
一种有效减缓RH真空槽槽体变形的方法.pdf

鸿朗****ka


1/5

2/5
3/5
4/5

5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种有效减缓RH真空槽槽体变形的方法.pdf
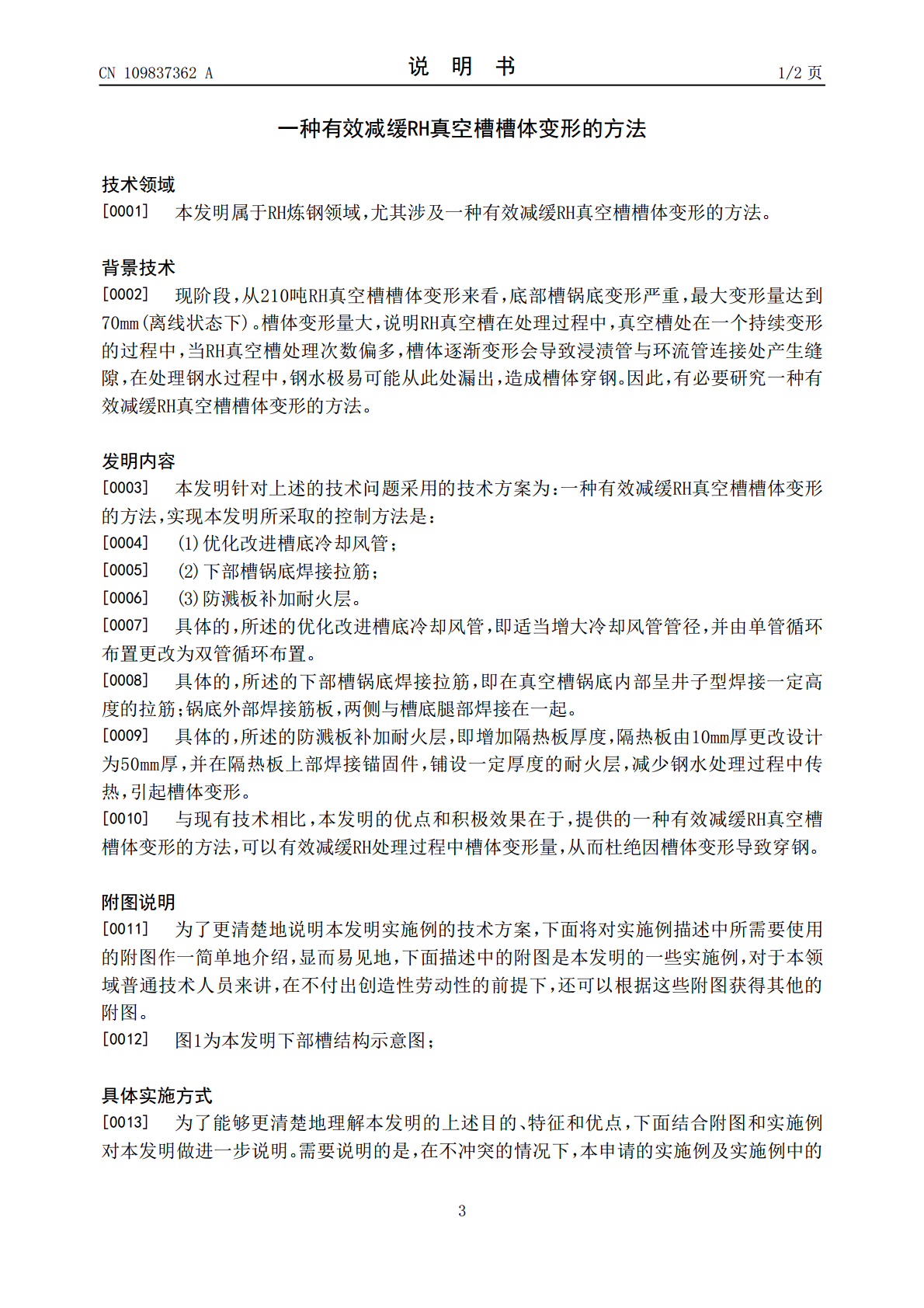
一种有效减缓RH真空槽槽体变形的方法,实现本发明所采取的控制方法是:优化改进槽底冷却风管;下部槽锅底焊接拉筋;防溅板补加耐火层。当RH真空槽处理次数偏多,槽体逐渐变形会导致浸渍管与环流管连接处产生缝隙,在处理钢水过程中,钢水极易可能从此处漏出,造成槽体穿钢。因此,有必要研究一种有效减缓RH真空槽槽体变形的方法来有效减缓RH处理过程中槽体变形量,从而杜绝因槽体变形导致穿钢。
一种去除RH真空槽冷钢渣的方法.pdf
本发明公开了一种去除RH真空槽冷钢渣的方法,采用转炉‑LF炉升温‑RH炉去真空槽冷钢渣‑LF造渣‑(RH真空处理)‑连铸工艺;转炉出钢定氧>500ppm,出钢过程中加入渣料,不加入任何脱氧剂和合金,出钢不下渣,钢水出尽后吊运至LF炉升温至1650~1670℃出站。RH利用真空泵控制真空度,通过控制C‑O反应和调节提升环流氩气流量,使整个过程钢液面上升高度达到冷钢渣上沿位置,中途加入一定碳粉促进C‑O反应以提升钢液面,碳粉每次加入量控制在20~40kg,累计加入量控制在60~120Kg。本发明利用高温含氧钢
一种RH炉真空槽冶金装置及方法.pdf
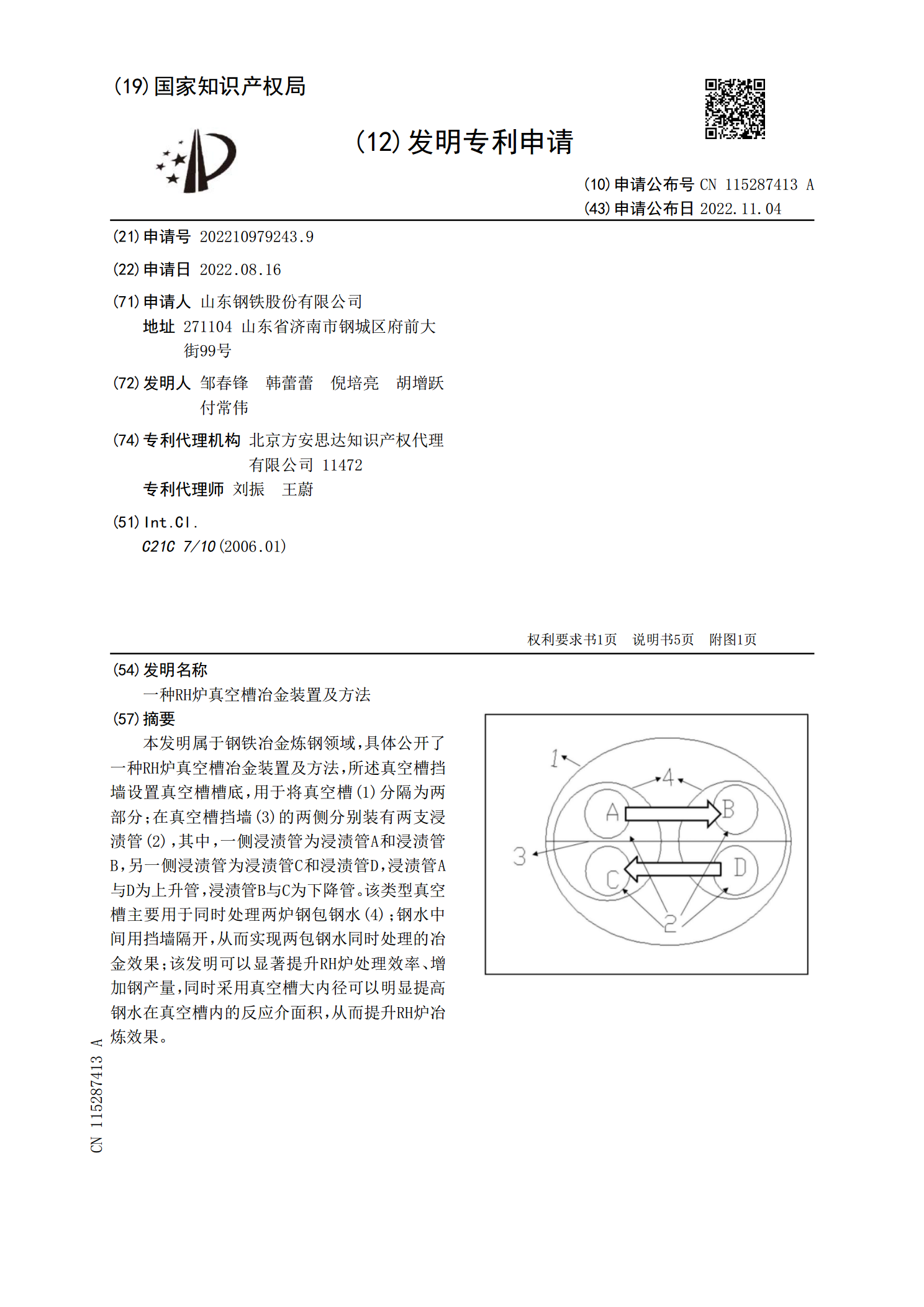
本发明属于钢铁冶金炼钢领域,具体公开了一种RH炉真空槽冶金装置及方法,所述真空槽挡墙设置真空槽槽底,用于将真空槽(1)分隔为两部分;在真空槽挡墙(3)的两侧分别装有两支浸渍管(2),其中,一侧浸渍管为浸渍管A和浸渍管B,另一侧浸渍管为浸渍管C和浸渍管D,浸渍管A与D为上升管,浸渍管B与C为下降管。该类型真空槽主要用于同时处理两炉钢包钢水(4);钢水中间用挡墙隔开,从而实现两包钢水同时处理的冶金效果;该发明可以显著提升RH炉处理效率、增加钢产量,同时采用真空槽大内径可以明显提高钢水在真空槽内的反应介面积,从

一种防止RH真空循环脱气过程真空槽冷钢粘结的方法.pdf
本发明提供一种防止RH真空循环脱气过程真空槽冷钢粘结的方法。本发明的方法包括:(1)钢包采用正常周转包,周转时间小于60分钟;(2)钢水进RH炉脱氧钢水温度控制大于1620℃、不脱氧钢水温度控制大于1600℃;(3)RH精炼炉OB升温或OB强制脱碳时槽内真空度5‑15kpa,环流气体流1400NL/min;(4)RH精炼炉脱碳前5min环流量气体流量控制1600NL/min,5min至脱碳结束环流量气体流量控制2000NL/min;(5)向钢水中加入铝脱氧3min后,加入其它合金;(6)钢水合金化后加

用于RH真空精炼炉在线真空槽移动的方法.pdf
本发明涉及炼钢领域,特别是涉及一种用于RH真空精炼炉在线真空槽移动的方法。包括以下步骤:在工作台上设置五个工位,五个工位依次为1#备用位、1#处理位、2#备用位、2#处理位、3#备用位;在1#处理位和2#处理位的上方均设有上料装置和真空装置,在1#处理位和2#处理位的下方均设有下料装置;在1#处理位上安装1#真空槽,在2#处理位上安装2#真空槽,在3#备用位上安装备用真空槽;在更换1#处理位上的1#真空槽过程中,1#真空槽保持生产状态,将2#真空槽和备用真空槽向前移动一个工位,1#真空槽移动至1#备用位下