
一种胎面半部件导电胶条连续在线检测装置及其使用方法.pdf

雨巷****莺莺

1/7
2/7

3/7

4/7
5/7
6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种胎面半部件导电胶条连续在线检测装置及其使用方法.pdf
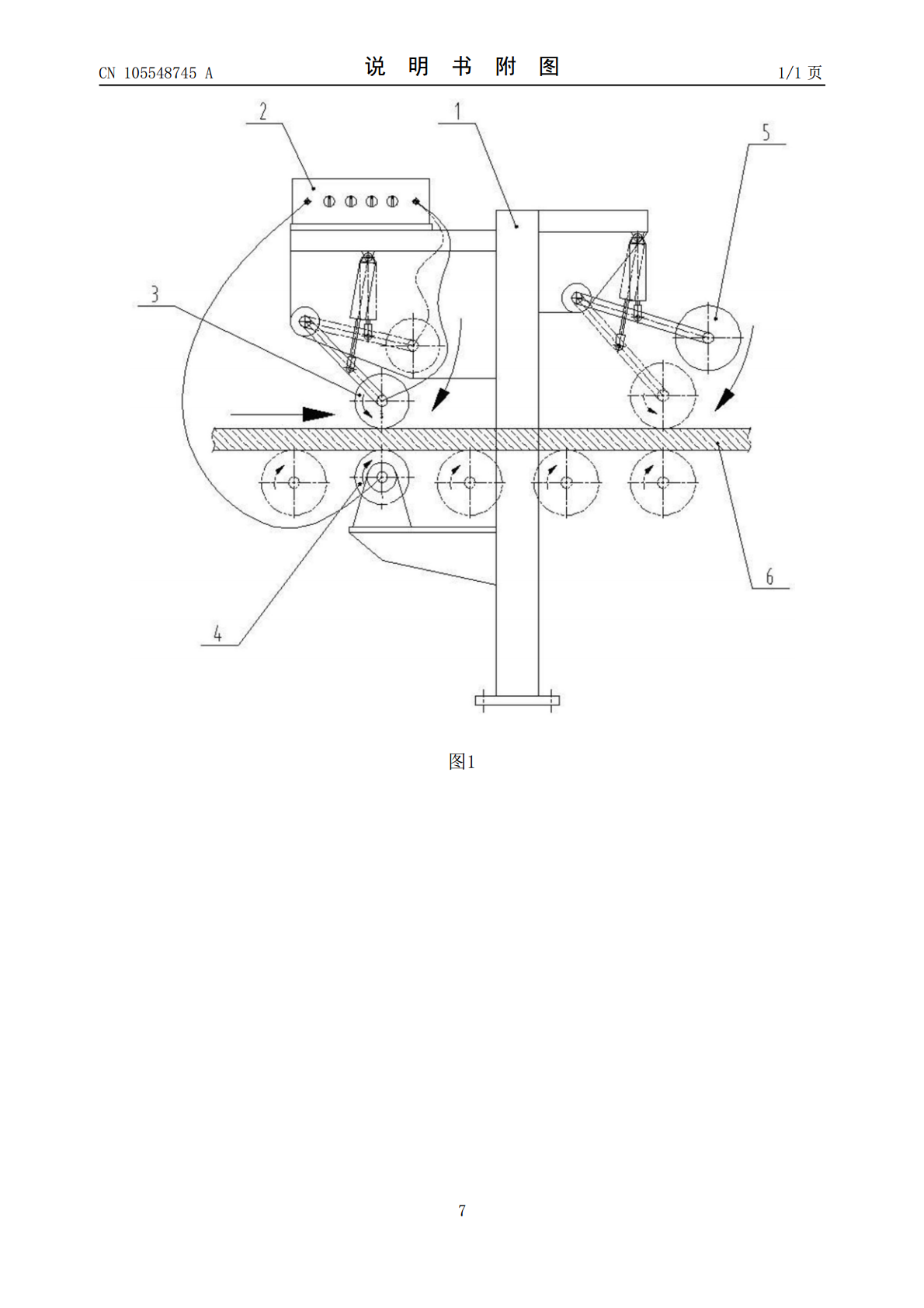
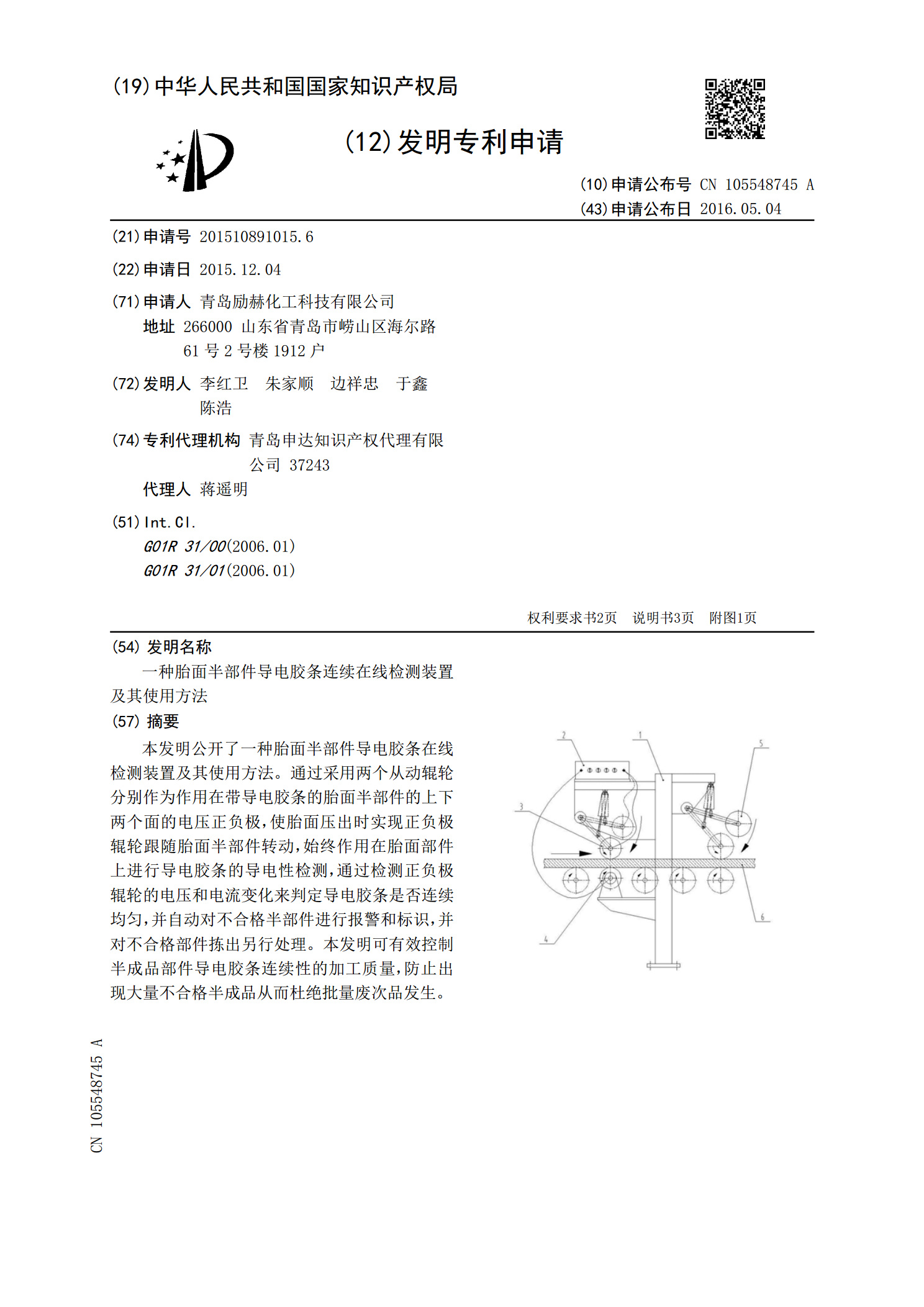
本发明公开了一种胎面半部件导电胶条在线检测装置及其使用方法。通过采用两个从动辊轮分别作为作用在带导电胶条的胎面半部件的上下两个面的电压正负极,使胎面压出时实现正负极辊轮跟随胎面半部件转动,始终作用在胎面部件上进行导电胶条的导电性检测,通过检测正负极辊轮的电压和电流变化来判定导电胶条是否连续均匀,并自动对不合格半部件进行报警和标识,并对不合格部件拣出另行处理。本发明可有效控制半成品部件导电胶条连续性的加工质量,防止出现大量不合格半成品从而杜绝批量废次品发生。

一种胶料半部件表面粘性在线检测装置及其使用方法.pdf
一种胶料半部件表面粘性在线检测装置,包括可调节高度的安装支架(1)、表面粘性检测控制系统(2)、表面贴合有特殊材质的从动辊轮(3)及高精度扭矩传感器(4),所述装置安装在胶料压延制品半部件压出线前段的输送辊道处,安装支架(1)固定在压出线的架体或地面上;表面粘性检测控制系统(2)放置在安装支架(1)的上方,其数据线和高精度扭矩传感器(4)相连;高精度扭矩传感器(4)安装在表面贴合有特殊材质的从动辊轮(3)上;安装在安装支架(1)上的从动辊轮(3)与橡胶压延制品半部件(5)的上表面接触,其可沿铰接轴摆动并可
一种辊面温度在线检测方法及其装置.pdf
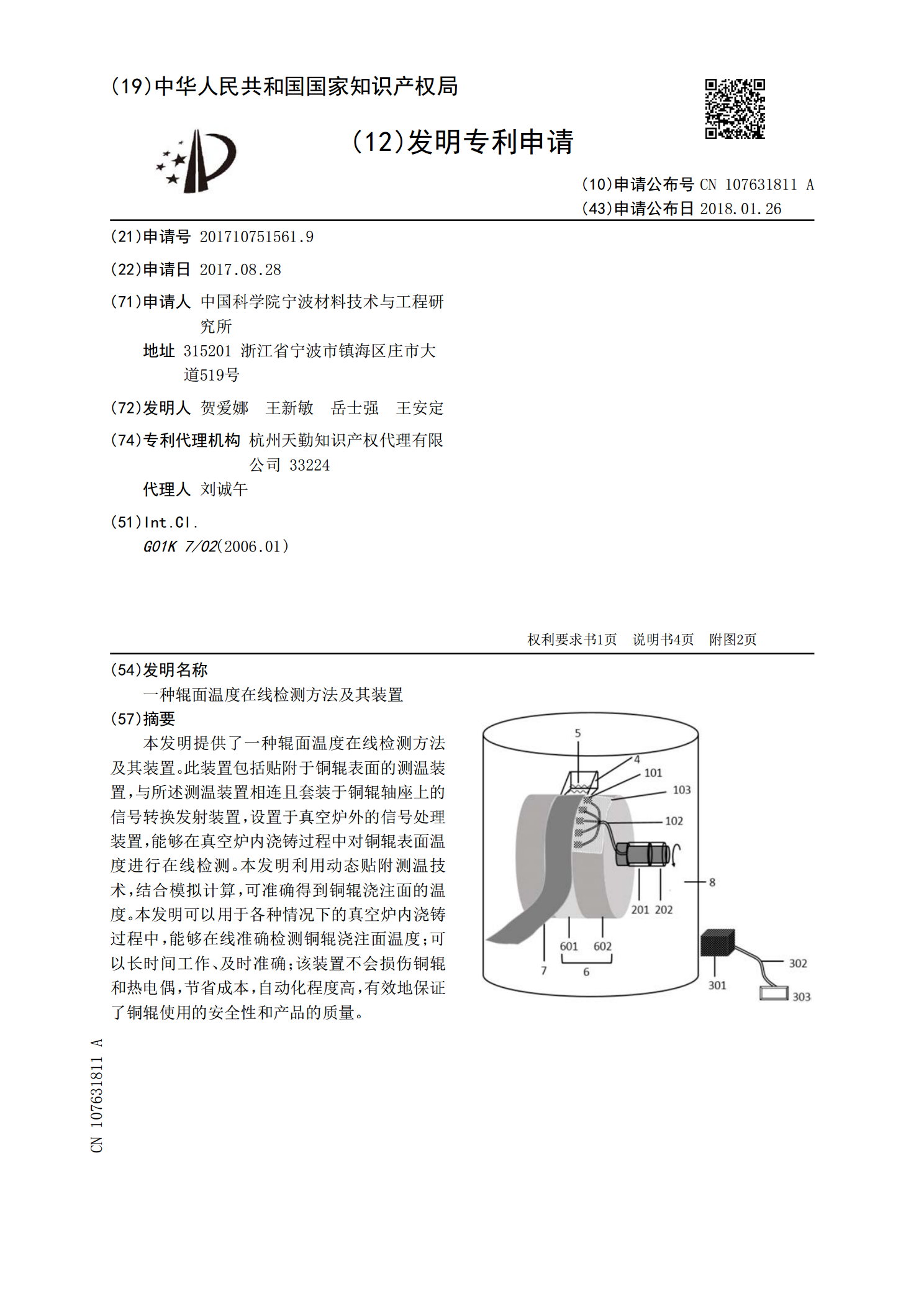
本发明提供了一种辊面温度在线检测方法及其装置。此装置包括贴附于铜辊表面的测温装置,与所述测温装置相连且套装于铜辊轴座上的信号转换发射装置,设置于真空炉外的信号处理装置,能够在真空炉内浇铸过程中对铜辊表面温度进行在线检测。本发明利用动态贴附测温技术,结合模拟计算,可准确得到铜辊浇注面的温度。本发明可以用于各种情况下的真空炉内浇铸过程中,能够在线准确检测铜辊浇注面温度;可以长时间工作、及时准确;该装置不会损伤铜辊和热电偶,节省成本,自动化程度高,有效地保证了铜辊使用的安全性和产品的质量。
一种在线拉引量检测装置及其使用方法.pdf
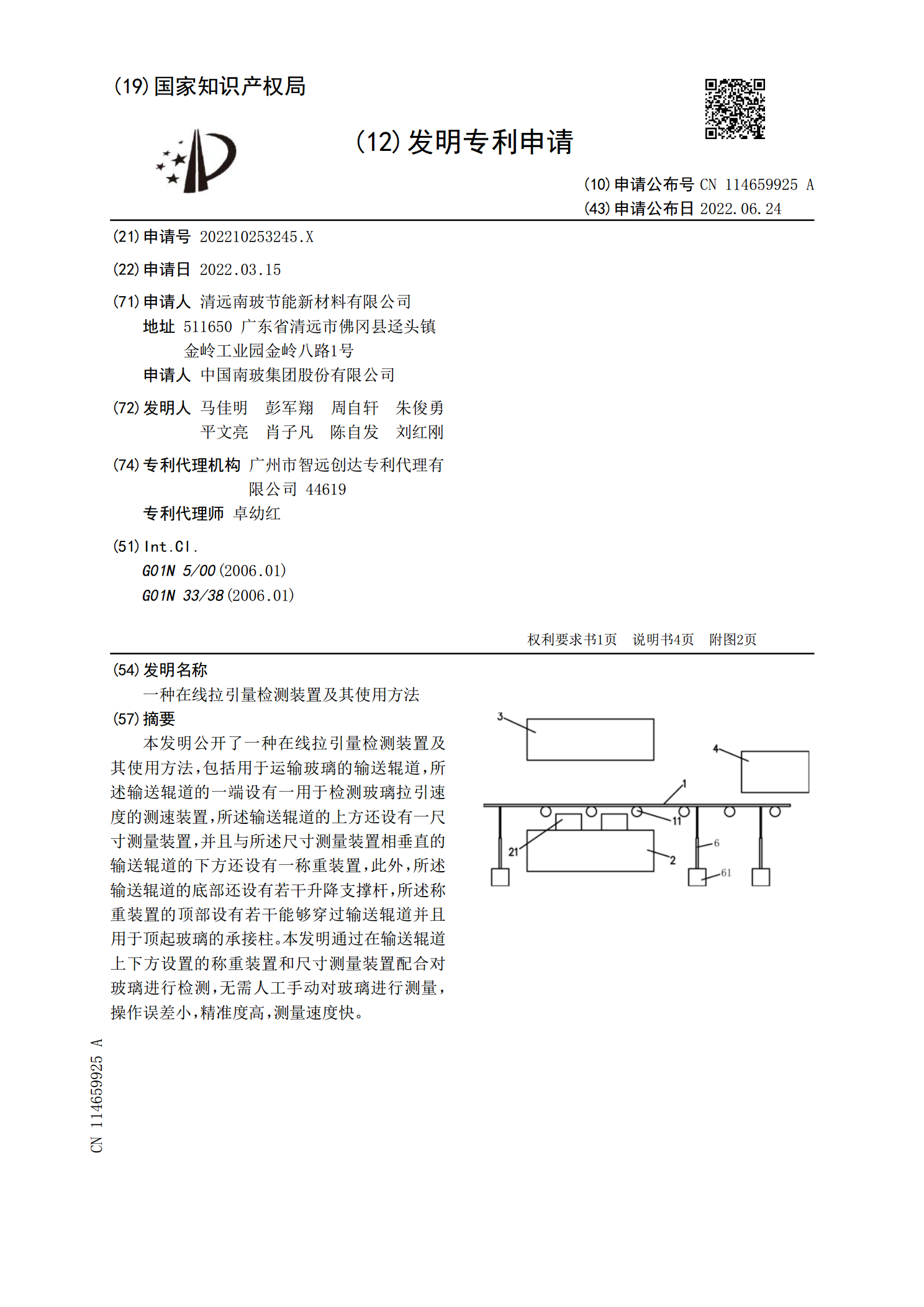
本发明公开了一种在线拉引量检测装置及其使用方法,包括用于运输玻璃的输送辊道,所述输送辊道的一端设有一用于检测玻璃拉引速度的测速装置,所述输送辊道的上方还设有一尺寸测量装置,并且与所述尺寸测量装置相垂直的输送辊道的下方还设有一称重装置,此外,所述输送辊道的底部还设有若干升降支撑杆,所述称重装置的顶部设有若干能够穿过输送辊道并且用于顶起玻璃的承接柱。本发明通过在输送辊道上下方设置的称重装置和尺寸测量装置配合对玻璃进行检测,无需人工手动对玻璃进行测量,操作误差小,精准度高,测量速度快。
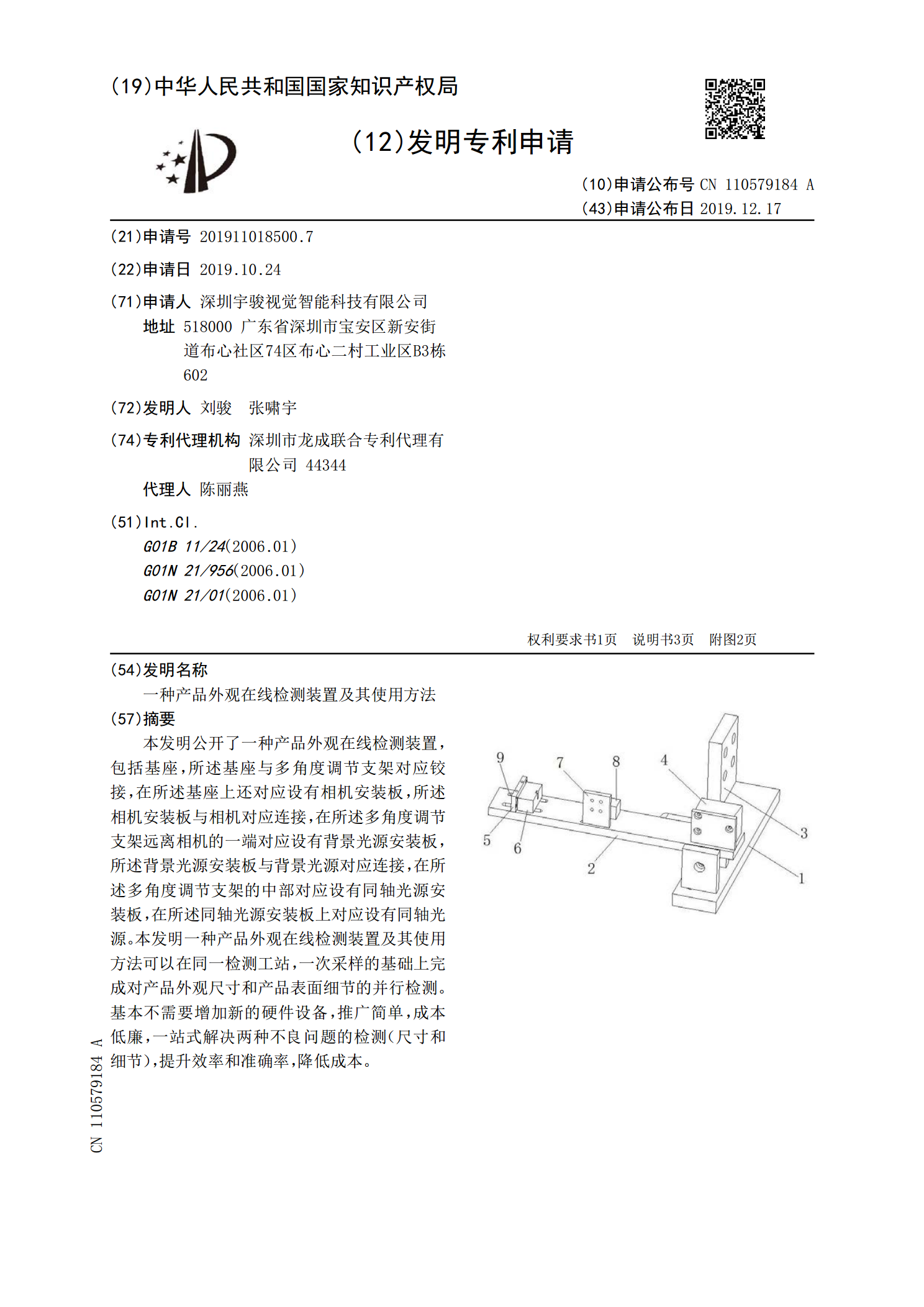
一种产品外观在线检测装置及其使用方法.pdf
本发明公开了一种产品外观在线检测装置,包括基座,所述基座与多角度调节支架对应铰接,在所述基座上还对应设有相机安装板,所述相机安装板与相机对应连接,在所述多角度调节支架远离相机的一端对应设有背景光源安装板,所述背景光源安装板与背景光源对应连接,在所述多角度调节支架的中部对应设有同轴光源安装板,在所述同轴光源安装板上对应设有同轴光源。本发明一种产品外观在线检测装置及其使用方法可以在同一检测工站,一次采样的基础上完成对产品外观尺寸和产品表面细节的并行检测。基本不需要增加新的硬件设备,推广简单,成本低廉,一站式解