
一种在线拉引量检测装置及其使用方法.pdf

朋兴****en


1/8

2/8

3/8

4/8

5/8
6/8

7/8
8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种在线拉引量检测装置及其使用方法.pdf
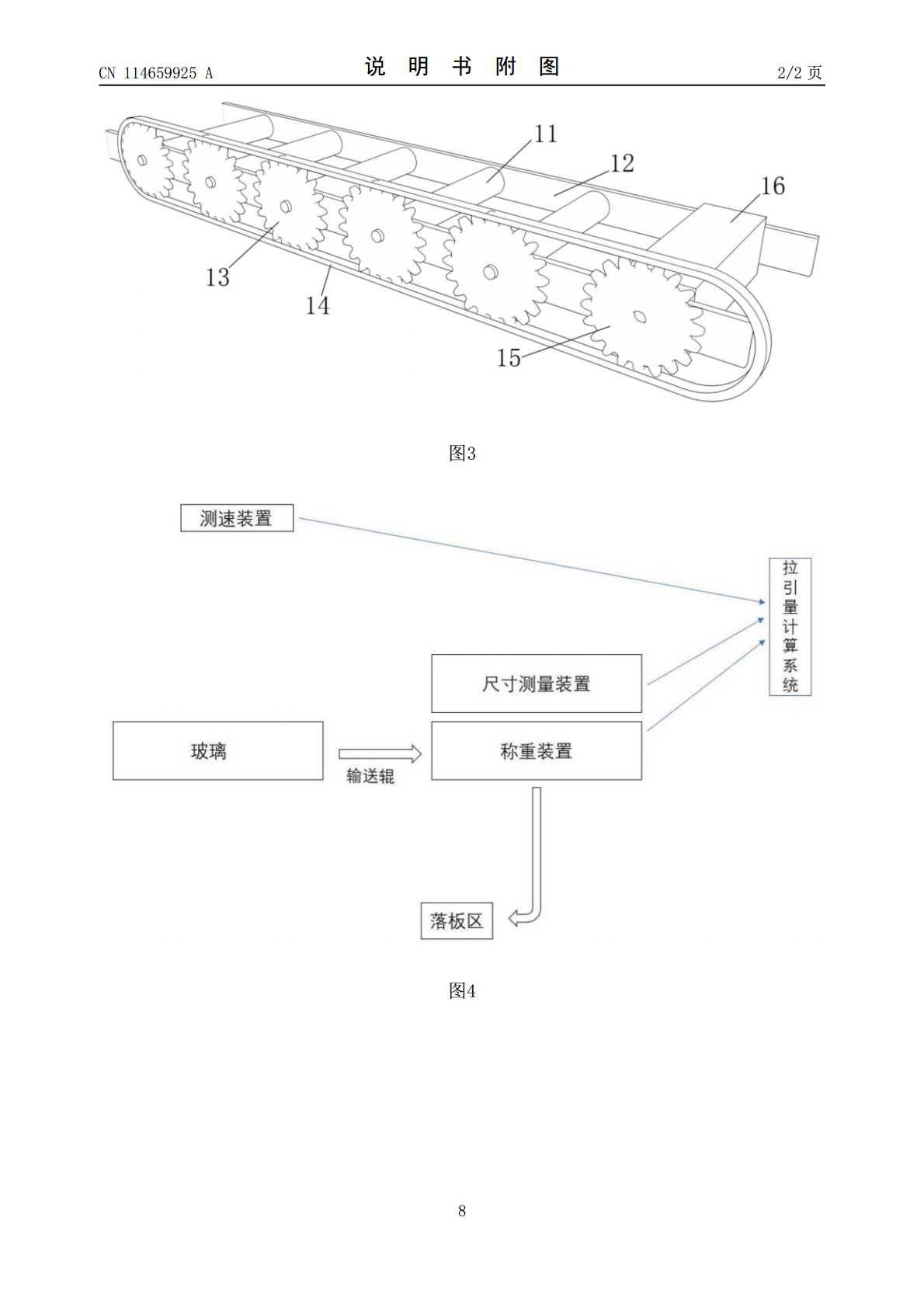
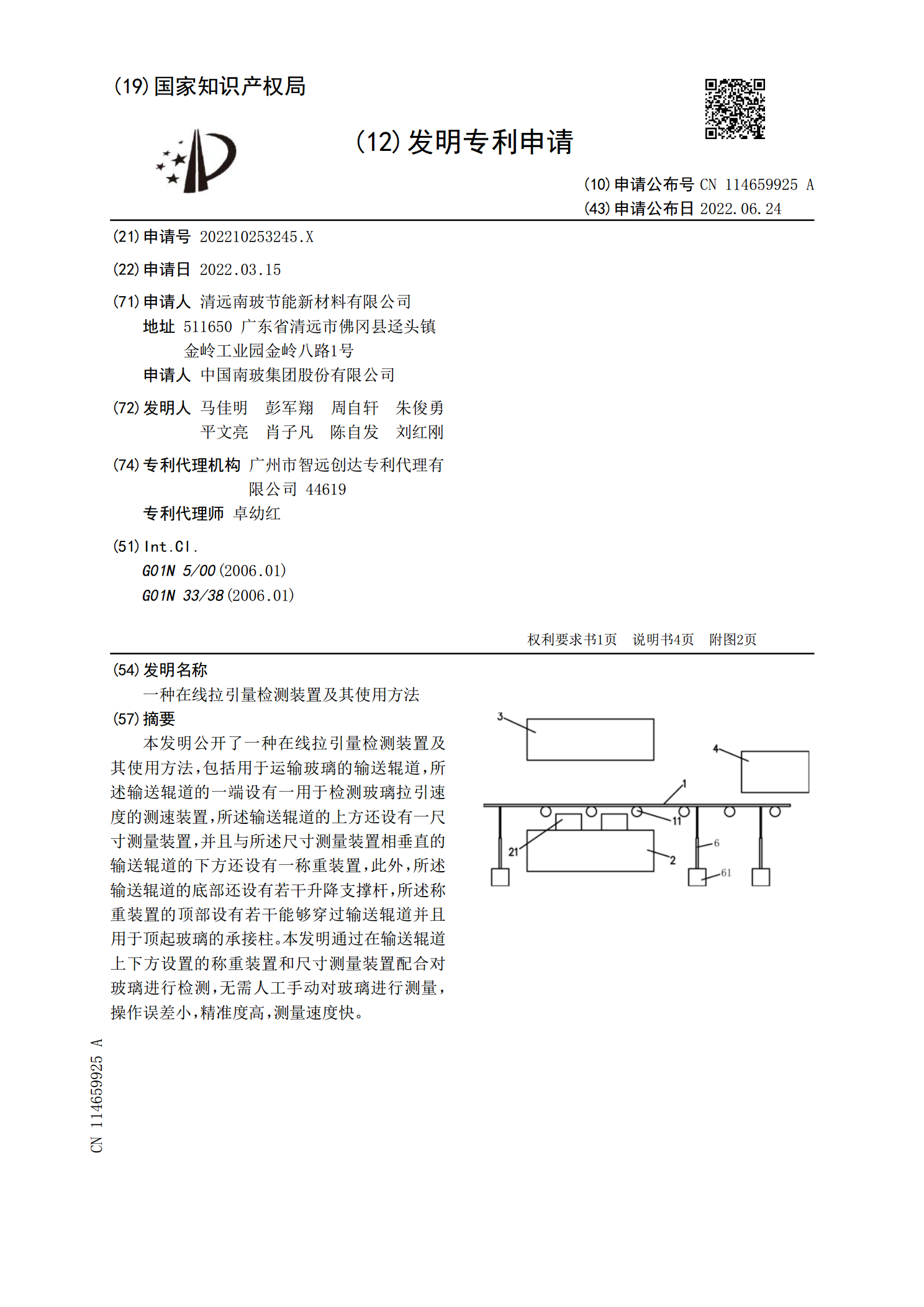
本发明公开了一种在线拉引量检测装置及其使用方法,包括用于运输玻璃的输送辊道,所述输送辊道的一端设有一用于检测玻璃拉引速度的测速装置,所述输送辊道的上方还设有一尺寸测量装置,并且与所述尺寸测量装置相垂直的输送辊道的下方还设有一称重装置,此外,所述输送辊道的底部还设有若干升降支撑杆,所述称重装置的顶部设有若干能够穿过输送辊道并且用于顶起玻璃的承接柱。本发明通过在输送辊道上下方设置的称重装置和尺寸测量装置配合对玻璃进行检测,无需人工手动对玻璃进行测量,操作误差小,精准度高,测量速度快。
一种产品外观在线检测装置及其使用方法.pdf
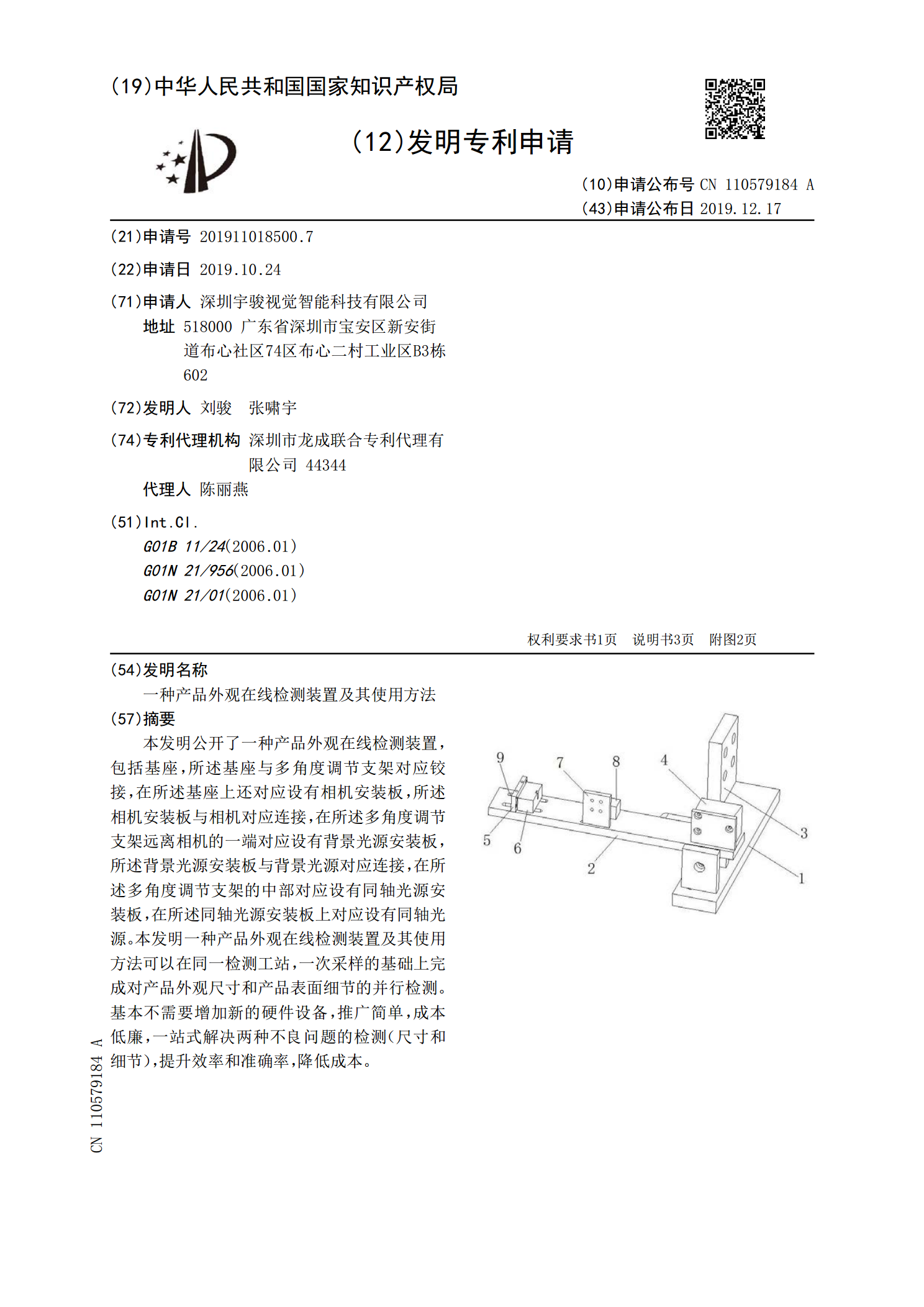
本发明公开了一种产品外观在线检测装置,包括基座,所述基座与多角度调节支架对应铰接,在所述基座上还对应设有相机安装板,所述相机安装板与相机对应连接,在所述多角度调节支架远离相机的一端对应设有背景光源安装板,所述背景光源安装板与背景光源对应连接,在所述多角度调节支架的中部对应设有同轴光源安装板,在所述同轴光源安装板上对应设有同轴光源。本发明一种产品外观在线检测装置及其使用方法可以在同一检测工站,一次采样的基础上完成对产品外观尺寸和产品表面细节的并行检测。基本不需要增加新的硬件设备,推广简单,成本低廉,一站式解
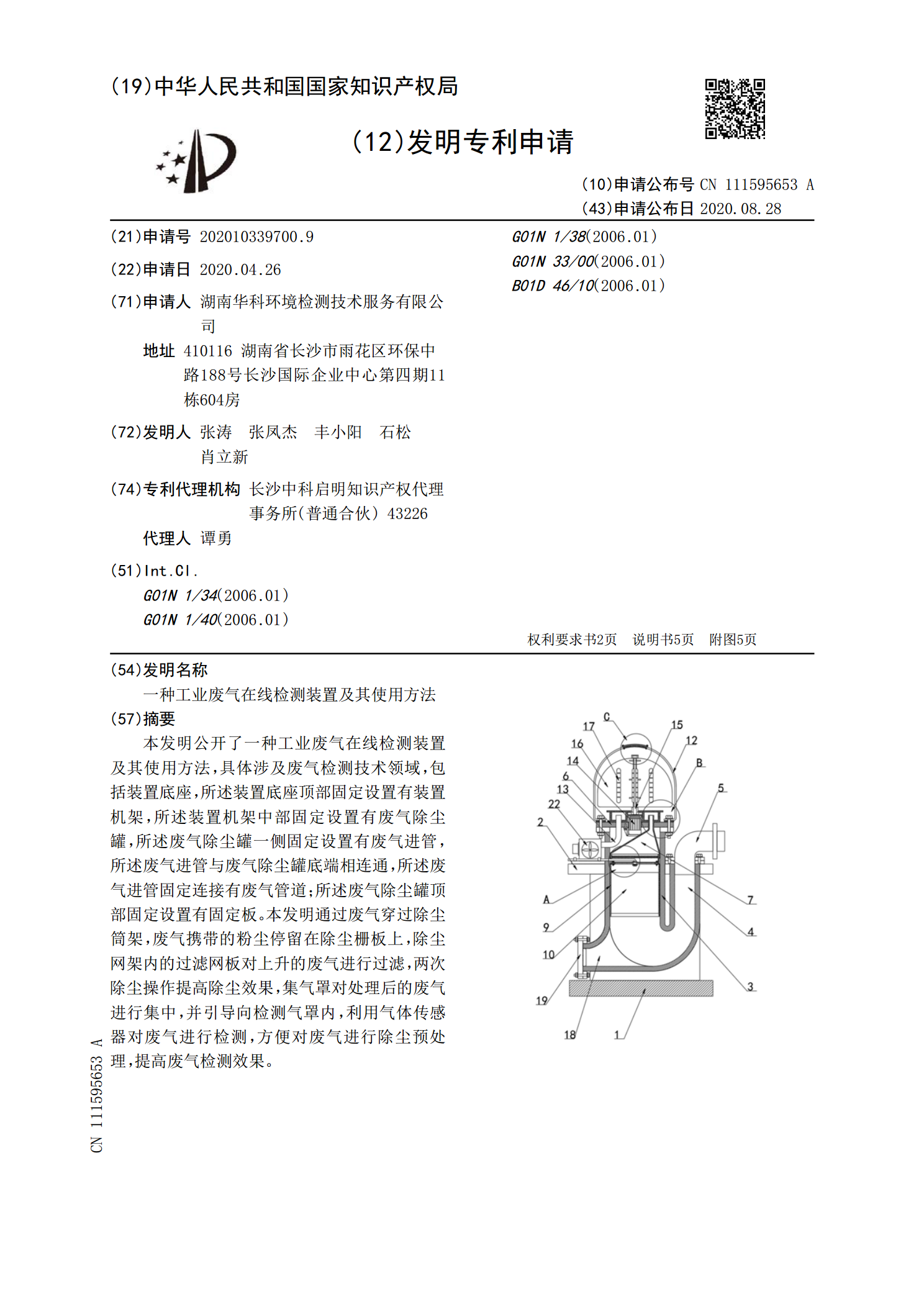
一种工业废气在线检测装置及其使用方法.pdf
本发明公开了一种工业废气在线检测装置及其使用方法,具体涉及废气检测技术领域,包括装置底座,所述装置底座顶部固定设置有装置机架,所述装置机架中部固定设置有废气除尘罐,所述废气除尘罐一侧固定设置有废气进管,所述废气进管与废气除尘罐底端相连通,所述废气进管固定连接有废气管道;所述废气除尘罐顶部固定设置有固定板。本发明通过废气穿过除尘筒架,废气携带的粉尘停留在除尘栅板上,除尘网架内的过滤网板对上升的废气进行过滤,两次除尘操作提高除尘效果,集气罩对处理后的废气进行集中,并引导向检测气罩内,利用气体传感器对废气进行检

一种胶料半部件表面粘性在线检测装置及其使用方法.pdf
一种胶料半部件表面粘性在线检测装置,包括可调节高度的安装支架(1)、表面粘性检测控制系统(2)、表面贴合有特殊材质的从动辊轮(3)及高精度扭矩传感器(4),所述装置安装在胶料压延制品半部件压出线前段的输送辊道处,安装支架(1)固定在压出线的架体或地面上;表面粘性检测控制系统(2)放置在安装支架(1)的上方,其数据线和高精度扭矩传感器(4)相连;高精度扭矩传感器(4)安装在表面贴合有特殊材质的从动辊轮(3)上;安装在安装支架(1)上的从动辊轮(3)与橡胶压延制品半部件(5)的上表面接触,其可沿铰接轴摆动并可
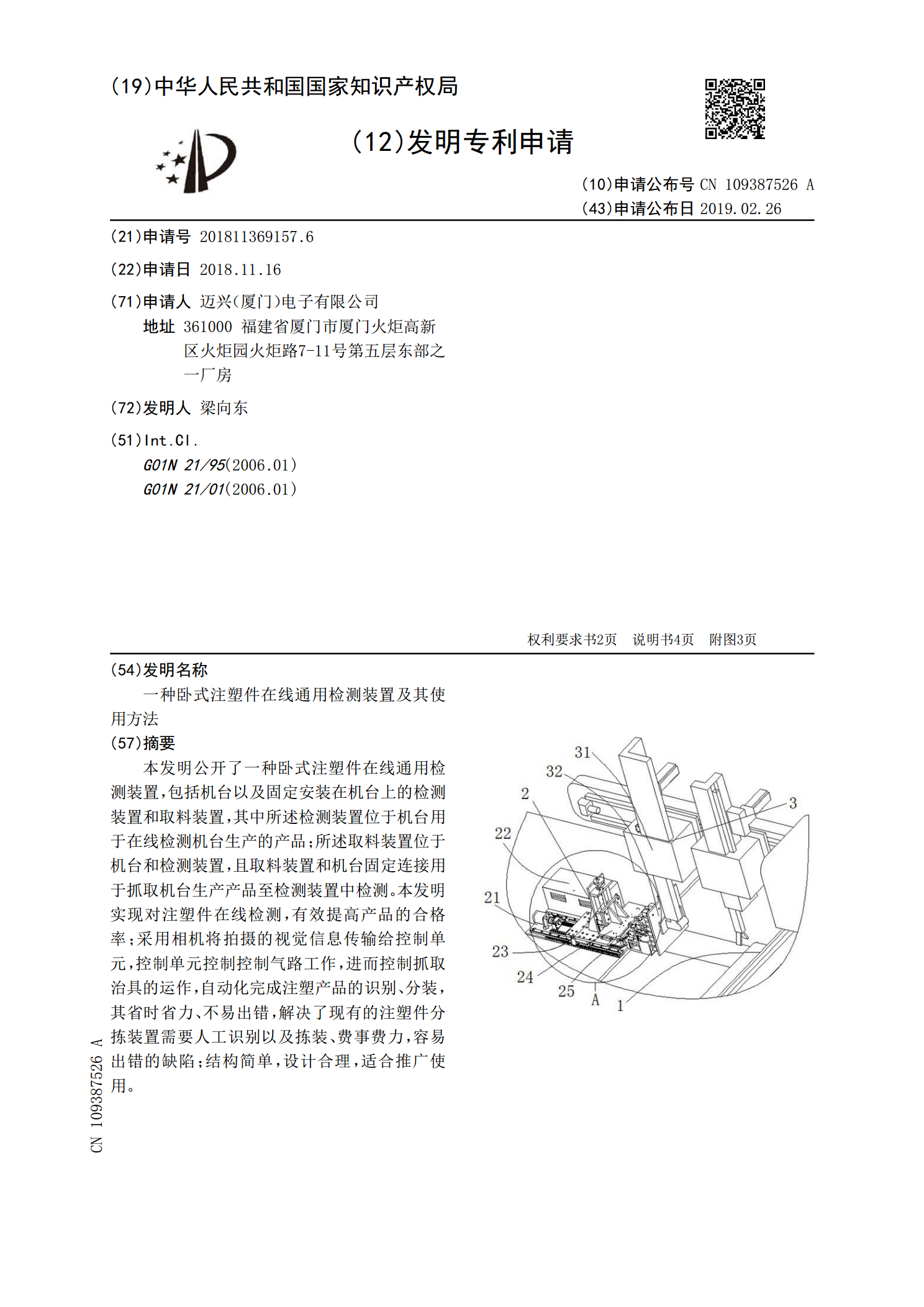
一种卧式注塑件在线通用检测装置及其使用方法.pdf
本发明公开了一种卧式注塑件在线通用检测装置,包括机台以及固定安装在机台上的检测装置和取料装置,其中所述检测装置位于机台用于在线检测机台生产的产品;所述取料装置位于机台和检测装置,且取料装置和机台固定连接用于抓取机台生产产品至检测装置中检测。本发明实现对注塑件在线检测,有效提高产品的合格率;采用相机将拍摄的视觉信息传输给控制单元,控制单元控制控制气路工作,进而控制抓取治具的运作,自动化完成注塑产品的识别、分装,其省时省力、不易出错,解决了现有的注塑件分拣装置需要人工识别以及拣装、费事费力,容易出错的缺陷;结