
基于机器视觉的钻孔倒角缺陷检测装置及方法.pdf

醉香****mm

1/9
2/9
3/9
4/9
5/9
6/9
7/9
8/9
9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
基于机器视觉的钻孔倒角缺陷检测装置及方法.pdf
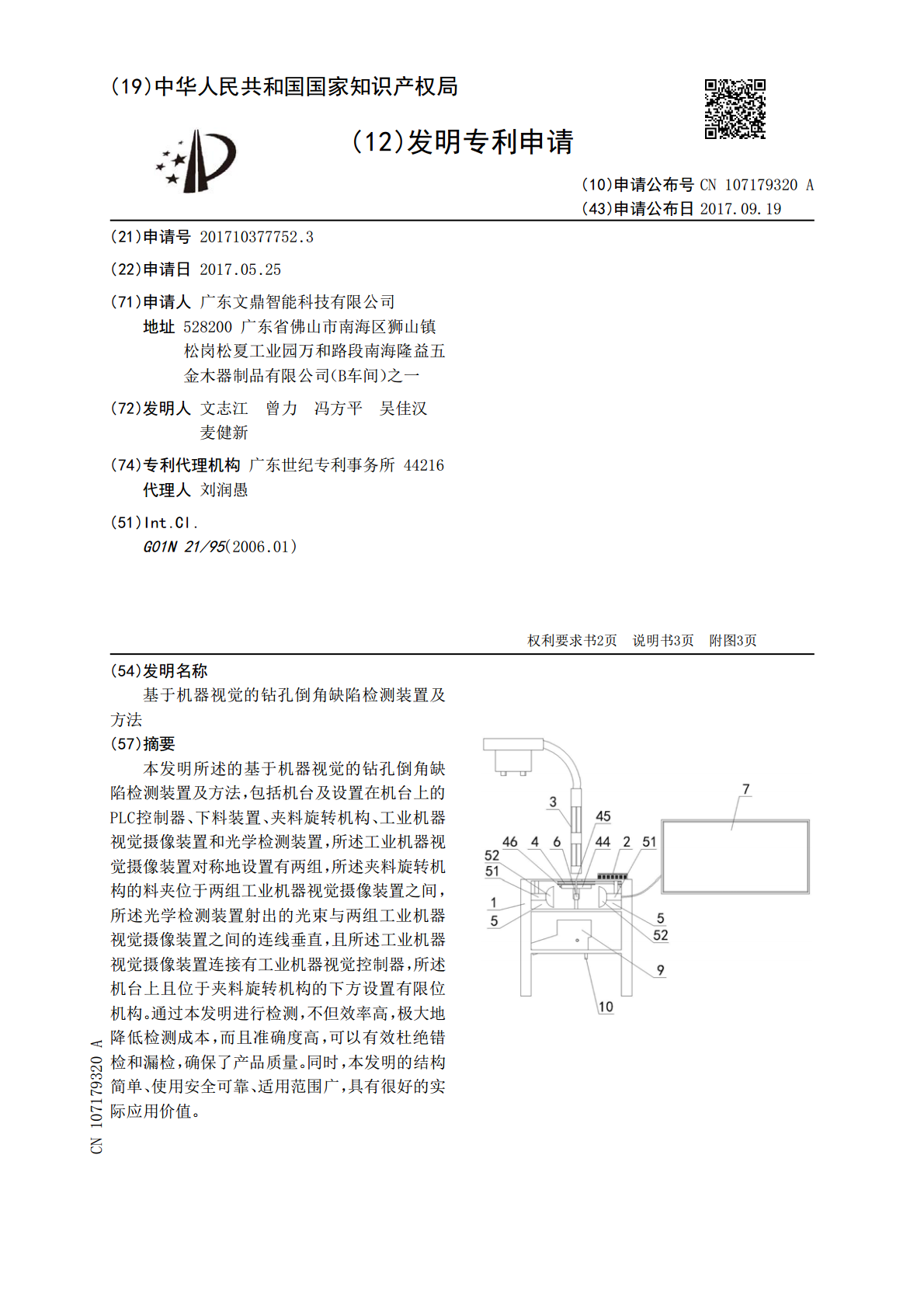
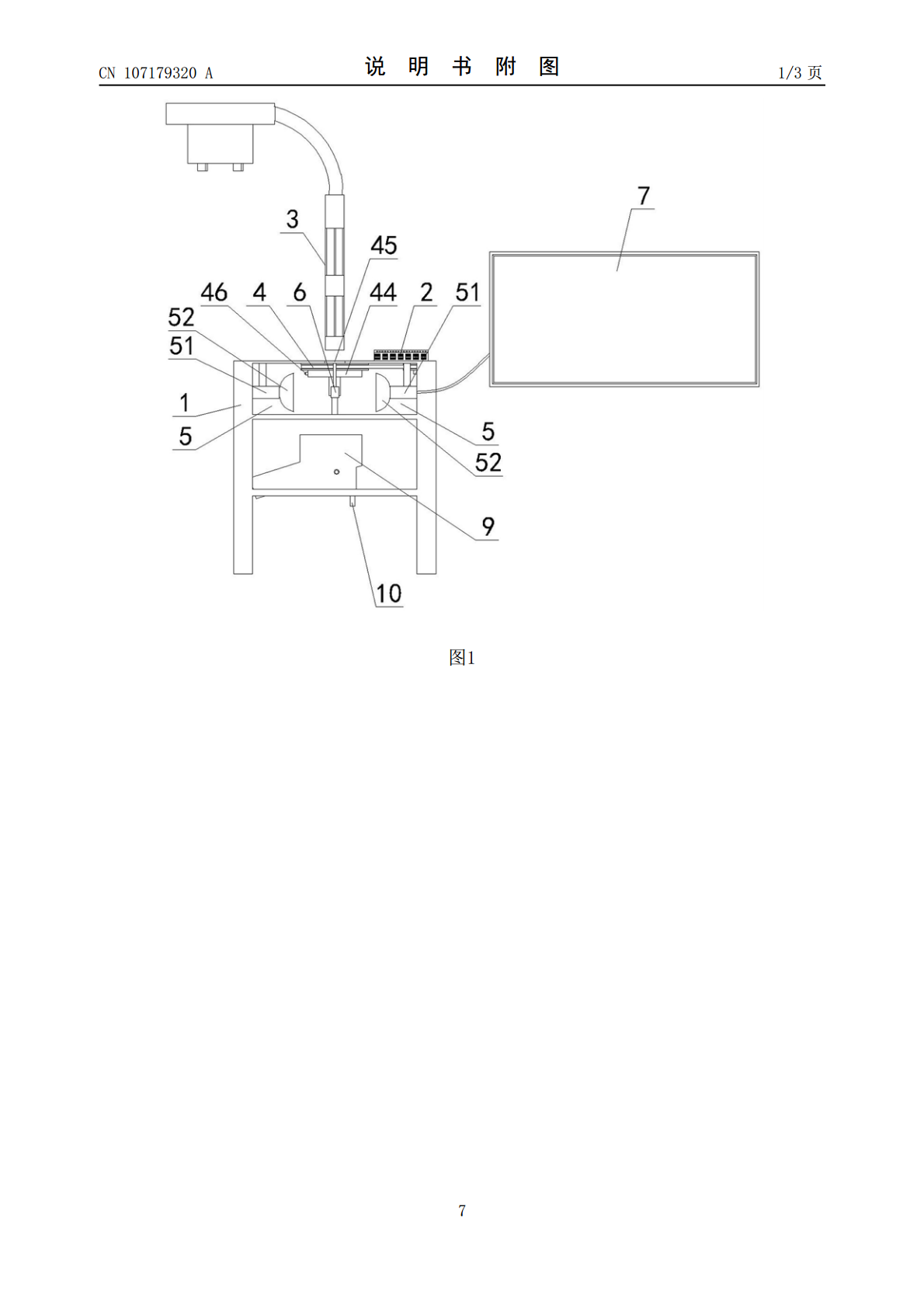
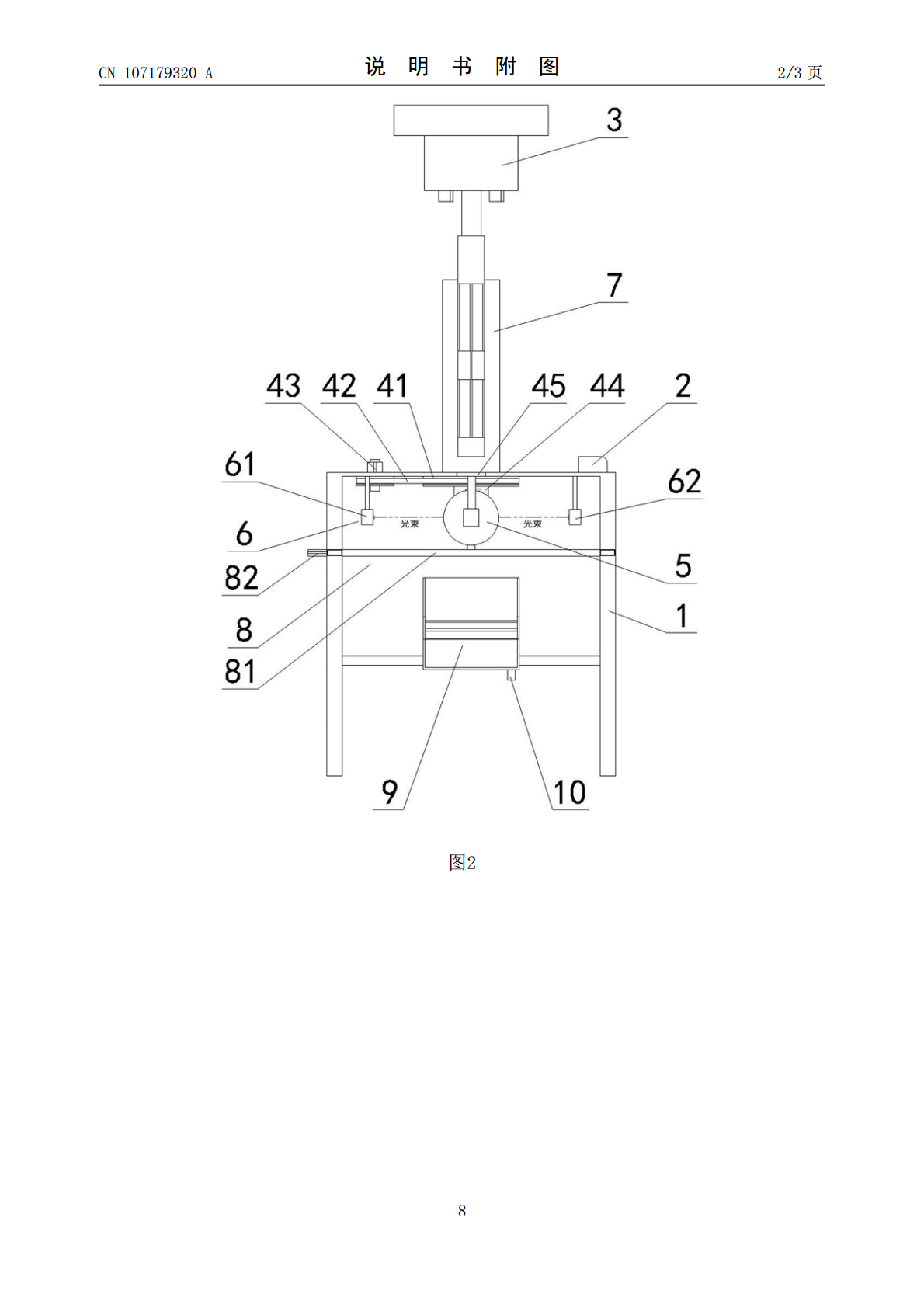
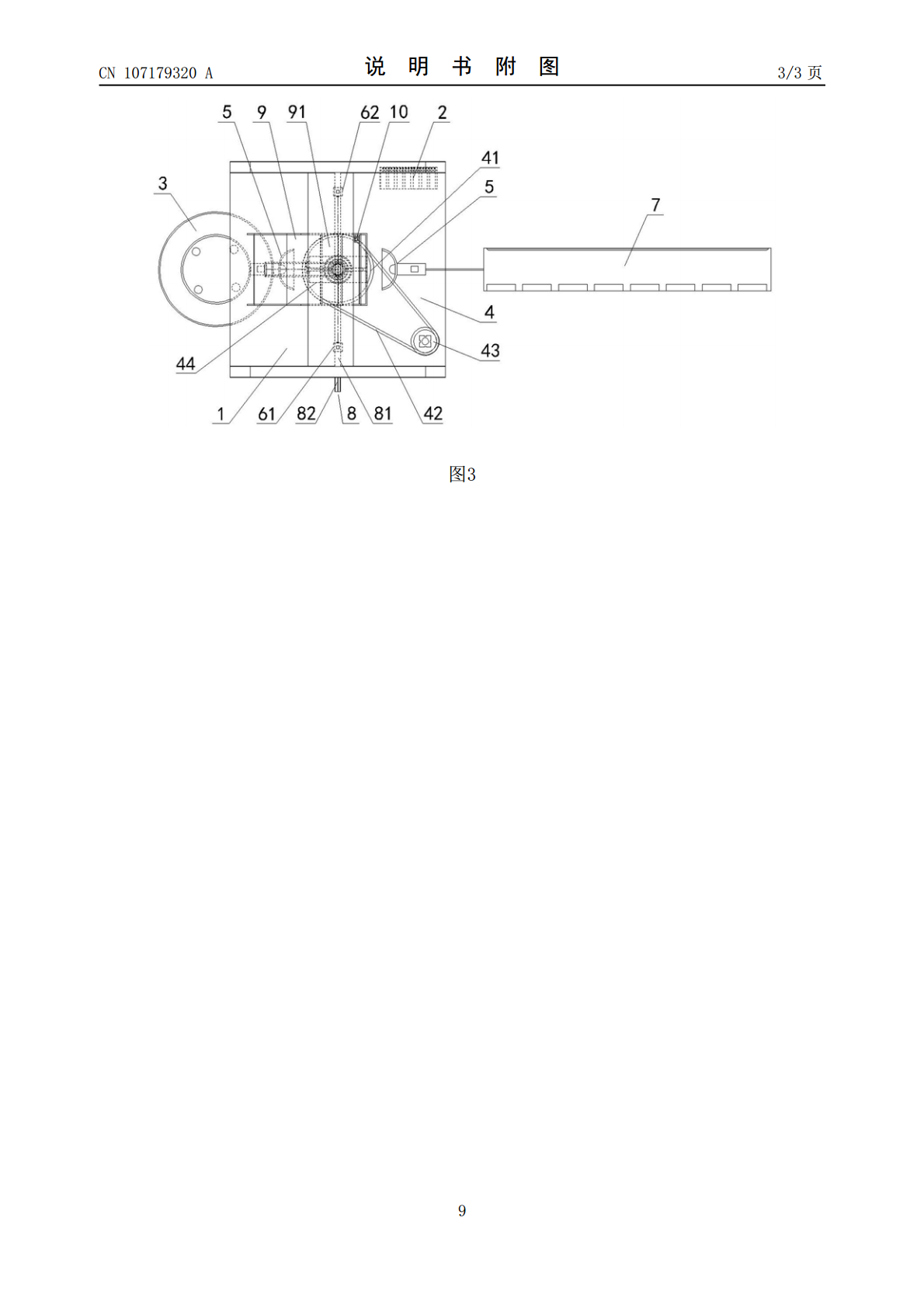
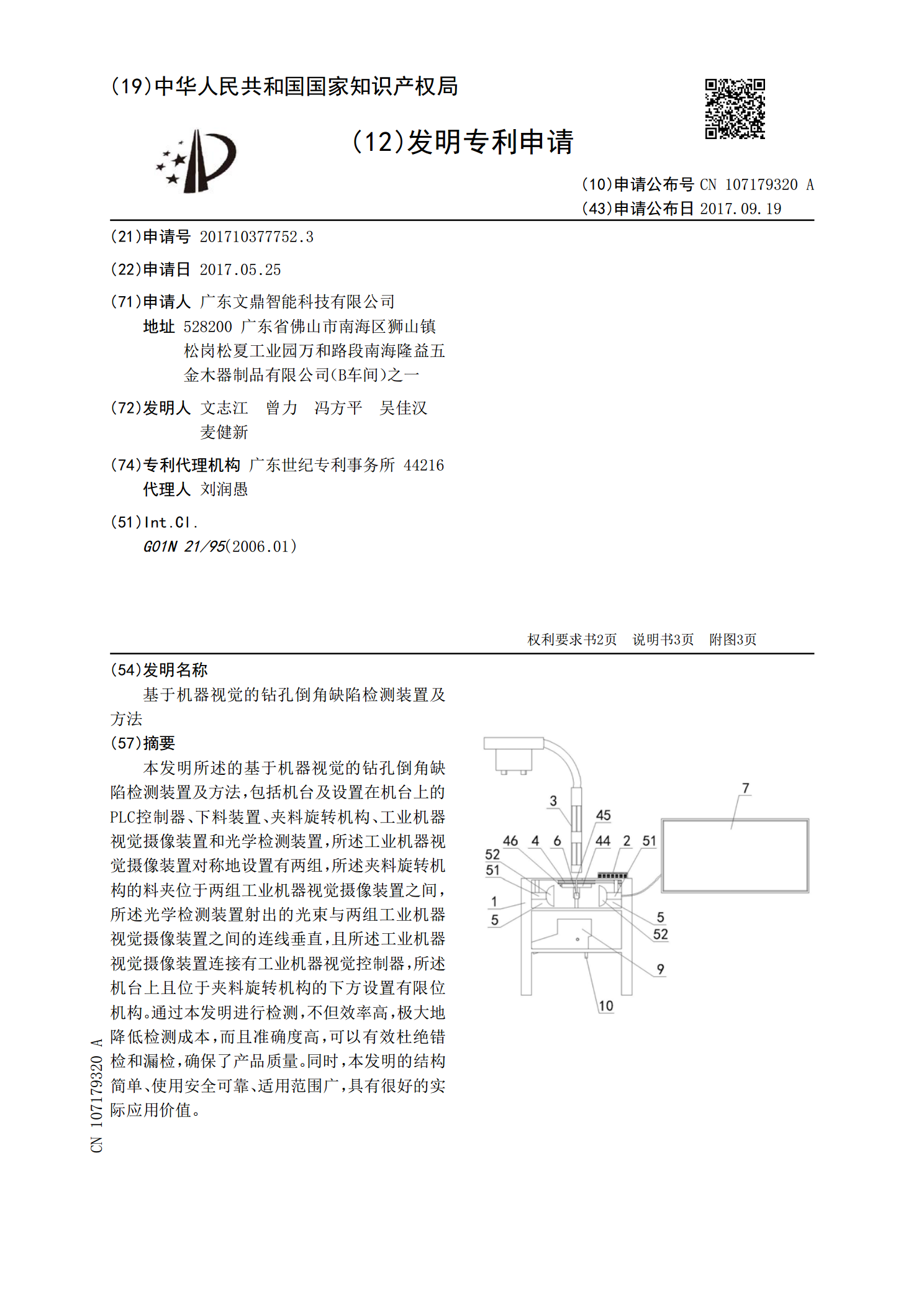
本发明所述的基于机器视觉的钻孔倒角缺陷检测装置及方法,包括机台及设置在机台上的PLC控制器、下料装置、夹料旋转机构、工业机器视觉摄像装置和光学检测装置,所述工业机器视觉摄像装置对称地设置有两组,所述夹料旋转机构的料夹位于两组工业机器视觉摄像装置之间,所述光学检测装置射出的光束与两组工业机器视觉摄像装置之间的连线垂直,且所述工业机器视觉摄像装置连接有工业机器视觉控制器,所述机台上且位于夹料旋转机构的下方设置有限位机构。通过本发明进行检测,不但效率高,极大地降低检测成本,而且准确度高,可以有效杜绝错检和漏检,
基于机器视觉的缺陷检测方法、装置、终端及存储介质.pdf
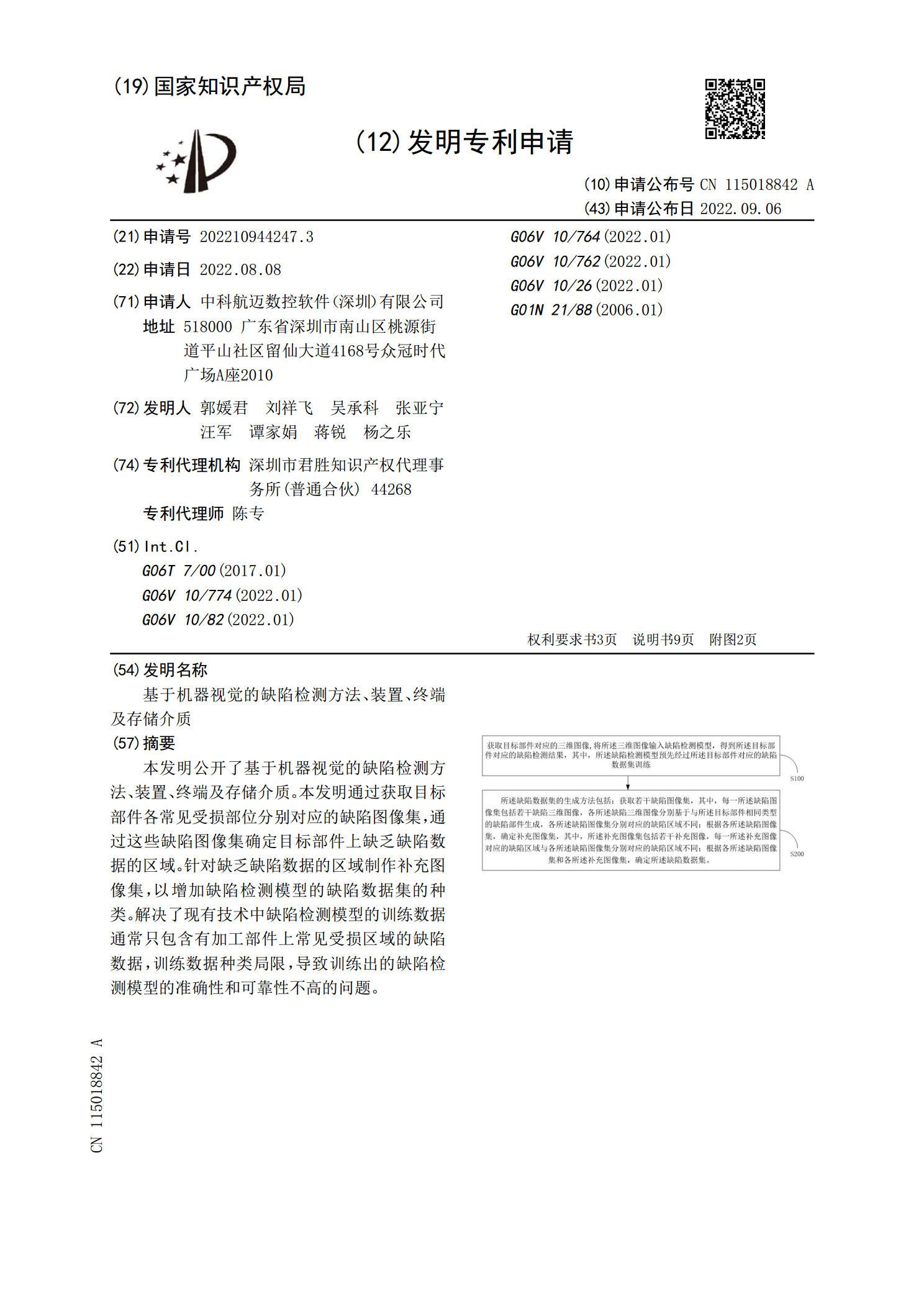
本发明公开了基于机器视觉的缺陷检测方法、装置、终端及存储介质。本发明通过获取目标部件各常见受损部位分别对应的缺陷图像集,通过这些缺陷图像集确定目标部件上缺乏缺陷数据的区域。针对缺乏缺陷数据的区域制作补充图像集,以增加缺陷检测模型的缺陷数据集的种类。解决了现有技术中缺陷检测模型的训练数据通常只包含有加工部件上常见受损区域的缺陷数据,训练数据种类局限,导致训练出的缺陷检测模型的准确性和可靠性不高的问题。

基于机器视觉的胶囊缺陷检测装置设计.docx
基于机器视觉的胶囊缺陷检测装置设计基于机器视觉的胶囊缺陷检测装置设计摘要:本文提出了一种基于机器视觉的胶囊缺陷检测装置的设计方案。通过构建图像处理和机器学习模型,实现对胶囊表面缺陷的自动检测和分类。该装置具有高效、准确和可靠的优点,可以显著提高胶囊生产线的质量控制效率和品质。一、介绍随着人们对健康意识的提高,胶囊作为药品和保健品的常见包装形式得到了广泛应用。然而,由于生产过程中的各种因素,胶囊表面可能会出现各种缺陷,如裂纹、破损、异物等,这些缺陷对胶囊的质量和安全性造成了潜在威胁。因此,胶囊生产线的缺陷检

基于机器视觉的工件缺陷检测方法.pdf
本发明提供了一种基于机器视觉的工件缺陷检测方法。该方法首先采集法兰盘式工件的图像,对相机进行标定,获取标定误差,然后对工件轮廓进行亚像素边缘信息的提取,计算出拟合边缘到工件轮廓的距离,并通过比较该距离是否大于所给阈值判别工件外轮廓的破损情况,最后针对工件表面纹理复杂影响工件表面划痕与锈蚀分割的问题,采用基于像素分层采样的PixelNet卷积神经网络对表面缺陷进行分割。结果表明,本发明可以准确地检测出工件的外形缺陷和表面缺陷,并提高了算法鲁棒性。

基于机器视觉的缺陷快速检测方法及装置、设备、存储介质.pdf
本发明属于机器视觉技术领域,公开了一种基于机器视觉的缺陷快速检测方法及装置、设备、存储介质,方法包括将待检测图像划分成若干图像子块;计算每个图像子块的多个相位一致性值,并求每个图像子块的多个相位一致性值的平均值;将平均值较大的指定数量个图像子块作为缺陷子块。该检测方法通过计算图像的相位一致性来检测图像中的边缘,可以不受图像局部光线明暗变化的影响,并能包含图像中的角、线、纹理等信息,尤其在图像边缘对比度比较低时保留边缘信息,从而对图像的亮度、对比度不敏感,可以很好的克服光线明暗所带来的纹理结构影响,进而可以