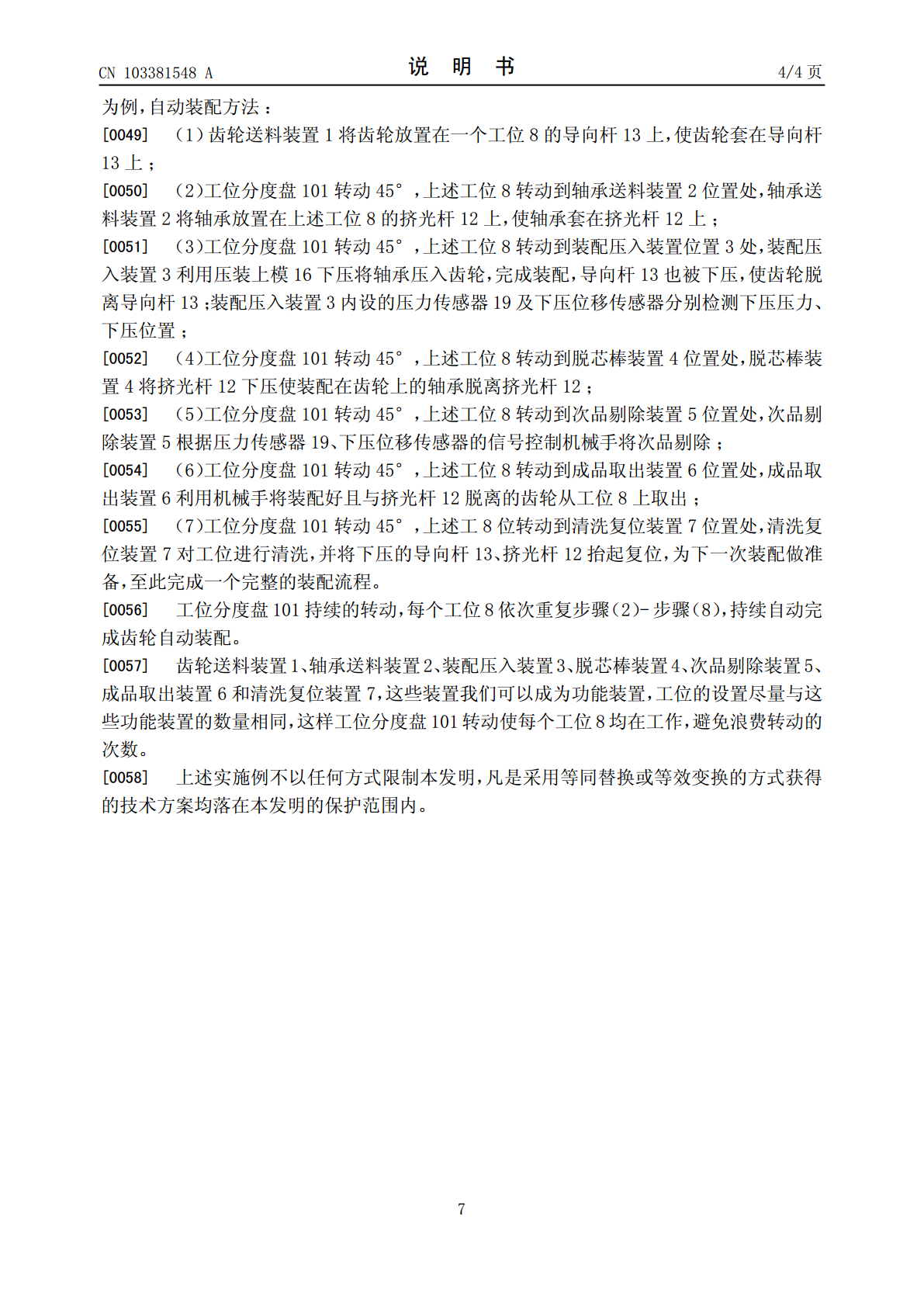
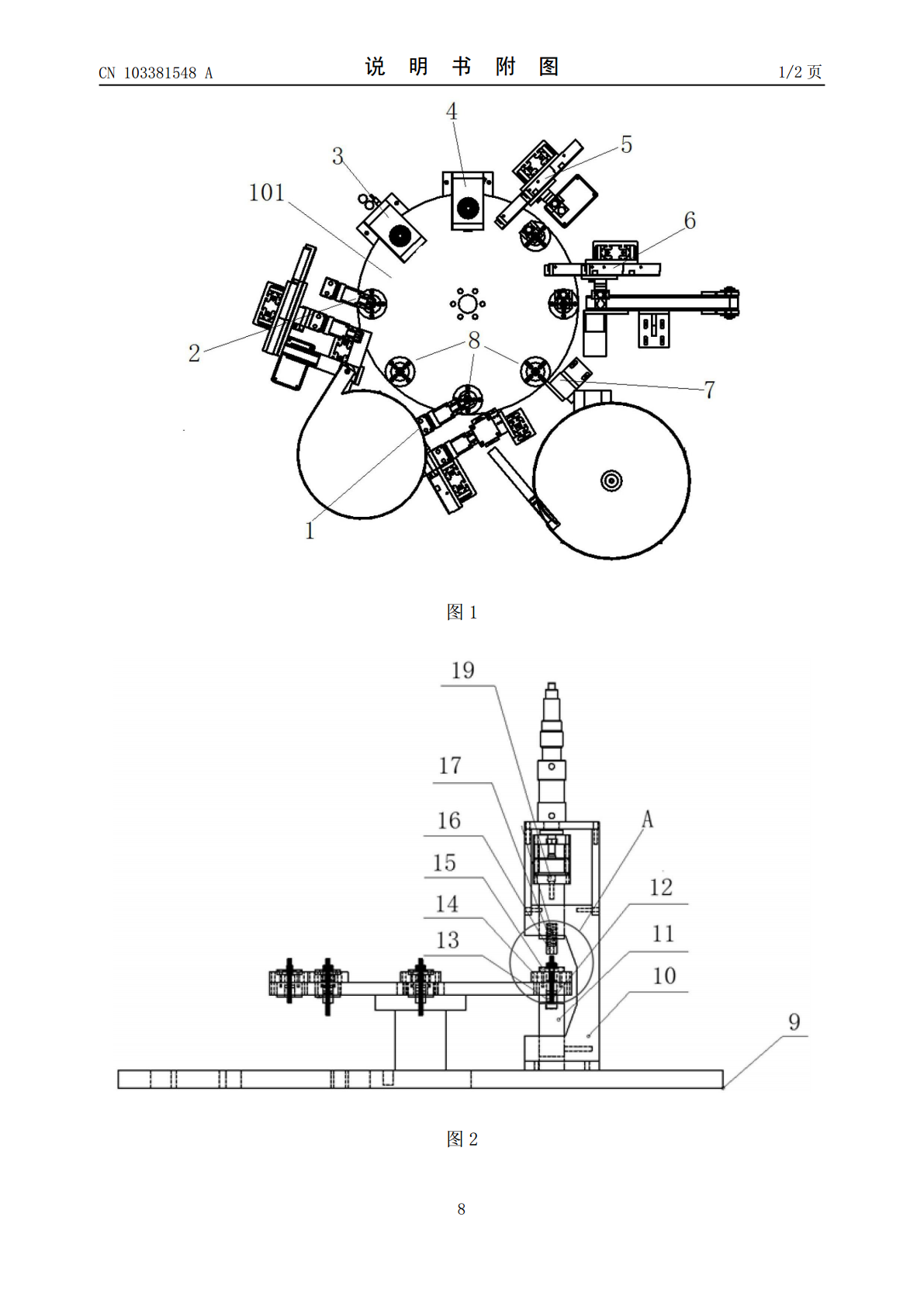
本发明公开了一种齿轮自动装配设备及其装配方法,该设备包括具有工位的工位分度盘,以及齿轮送料装置、轴承送料装置、装配压入装置、脱芯棒装置、成品取出装置和清洗复位装置,装配方法:将齿轮、轴承放置在工位分度盘上依次经上述装置自动装配完成,本发明实现了全自动装配,提高生产效率及产品品质,替代了人工操作,大大降低了劳动强度,杜绝了人为误操作,基本消除了品质隐患。
自动装配设备和自动装配方法.pdf
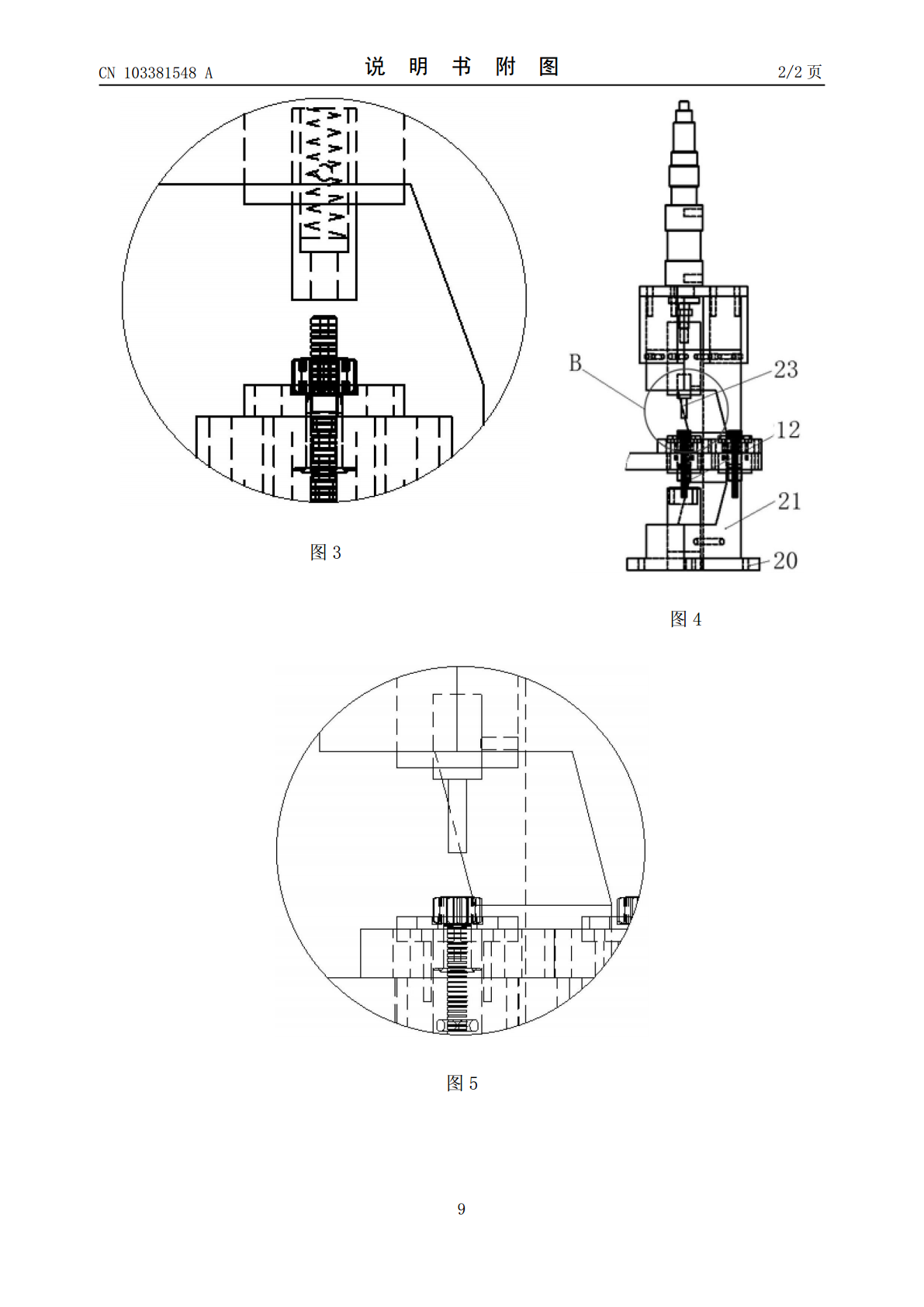
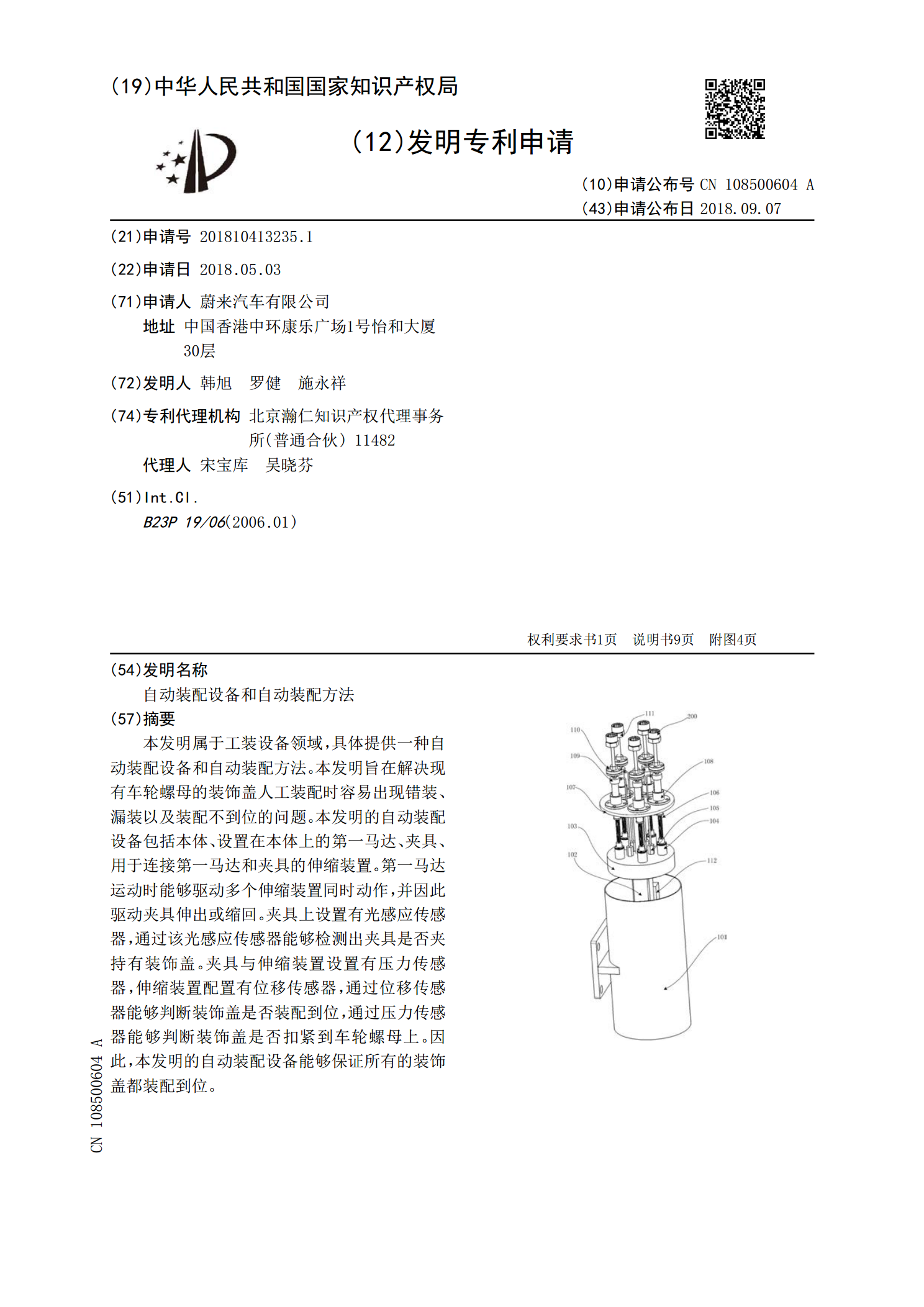
本发明属于工装设备领域,具体提供一种自动装配设备和自动装配方法。本发明旨在解决现有车轮螺母的装饰盖人工装配时容易出现错装、漏装以及装配不到位的问题。本发明的自动装配设备包括本体、设置在本体上的第一马达、夹具、用于连接第一马达和夹具的伸缩装置。第一马达运动时能够驱动多个伸缩装置同时动作,并因此驱动夹具伸出或缩回。夹具上设置有光感应传感器,通过该光感应传感器能够检测出夹具是否夹持有装饰盖。夹具与伸缩装置设置有压力传感器,伸缩装置配置有位移传感器,通过位移传感器能够判断装饰盖是否装配到位,通过压力传感器能够判断

齿轮自动装配机.pdf
本发明属于工件自动组装线领域,具体是一种齿轮自动装配机。它包括机座,机座上设置有工作台,工作台上设有用于夹持轴的夹持装置,工作台侧面设有用于放置齿轮的振动送料器,工作台上设有自动安装齿轮的装配装置,装配装置与振动送料器之间通过导向槽连接,装配装置包括横向伸缩机构与纵向伸缩机构,纵向伸缩机构端部设有旋转电磁机构,纵向伸缩机构固定在横向伸缩机构上,旋转电磁机构端部设有磁爪。本发明的优点是可以自动的在轴上组装齿轮,提高生产效率以及生产质量。

齿轮减速器自动装配设备.pdf
本发明涉及一种齿轮减速器自动装配设备,包括将齿轮箱进行传输的传输装置及沿传输装置传输方向依次排布于传输装置侧面的将齿轮外圈装入齿轮箱的外圈装配装置、检测齿轮外圈是否装配到位的外圈检测装置、同时将五个齿轮进行装配于齿轮箱内的对应安装柱上并与齿轮外圈相啮合的齿轮装配装置、将润滑油注入齿轮与齿轮外圈之间及检测润滑油是否润滑到位的润滑油注入装置、将垫圈装配于齿轮外圈上方的垫圈装配装置和将齿轮盖板装配于五个齿轮上的齿轮盖板装配装置。采用上述方案,本发明提供一种提高合格率并提高装配效率的齿轮减速器自动装配设备。

一种角磨转子齿轮箱装配设备及其装配方法.pdf
本发明涉及一种角磨转子齿轮箱装配设备及其装配方法,包括机柜,所述机柜中部设置台板,所述台板上方前部设有轴承装配机构,所述轴承装配机构后方设置转子驱动机构,所述转子驱动机构右侧设置滑动机构,所述机柜上部设置控制装置;本发明设置与转子外形适配的筒体结构转子夹套筒,转子夹持方便;设置齿轮座、螺母放置槽,使旋转伞齿轮、螺母定位精确;设置滑板、导轨、滑动座、滑动槽、推拉座、第四气缸、推拉导柱,使滑动座移动平稳;设置转子驱动机构,实现对转子夹套筒、转子的平稳驱动,通过扭力传感器检测旋紧扭力,提高了装配效率;设置四根支