
一种超长棒料特钢淬火装置.pdf

努力****星驰

1/6
2/6
3/6
4/6
5/6
6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种超长棒料特钢淬火装置.pdf
一种超长棒料特钢淬火装置,属于热处理技术领域,其结构包括有自动走料装置、对开式电磁感应加热装置和冷却水循环和排烟系统。自动走料装置安装在淬火设备的前部和后部,依靠摩擦力带动棒料进过对开式电磁感应加热装置完成加热淬火过程,在此过程中产生的废气和废水通过冷却水循环系统和排烟系统排走。本设备既能够实现不同直径的棒料淬火,又能够保证了进行热处理的棒料两端的直线度,避免了棒料弯曲。同时杜绝了棒料加热过程中产生的油烟以及水冷过程中产生的水汽飘散到工作现场,防止了对操作人员的身体健康产生危害。
一种超长棒料特钢淬火装置.pdf
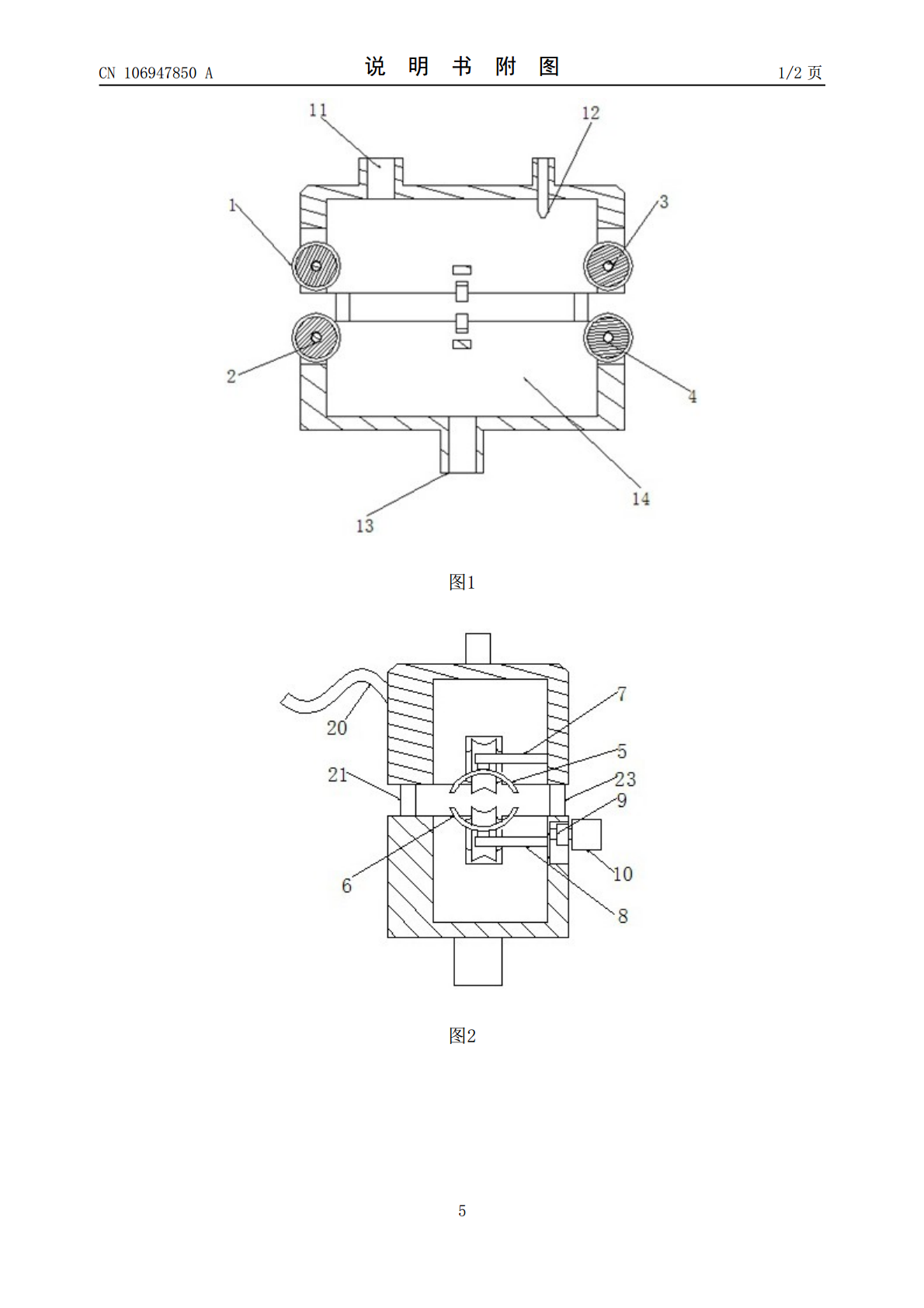
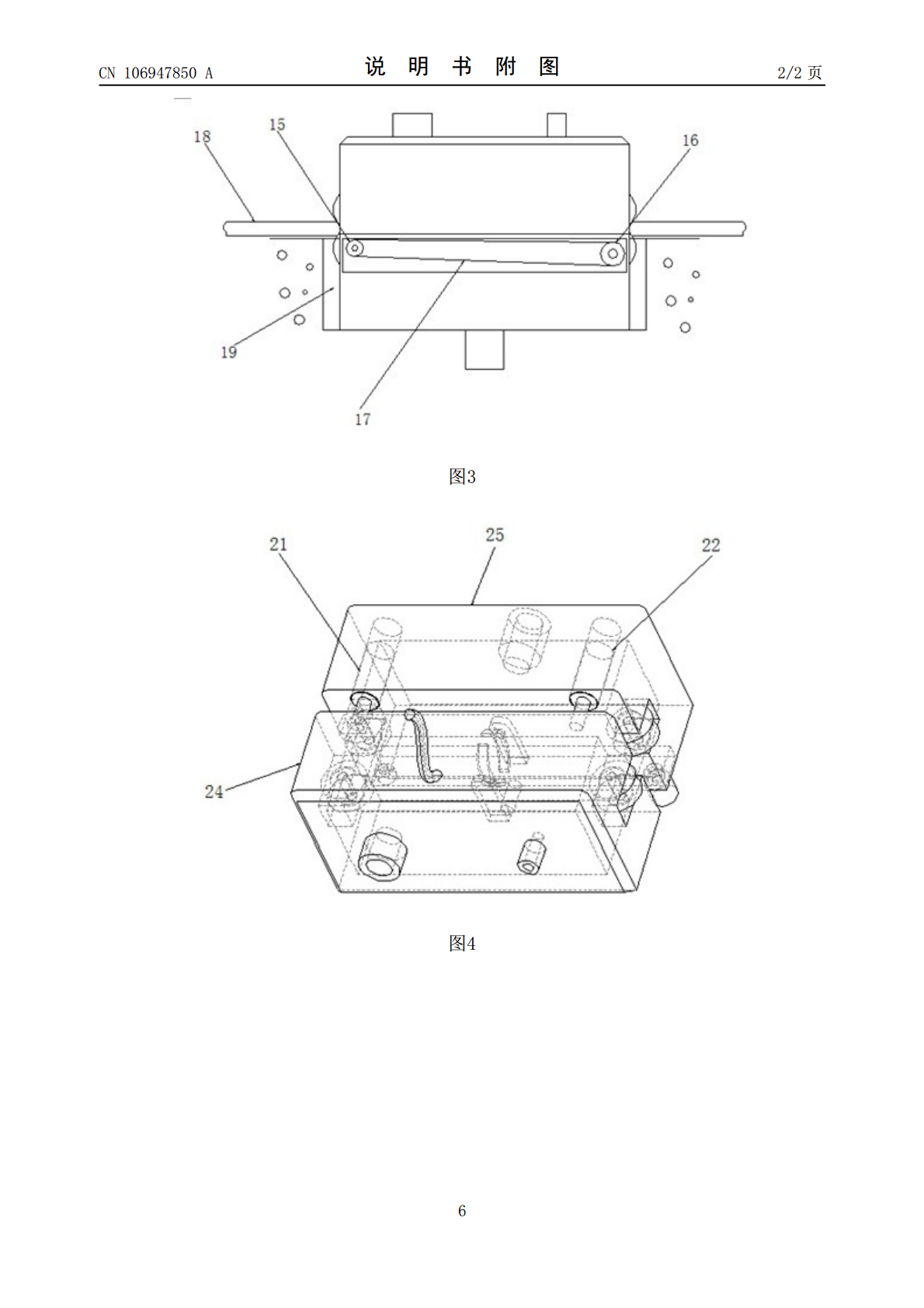
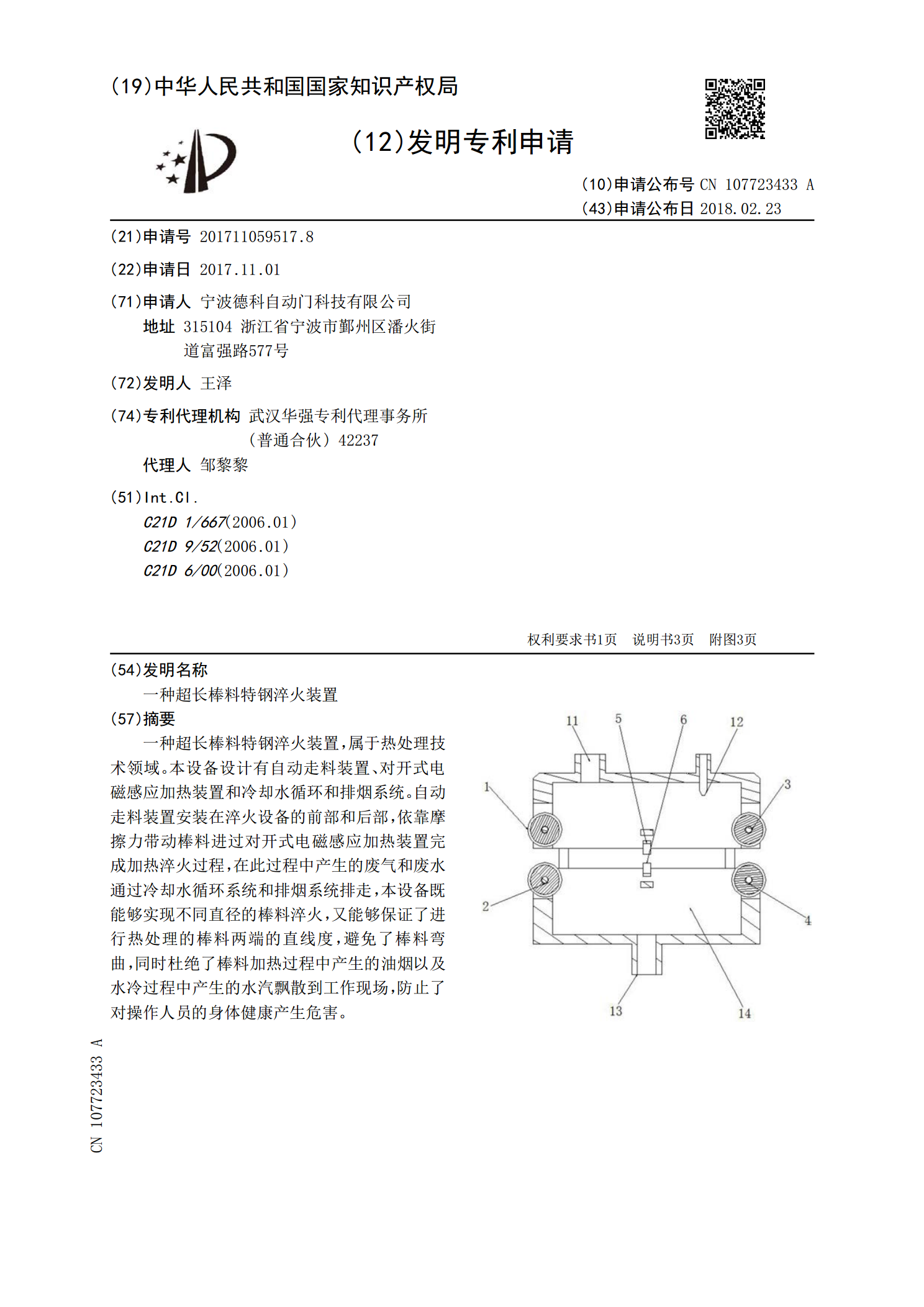
一种超长棒料特钢淬火装置,属于热处理技术领域。本设备设计有自动走料装置、对开式电磁感应加热装置和冷却水循环和排烟系统。自动走料装置安装在淬火设备的前部和后部,依靠摩擦力带动棒料进过对开式电磁感应加热装置完成加热淬火过程,在此过程中产生的废气和废水通过冷却水循环系统和排烟系统排走,本设备既能够实现不同直径的棒料淬火,又能够保证了进行热处理的棒料两端的直线度,避免了棒料弯曲,同时杜绝了棒料加热过程中产生的油烟以及水冷过程中产生的水汽飘散到工作现场,防止了对操作人员的身体健康产生危害。
一种棒料旋转感应淬火装置.pdf
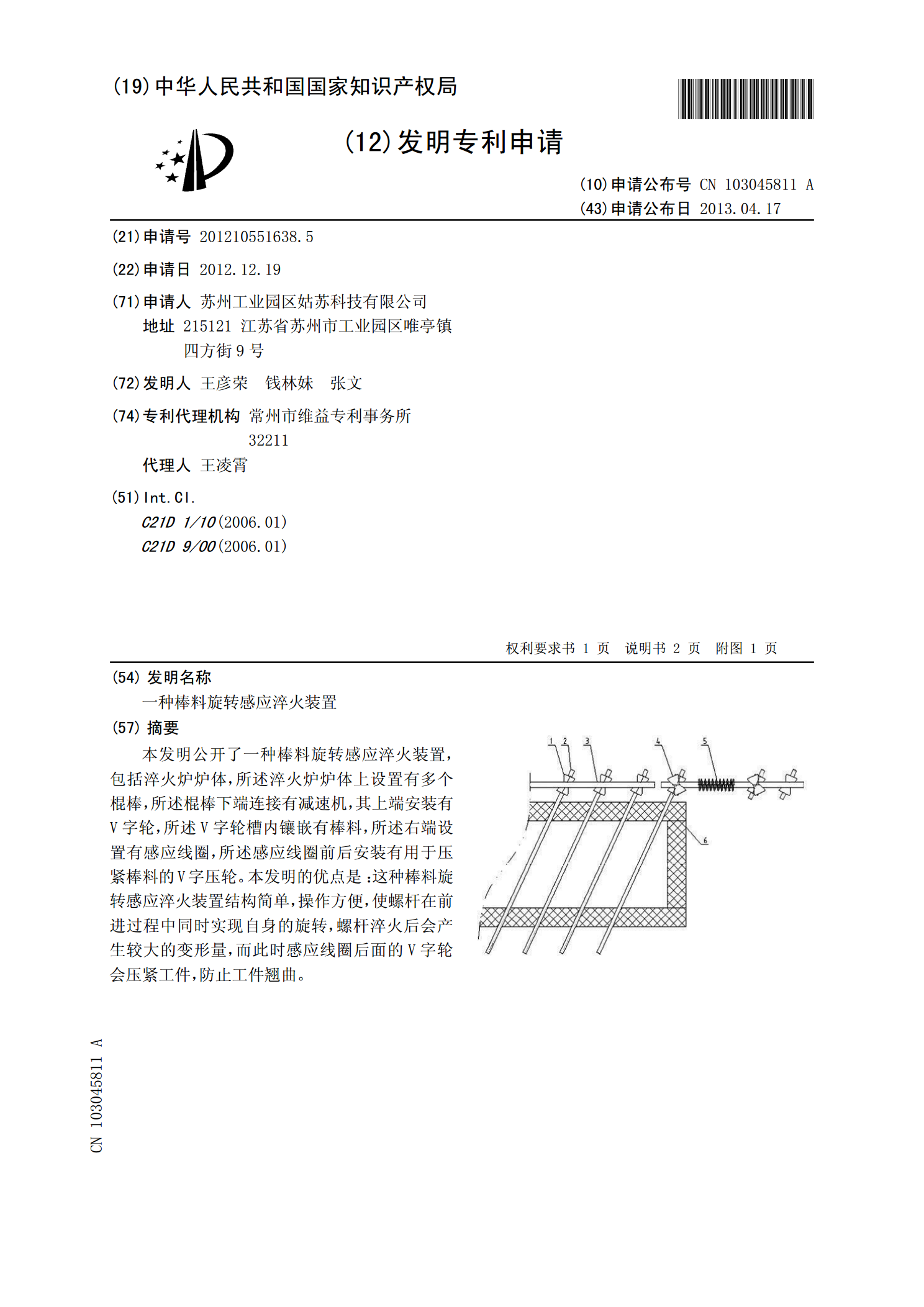
本发明公开了一种棒料旋转感应淬火装置,包括淬火炉炉体,所述淬火炉炉体上设置有多个棍棒,所述棍棒下端连接有减速机,其上端安装有V字轮,所述V字轮槽内镶嵌有棒料,所述右端设置有感应线圈,所述感应线圈前后安装有用于压紧棒料的V字压轮。本发明的优点是:这种棒料旋转感应淬火装置结构简单,操作方便,使螺杆在前进过程中同时实现自身的旋转,螺杆淬火后会产生较大的变形量,而此时感应线圈后面的V字轮会压紧工件,防止工件翘曲。
一种淬火装置.pdf
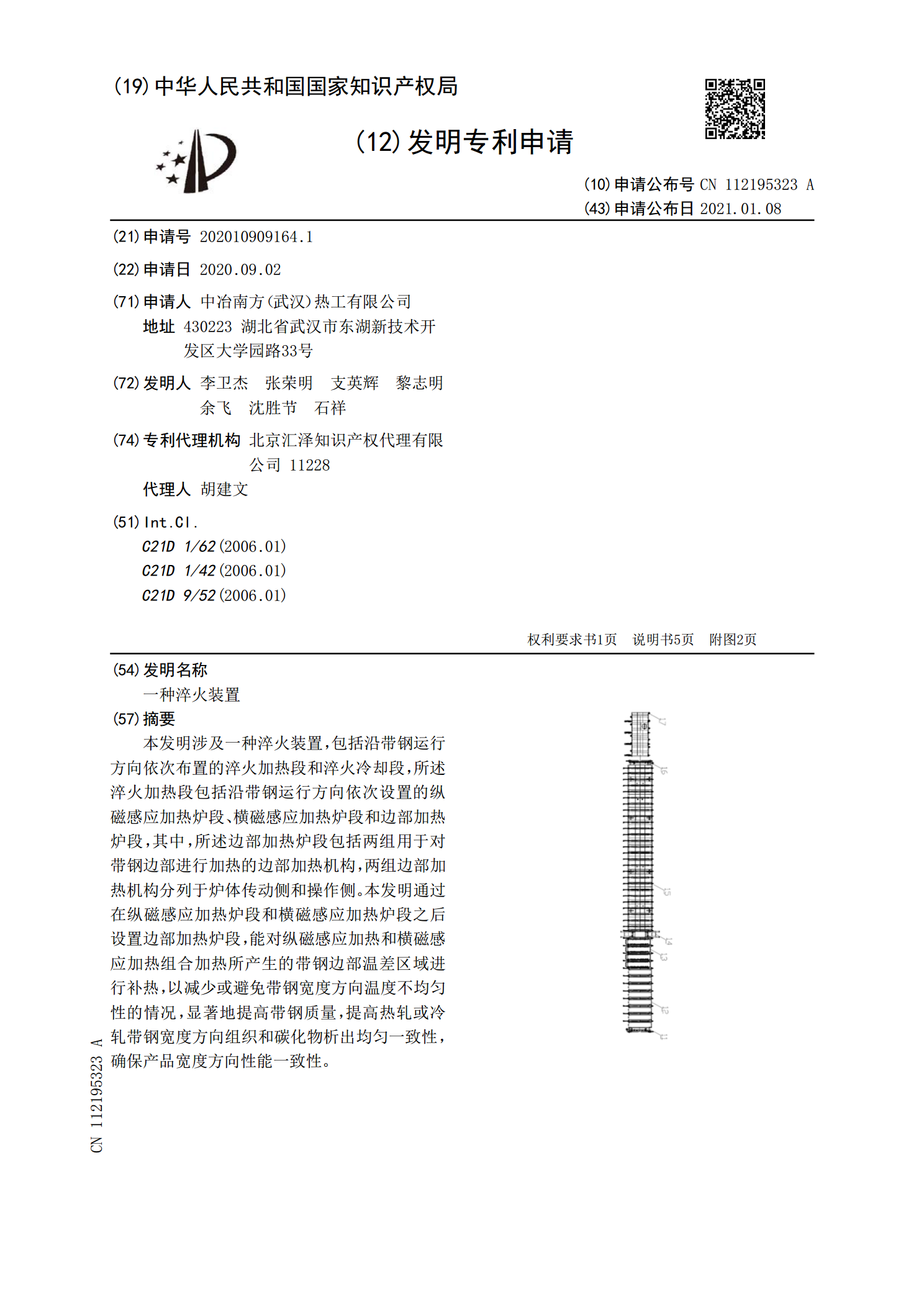
本发明涉及一种淬火装置,包括沿带钢运行方向依次布置的淬火加热段和淬火冷却段,所述淬火加热段包括沿带钢运行方向依次设置的纵磁感应加热炉段、横磁感应加热炉段和边部加热炉段,其中,所述边部加热炉段包括两组用于对带钢边部进行加热的边部加热机构,两组边部加热机构分列于炉体传动侧和操作侧。本发明通过在纵磁感应加热炉段和横磁感应加热炉段之后设置边部加热炉段,能对纵磁感应加热和横磁感应加热组合加热所产生的带钢边部温差区域进行补热,以减少或避免带钢宽度方向温度不均匀性的情况,显著地提高带钢质量,提高热轧或冷轧带钢宽度方向组
一种淬火装置.pdf
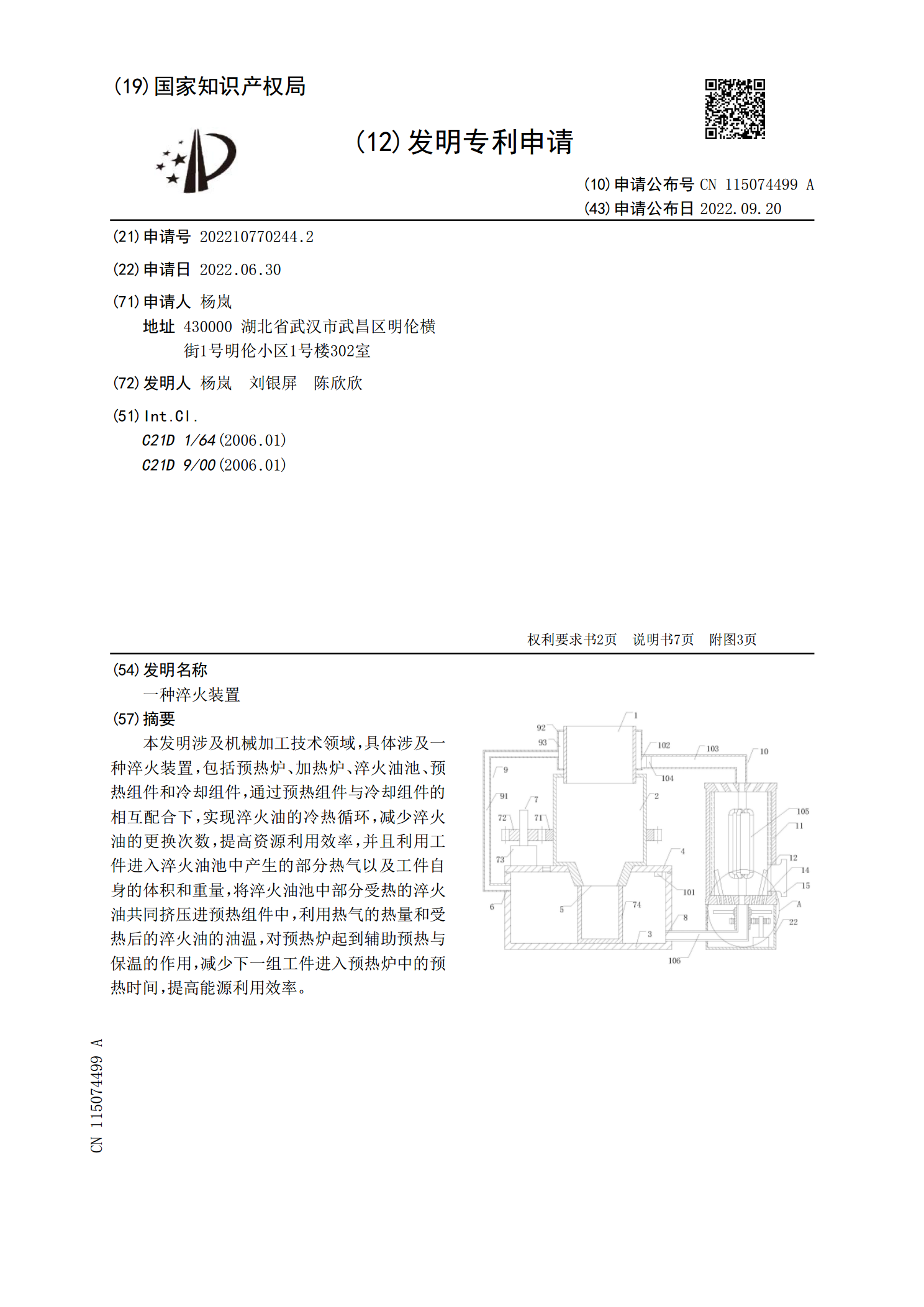
本发明涉及机械加工技术领域,具体涉及一种淬火装置,包括预热炉、加热炉、淬火油池、预热组件和冷却组件,通过预热组件与冷却组件的相互配合下,实现淬火油的冷热循环,减少淬火油的更换次数,提高资源利用效率,并且利用工件进入淬火油池中产生的部分热气以及工件自身的体积和重量,将淬火油池中部分受热的淬火油共同挤压进预热组件中,利用热气的热量和受热后的淬火油的油温,对预热炉起到辅助预热与保温的作用,减少下一组工件进入预热炉中的预热时间,提高能源利用效率。