
叠片式锂离子电池极片冲切用的辅助工装及冲切方法.pdf

是你****噩呀


1/6

2/6

3/6

4/6

5/6

6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

叠片式锂离子电池极片冲切用的辅助工装及冲切方法.pdf
本发明公开了一种叠片式锂离子电池极片冲切用的辅助工装及冲切方法:至少包括:支撑底座;支撑底座的上表面为平面;安装于支撑底座上表面的滚轴、压辊、以及固定支架;滚轴和压辊的中心轴相互平行;压辊位于滚轴和固定支架之间;安装于固定支架上的调节板;调节板与支撑底座的上表面相平行;调节板上安装有光敏红外传感器;调节板的下表面固定有至少两条支撑腿;支撑腿的长度小于调节板下表面与支撑底座上表面之间的距离;支撑腿的下端安装有滚轮。通过采用上述技术方案,本发明提高了冲剪后的极片的一致性;避免后道工序中因为极片带料或者露箔造成
叠片机极片冲切装置.pdf
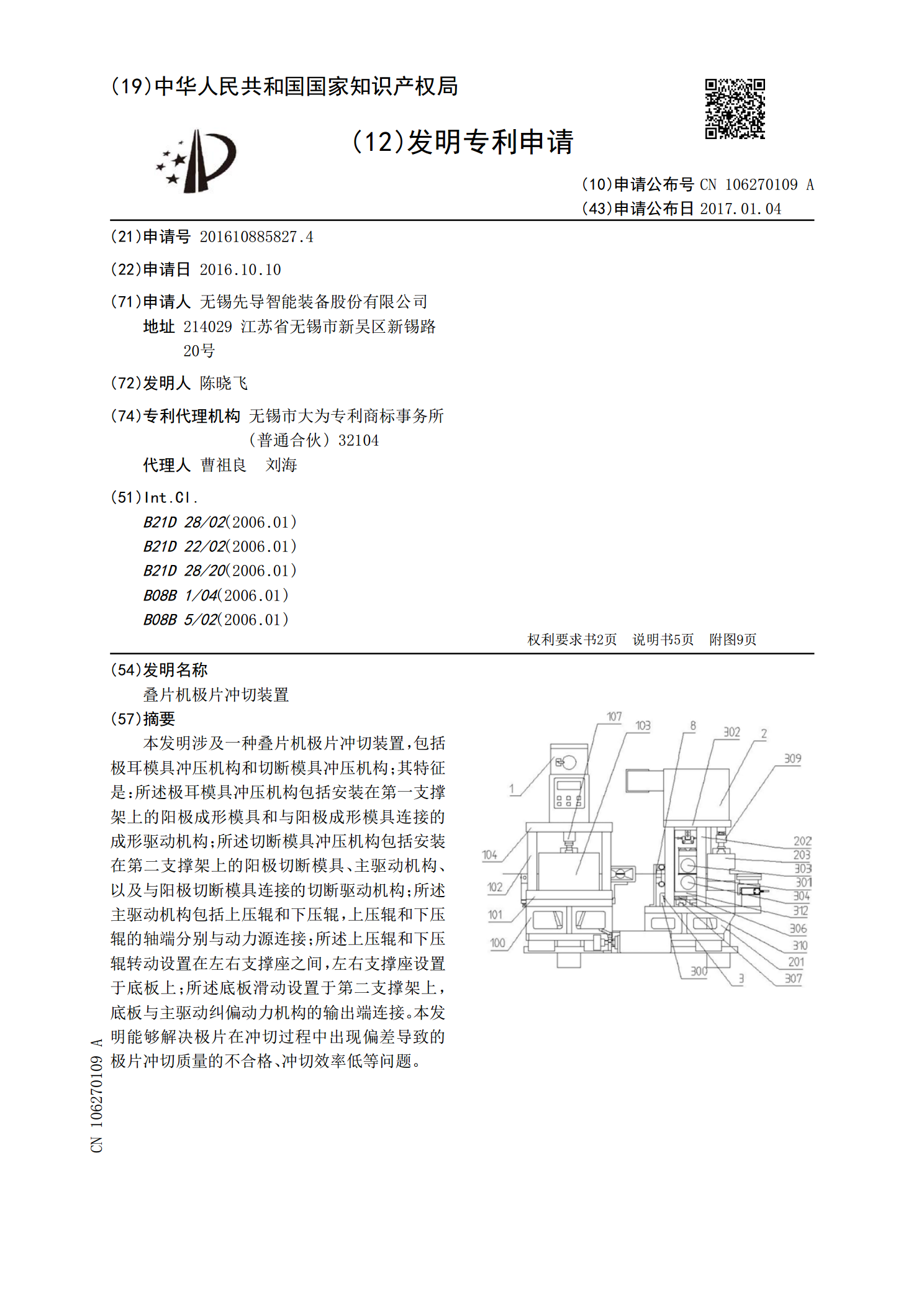
本发明涉及一种叠片机极片冲切装置,包括极耳模具冲压机构和切断模具冲压机构;其特征是:所述极耳模具冲压机构包括安装在第一支撑架上的阳极成形模具和与阳极成形模具连接的成形驱动机构;所述切断模具冲压机构包括安装在第二支撑架上的阳极切断模具、主驱动机构、以及与阳极切断模具连接的切断驱动机构;所述主驱动机构包括上压辊和下压辊,上压辊和下压辊的轴端分别与动力源连接;所述上压辊和下压辊转动设置在左右支撑座之间,左右支撑座设置于底板上;所述底板滑动设置于第二支撑架上,底板与主驱动纠偏动力机构的输出端连接。本发明能够解决极

触控母板冲切方法、冲切刀具及冲切刀模.pdf
本发明涉及一种触控母板冲切方法、冲切刀具及冲切刀模。触控母板冲切方法用于冲切触控母板后得到触控基板及母板废料,触控母板的一表面设有保护膜,触控基板设有绑定区,绑定区的一边与触控基板的一边重合为第一边缘,触控基板的边缘还包括第二边缘,第一边缘的两端分别与第二边缘的两端连接,绑定区还包括第三边缘,第三边缘的两端分别与第一边缘的两端连接,触控基板冲切方法包括:沿第一边缘进行冲切,切断触控基板;沿第二边缘进行冲切,切断触控基板及保护膜;沿第三边缘进行冲切,切断保护膜。上述触控母板冲切方法,在冲切触控母板得到触控基
TPV产品自动冲切机及其冲切方法.pdf
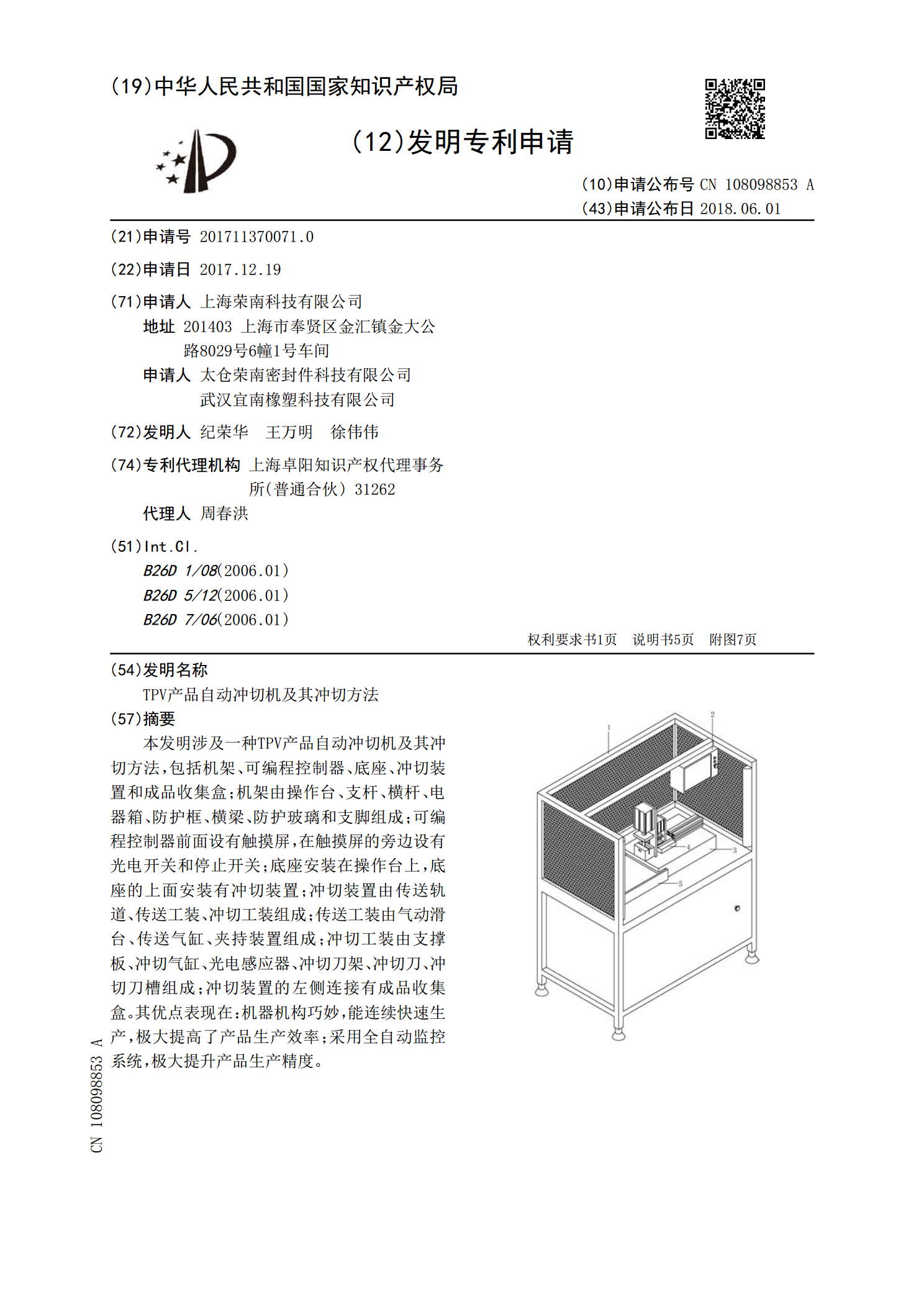
本发明涉及一种TPV产品自动冲切机及其冲切方法,包括机架、可编程控制器、底座、冲切装置和成品收集盒;机架由操作台、支杆、横杆、电器箱、防护框、横梁、防护玻璃和支脚组成;可编程控制器前面设有触摸屏,在触摸屏的旁边设有光电开关和停止开关;底座安装在操作台上,底座的上面安装有冲切装置;冲切装置由传送轨道、传送工装、冲切工装组成;传送工装由气动滑台、传送气缸、夹持装置组成;冲切工装由支撑板、冲切气缸、光电感应器、冲切刀架、冲切刀、冲切刀槽组成;冲切装置的左侧连接有成品收集盒。其优点表现在:机器机构巧妙,能连续快速

连续冲切方法.pdf
一种连续冲切方法,包含:提供板件、使用第一站冲切模具对板件施以第一冲切制程、以及使用第二站冲切模具对板件施以第二冲切制程。第一冲切制程包含:调整第一站冲切模具的冲刀的冲切深度,以决定冲刀所冲切的横向长度;以及借由板件的纵向输送,以冲刀依序在板件上形成纵向隔开的两个第一冲切缝隙。第二冲切制程包含:调整第二站冲切模具的两个冲块的横向位置;以及以两个冲块在板件上形成横向隔开的两个第二冲切区域。两个第一冲切缝隙与两个第二冲切区域相连接以形成所欲冲切形状的外轮廓。