
金属板层叠体和其制造方法.pdf

猫巷****永安


1/10

2/10

3/10

4/10
5/10
6/10

7/10

8/10

9/10
10/10
亲,该文档总共12页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
金属板层叠体和其制造方法.pdf
提供金属板层叠体的制造方法,其包括:层叠多个金属板的步骤,在此层叠的金属板在金属板的厚度方向上具有平行的狭槽;在前述狭槽中插入层叠聚芳酰胺纸和树脂膜而得到的层叠绝缘片的步骤;通过使前述层叠的金属板改变角度地旋转从而形成斜扭的步骤。
层叠体和其制造方法.pdf
本发明的目的在于提供一种层叠体,是依次层叠有基材、中间层、拒水层的层叠体,耐磨损性优异。上述层叠体的特征在于,是依次具备具有防反射层的基材(s)、设置于该基材的防反射层侧的中间层(c)和拒水层(r),上述中间层(c)为具有硅原子并且具有氨基和/或胺骨架的有机硅化合物(C)的混合组合物(cc)的固化层或者上述有机硅化合物(C)的蒸镀层,上述拒水层(r)为具有全氟聚醚结构的1价基团介由连接基团或不介由连接基团而键合于硅原子,并且介由连接基团或不介由连接基团在该硅原子键合有水解性基团的有机硅化合物(A)的混合组

粘接片、其制造方法和层叠体.pdf
一种粘接片,其具有使用组合物形成的粘接组合物层,所述组合物包含:多硫醇化合物、具有多个丙烯酰基和甲基丙烯酰基中的至少一者的(甲基)丙烯酸类化合物、自由基产生剂以及迈克尔加成催化剂,且前述(甲基)丙烯酸类化合物中所含的前述丙烯酰基和甲基丙烯酰基中的至少一者的总摩尔数(Ac)相对于前述多硫醇化合物中所含的巯基的总摩尔数(SH)之比(Ac/SH)为0.25以上且0.80以下。
层叠膜结构体和其制造方法.pdf
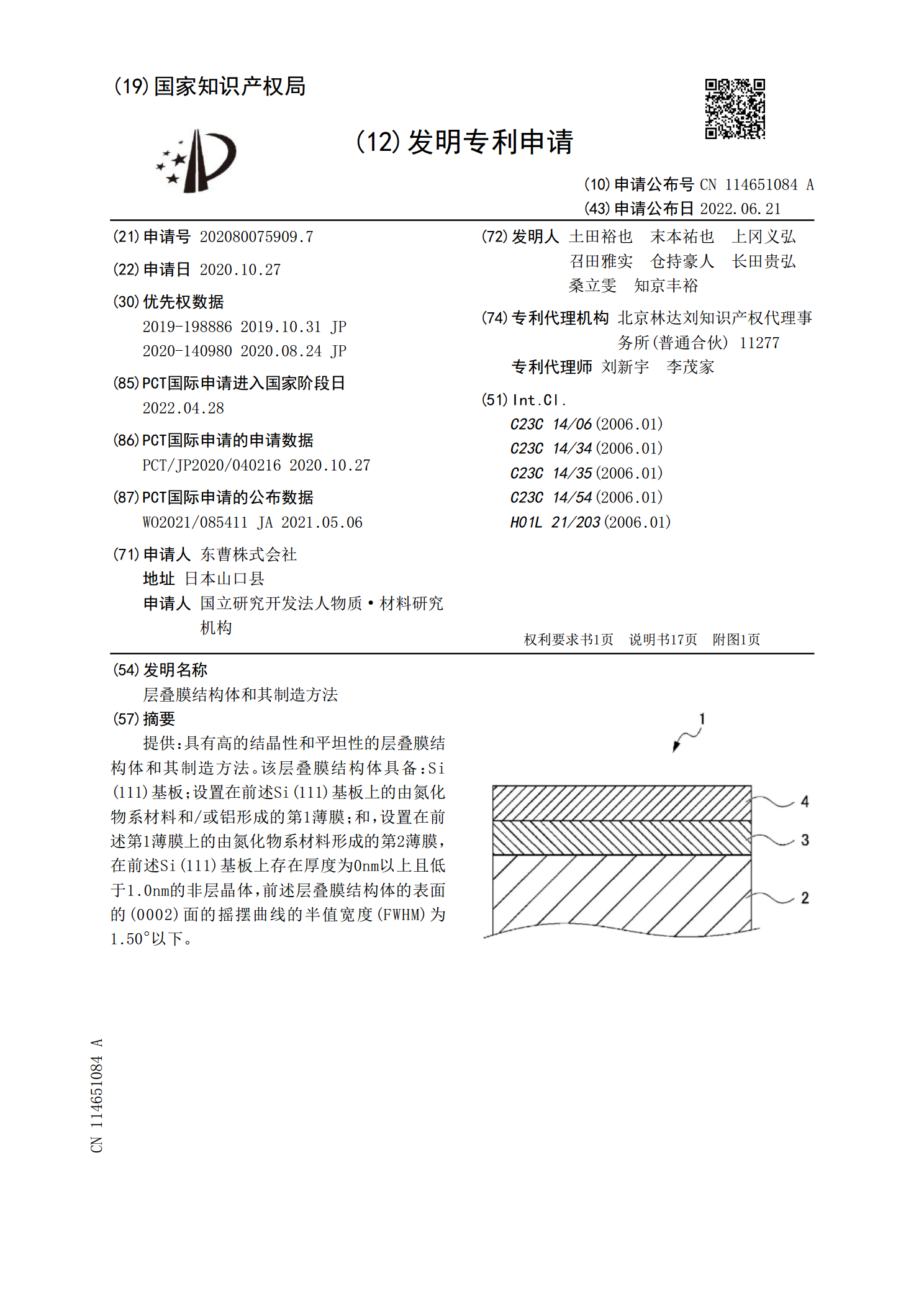
提供:具有高的结晶性和平坦性的层叠膜结构体和其制造方法。该层叠膜结构体具备:Si(111)基板;设置在前述Si(111)基板上的由氮化物系材料和/或铝形成的第1薄膜;和,设置在前述第1薄膜上的由氮化物系材料形成的第2薄膜,在前述Si(111)基板上存在厚度为0nm以上且低于1.0nm的非层晶体,前述层叠膜结构体的表面的(0002)面的摇摆曲线的半值宽度(FWHM)为1.50°以下。

组合物、层叠体和层叠体的制造方法.pdf
本发明提供一种组合物,其包含化合物(A)、化合物(B)和化合物(C),化合物(A)具有包含选自伯氮原子和仲氮原子中的至少1个的阳离子性官能团以及Si‑O键,化合物(B)具有3个以上的‑C(=O)OX基(X为氢原子或碳原子数1以上6以下的烷基),所述‑C(=O)OX基中,1个以上6个以下为‑C(=O)OH基,化合物(C)具有环结构以及与所述环结构直接结合的1个以上的伯氮原子,在化合物(A)所含的伯氮原子和仲氮原子与化合物(C)所含的伯氮原子的合计中,化合物(A)所含的伯氮原子和仲氮原子所占的比例为3摩尔%~