
弧形管压装焊接辅助装置和弧形管压装焊接方法.pdf

努力****弘毅


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共13页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
弧形管压装焊接辅助装置和弧形管压装焊接方法.pdf
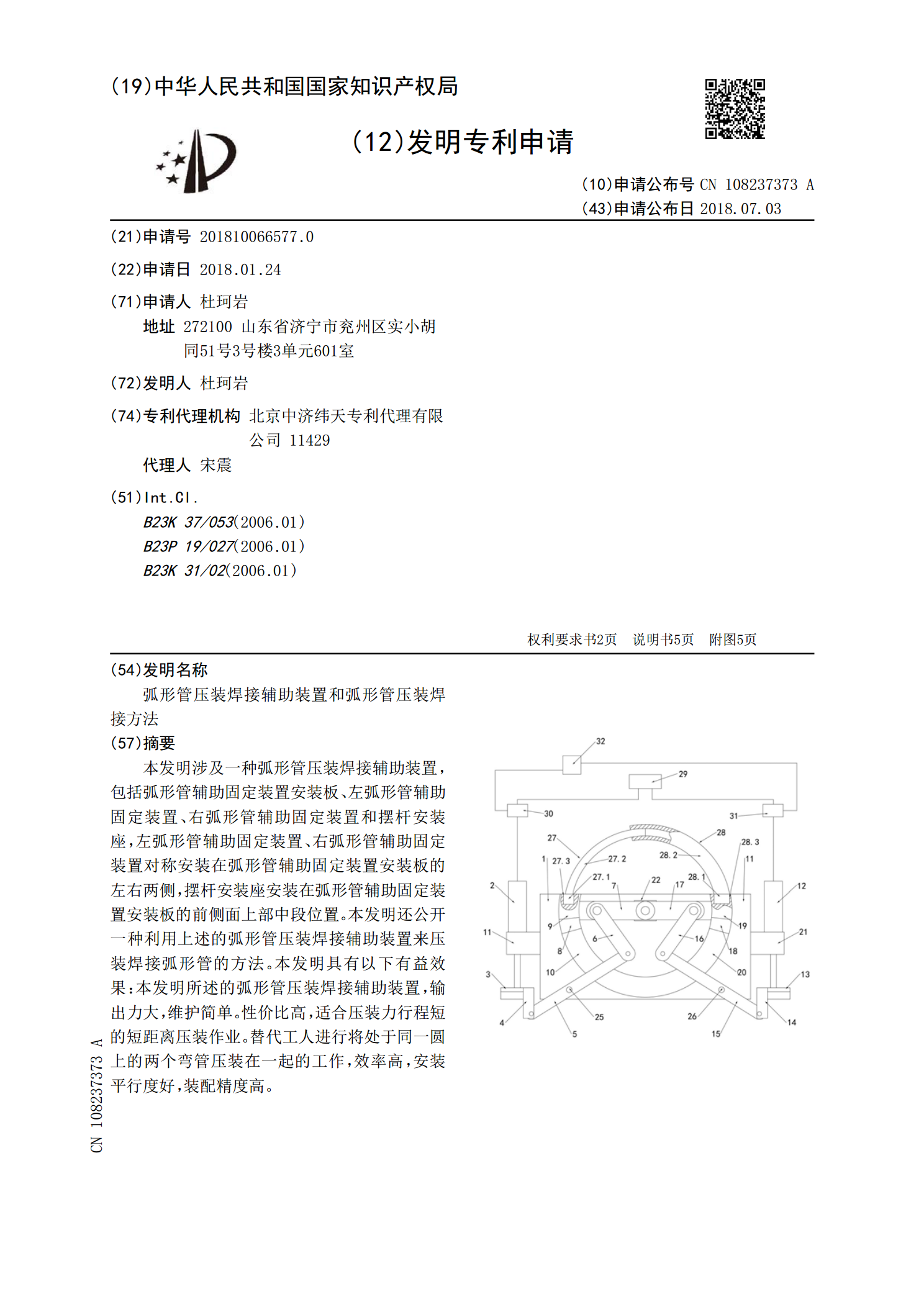
本发明涉及一种弧形管压装焊接辅助装置,包括弧形管辅助固定装置安装板、左弧形管辅助固定装置、右弧形管辅助固定装置和摆杆安装座,左弧形管辅助固定装置、右弧形管辅助固定装置对称安装在弧形管辅助固定装置安装板的左右两侧,摆杆安装座安装在弧形管辅助固定装置安装板的前侧面上部中段位置。本发明还公开一种利用上述的弧形管压装焊接辅助装置来压装焊接弧形管的方法。本发明具有以下有益效果:本发明所述的弧形管压装焊接辅助装置,输出力大,维护简单。性价比高,适合压装力行程短的短距离压装作业。替代工人进行将处于同一圆上的两个弯管压装
管体端盖压装焊接设备.pdf
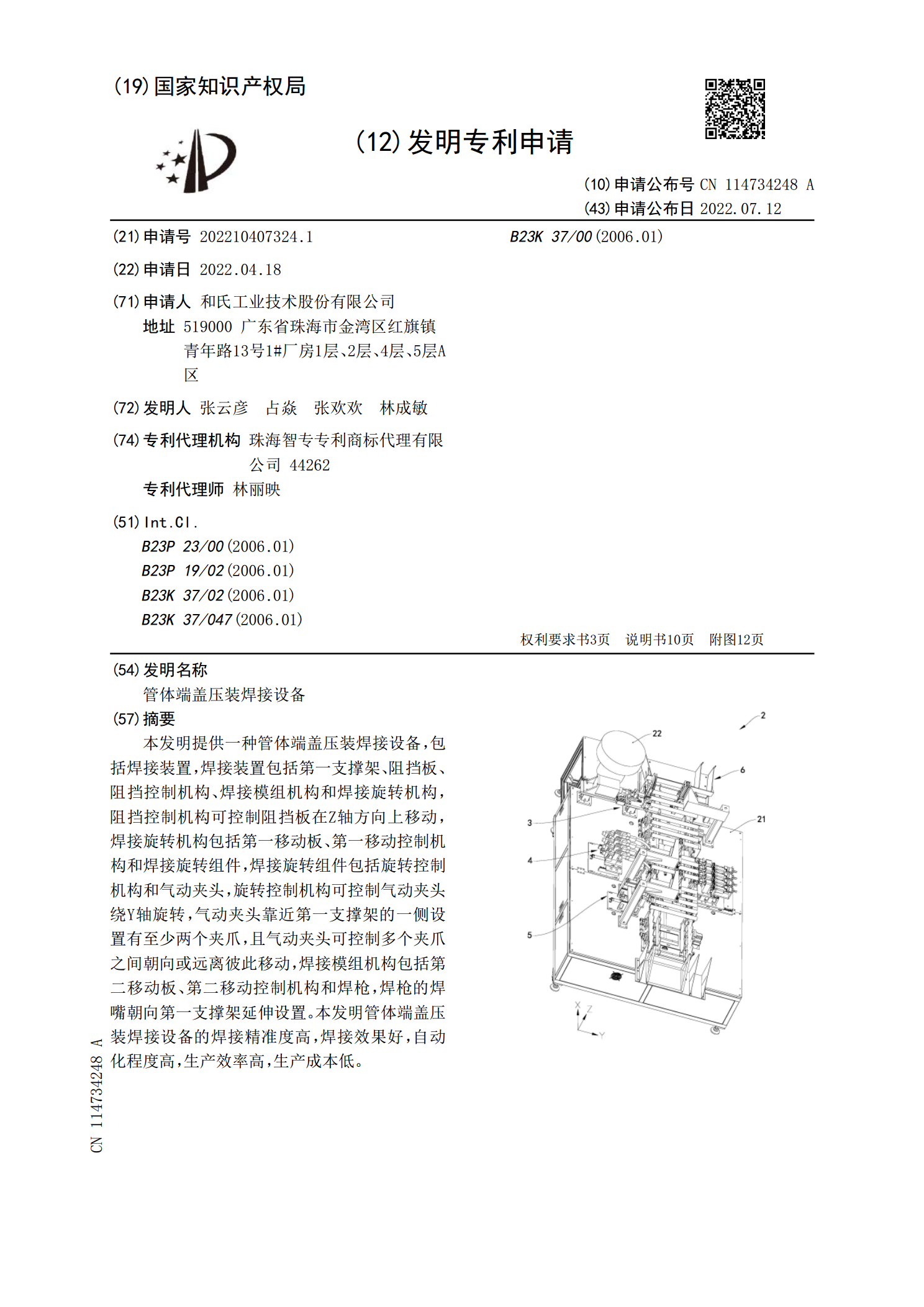
本发明提供一种管体端盖压装焊接设备,包括焊接装置,焊接装置包括第一支撑架、阻挡板、阻挡控制机构、焊接模组机构和焊接旋转机构,阻挡控制机构可控制阻挡板在Z轴方向上移动,焊接旋转机构包括第一移动板、第一移动控制机构和焊接旋转组件,焊接旋转组件包括旋转控制机构和气动夹头,旋转控制机构可控制气动夹头绕Y轴旋转,气动夹头靠近第一支撑架的一侧设置有至少两个夹爪,且气动夹头可控制多个夹爪之间朝向或远离彼此移动,焊接模组机构包括第二移动板、第二移动控制机构和焊枪,焊枪的焊嘴朝向第一支撑架延伸设置。本发明管体端盖压装焊接设
一种弯管件双头压装焊接装置.pdf
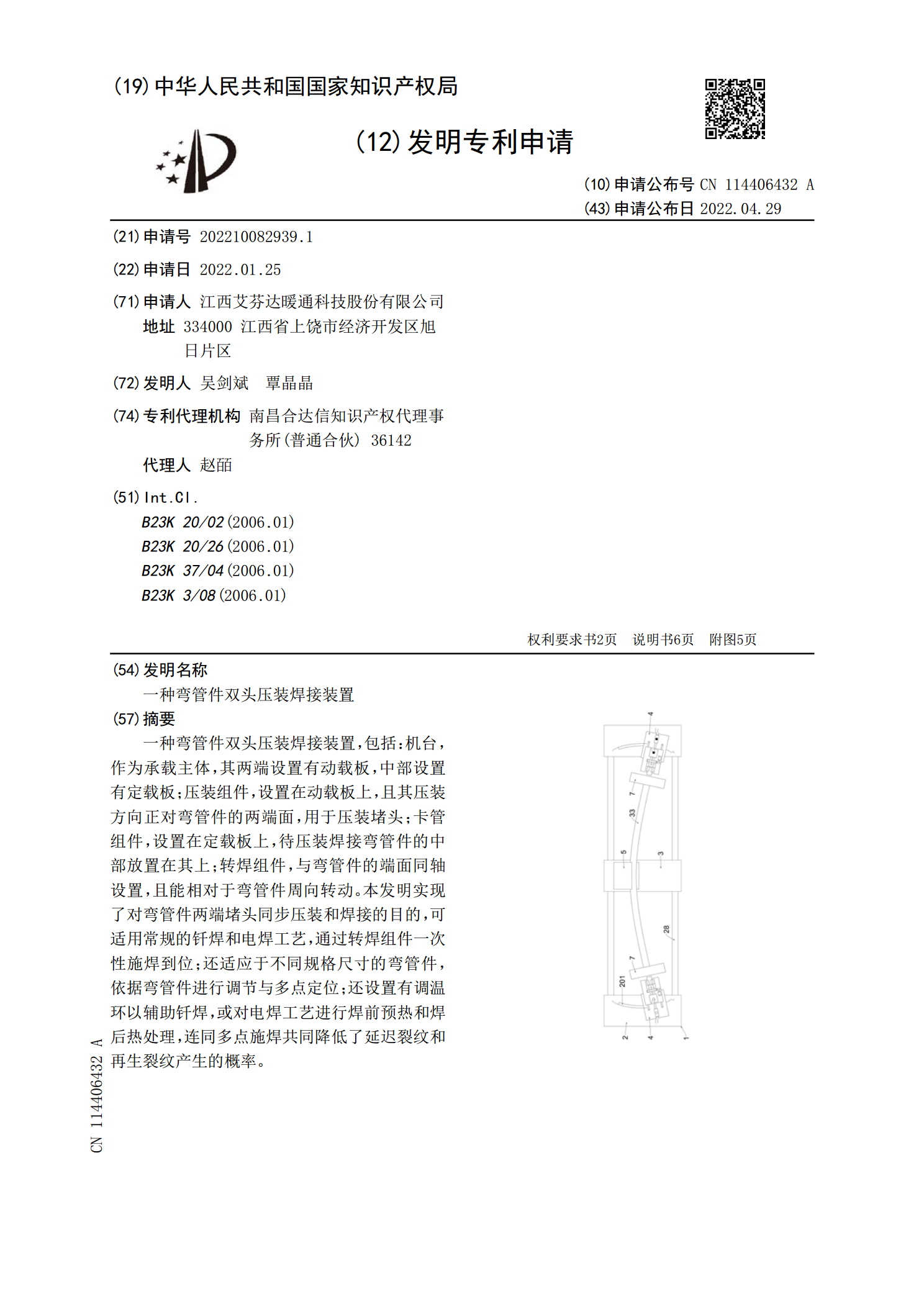
一种弯管件双头压装焊接装置,包括:机台,作为承载主体,其两端设置有动载板,中部设置有定载板;压装组件,设置在动载板上,且其压装方向正对弯管件的两端面,用于压装堵头;卡管组件,设置在定载板上,待压装焊接弯管件的中部放置在其上;转焊组件,与弯管件的端面同轴设置,且能相对于弯管件周向转动。本发明实现了对弯管件两端堵头同步压装和焊接的目的,可适用常规的钎焊和电焊工艺,通过转焊组件一次性施焊到位;还适应于不同规格尺寸的弯管件,依据弯管件进行调节与多点定位;还设置有调温环以辅助钎焊,或对电焊工艺进行焊前预热和焊后热处
压装装置、辅助压装机构及辅助压装方法.pdf
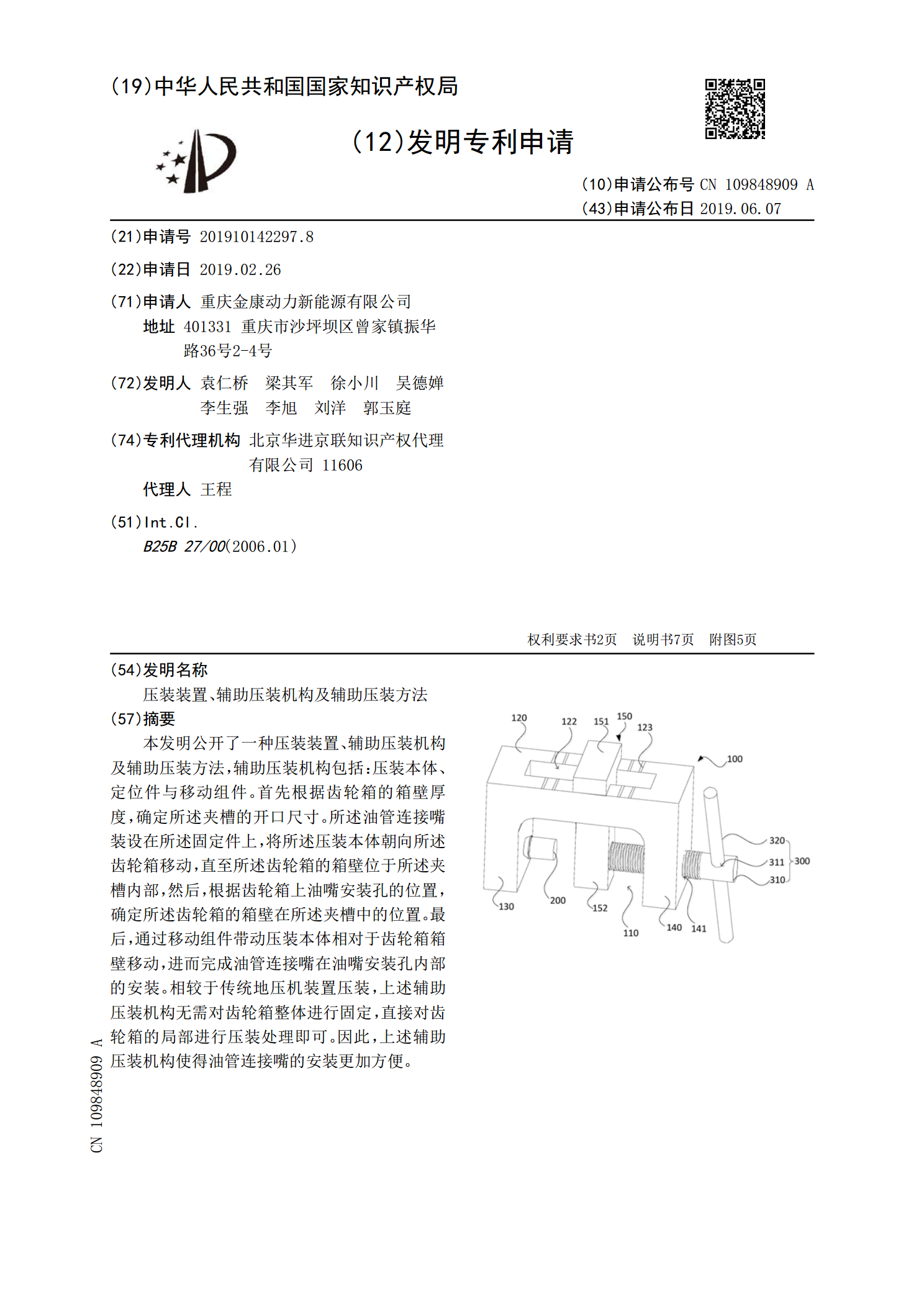
本发明公开了一种压装装置、辅助压装机构及辅助压装方法,辅助压装机构包括:压装本体、定位件与移动组件。首先根据齿轮箱的箱壁厚度,确定所述夹槽的开口尺寸。所述油管连接嘴装设在所述固定件上,将所述压装本体朝向所述齿轮箱移动,直至所述齿轮箱的箱壁位于所述夹槽内部,然后,根据齿轮箱上油嘴安装孔的位置,确定所述齿轮箱的箱壁在所述夹槽中的位置。最后,通过移动组件带动压装本体相对于齿轮箱箱壁移动,进而完成油管连接嘴在油嘴安装孔内部的安装。相较于传统地压机装置压装,上述辅助压装机构无需对齿轮箱整体进行固定,直接对齿轮箱的局

弧形焊缝的焊接方法.pdf
本发明公开一种弧形焊缝的焊接方法,包括以下步骤:选择埋弧焊接机;根据焊接机的导轮宽度选择圆钢;将圆钢弯曲成焊缝弧度形状;将圆钢通过点焊形式固定在需焊接钢板上;清理需要定位焊接的部位,将氧化皮,铁锈,水份,油污等杂质清除干净;预热;定位焊;焊接;最后进行检测做外观检查并做磁粉探伤。本发明具有焊缝成形美观、焊接速度快,提高工作效率,降低劳动强度,焊接变形小的优点。