
一种预防CSP连铸坯纵裂缺陷的工艺控制方法.pdf

山柳****魔王

1/8
2/8
3/8
4/8
5/8
6/8
7/8
8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种预防CSP连铸坯纵裂缺陷的工艺控制方法.pdf
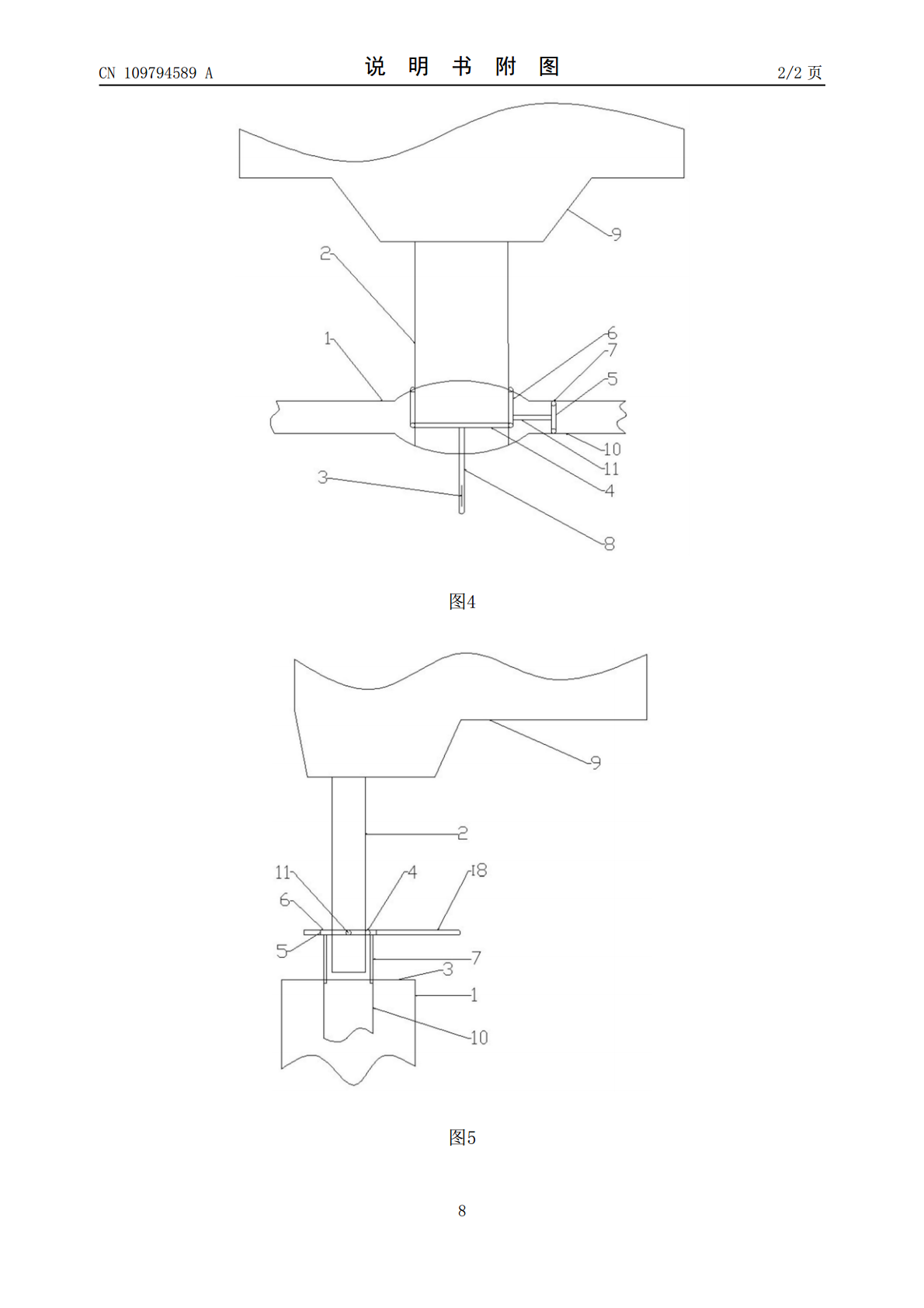
一种预防CSP连铸坯纵裂缺陷的工艺控制方法,包括连铸中间包钢水窄成分控制、连铸开浇时中间包浸入水口与结晶器的对中控制、浇钢时热流比的控制和连铸保护渣优化控制;所述连铸中间包钢水窄成分控制是对浇注钢水的化学成分进行精准控制,其中,低碳钢系列C≤0.065wt%,中碳钢系列C≥0.17wt%;所述浇钢时热流比控制要求浇钢过程中,低碳钢结晶器热流比在80%‑90%,中碳钢结晶器热流比在85%‑95%;所述连铸保护渣优化控制是保证浇钢过程中结晶器弯月面处保护渣液渣层厚度4‑8mm;本发明可有效杜绝CSP连铸坯纵裂
一种减少超宽板坯连铸铸坯纵裂的方法.pdf
本发明公开了一种减少超宽板坯连铸铸坯纵裂的方法,包括以下步骤:优化保护渣碱度、粘度、软化点、保温性参数;由于3250连铸机断面过大,铜板容易变形,生产之前测量结晶器弯月面铜板不平度,不平度要求控制在0.15mm/m长度内;浸入式水口插入深度控制在120‑180mm,并采用自动变渣线功能,最优的自动变渣线频率10分钟一次;中间包钢水温度过热度控制到20—40℃,中间包高液位浇注;使用自动加渣机器人保证保护渣加入的均匀性,浸入式水口内外弧两侧,要及时人工补渣;每2炉计算渣耗,发现渣耗低于0.4Kg/吨钢时,及
连铸坯质量控制与缺陷控制.pptx
连铸坯(圆坯)质量控制目录1.连铸坯质量概念连铸坯质量概念:缺陷的控制策略图从冶金传输观点,控制铸坯质量:2.连铸坯(圆坯)凝固的基本特点(1)连铸坯凝固过程实质上是动态热量传递过程以20钢为例,钢水凝固冷却到室温放出热量是:过热25.2kJ/kg潜热328kJ/kg显热958kJ/kg总热量中大约1/3从液体→固体放出,其余2/3是完全凝固后放出的钢水在连铸机内凝固是一个热量释放和传递的过程,铸坯边运行,边放热边凝固,形成了很长的液相穴(10~20几米),在液相穴长度上布置了三个冷却区:一次冷却区:钢水

一种控制连铸板坯结疤缺陷的工艺方法.pdf
本发明涉及一种控制连铸板坯结疤缺陷的工艺方法,所述方法包括以下步骤:(1)控制结晶器的振动偏摆,(2)控制结晶器均匀冷却,(3)控制结晶器保护渣的烧结性。该方案通过严格控制结晶器振动精度偏差、控制结晶器均匀冷却和控制结晶器保护渣的烧结性”工艺,来保证与结晶器内初生坯壳受力相关的设备功能精度,以减少结晶器弯月面处初生坯壳的受力,控制结晶器弯月面钢水溢流,溢流出的钢水与弯月面二次接触焊合、使弯月面初生坯壳弯曲折叠、形成结疤缺陷,从而提高连铸板坯质量,减少连铸漏钢事故,稳定连铸生产。
一种CSP薄板坯连铸连轧产线生产Q355B加钛钢边裂缺陷的控制方法.pdf
本发明公开了一种CSP薄板坯连铸连轧机生产加钛Q355B钢控制边裂缺陷的方法,工艺流程为混铁炉→脱硫站→210吨顶底复吹转炉→RH精炼炉→CSP铸机→CSP加热炉→CSP七机架立辊轧机→层冷→卷取机;铸机拉速控制在3.8~4.2m/min,结晶器振动采用高频低振幅正玄曲线振动方式,结晶器冷却根据铜板厚度动态调节窄侧冷却水量,二冷扇形段根据钢水钛含量、浇铸板坯厚度、钢水过热度及二冷水温度动态调节板坯边部冷却水配水因素数。本发明的方法根据钢种成分特点,在不增加工序成本的前提下通过调整优化振、动冷却工艺,解决钢