
一种红外探测器杜瓦焊接方法.pdf

Ch****91

1/9
2/9
3/9
4/9
5/9
6/9
7/9
8/9
9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种红外探测器杜瓦焊接方法及红外探测器.pdf
本发明公开了一种红外探测器杜瓦焊接方法及红外探测器,所述方法包括如下步骤:对待焊接的红外探测器杜瓦零件进行预处理;对经过预处理之后的所述红外探测器杜瓦零件进行激光焊接;对激光焊接完成后的红外探测器杜瓦零件之间的焊缝进行激光抛光以完成焊接。本发明方法通过对激光焊接完成后的红外探测器杜瓦零件之间的焊缝进行激光抛光以完成焊接,由此解决了现有的激光精密焊接工艺焊缝表面粗糙的技术问题,从而提高探测器的环境适应性和寿命。
一种红外探测器杜瓦焊接方法.pdf
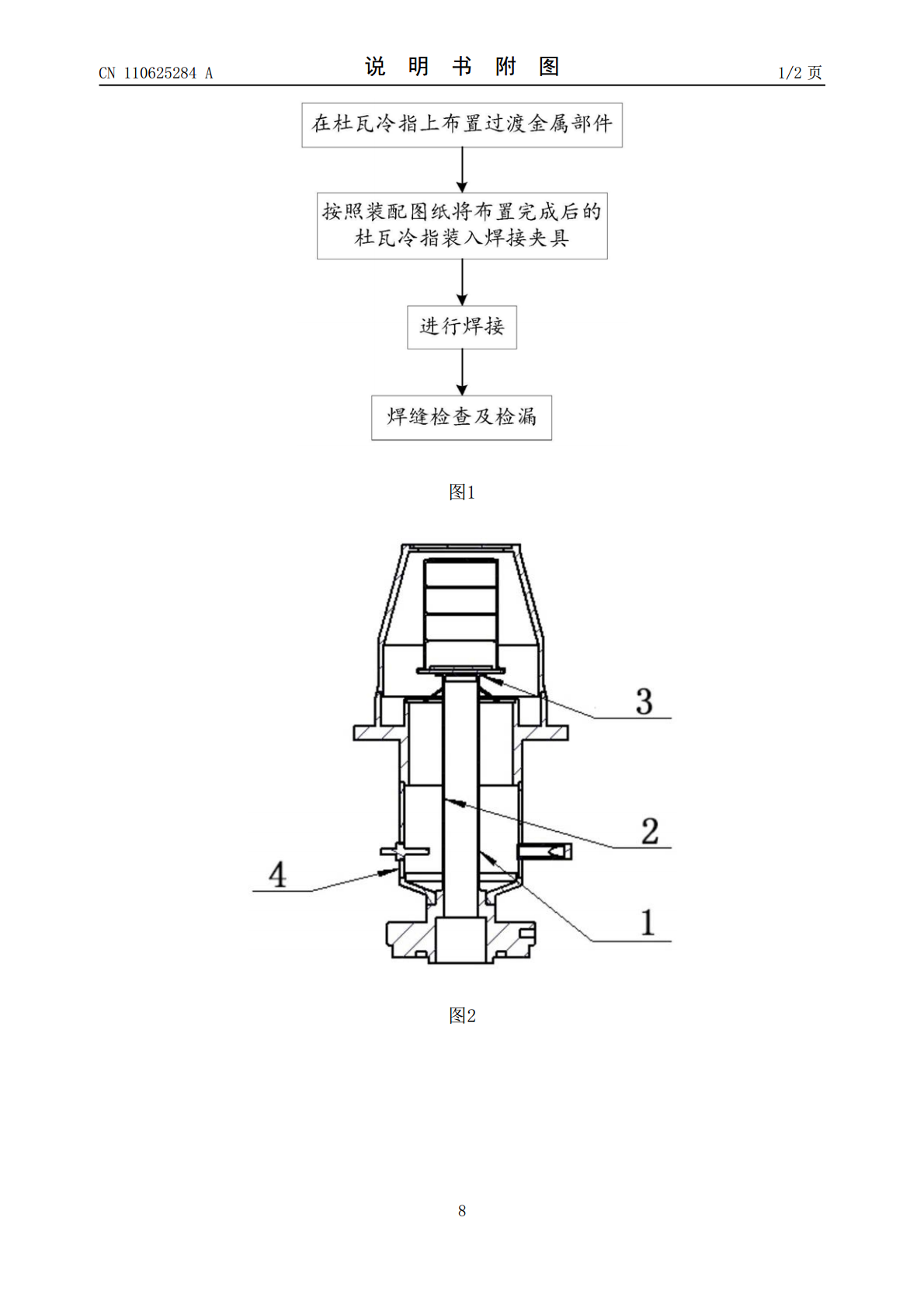
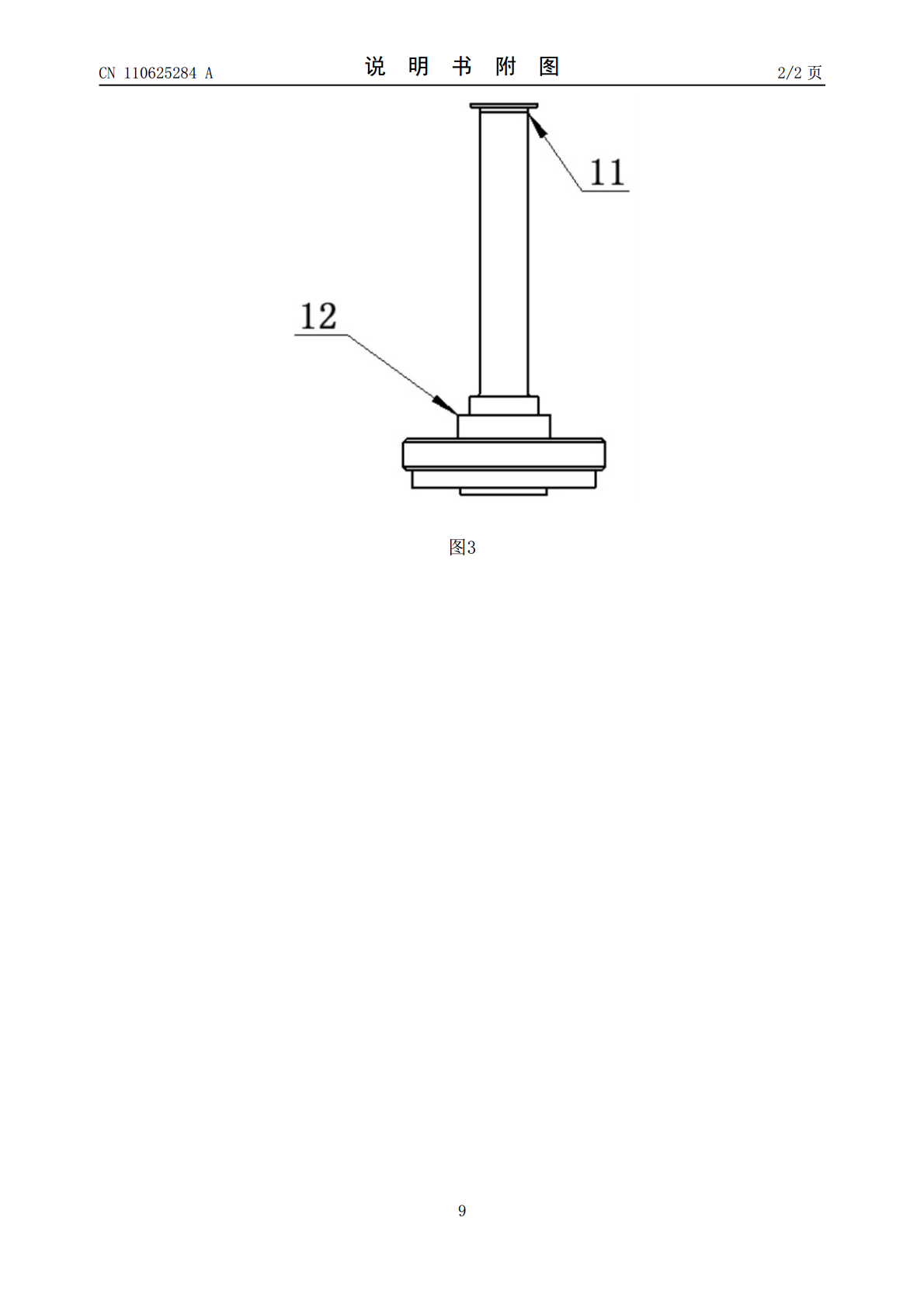
本发明公开了一种红外探测器杜瓦焊接方法,所述焊接方法包括如下步骤:在杜瓦冷指上布置过渡金属部件,并按照装配图纸将布置完成后的杜瓦冷指装入焊接夹具;对装入焊接夹具的杜瓦冷指进行焊接。本发明方法通过在杜瓦冷指上布置过渡金属部件之后在对杜瓦冷指进行焊接,由此解决了现有技术中存在的高能束焊接无法密封的技术问题。
一种红外探测器杜瓦.pdf
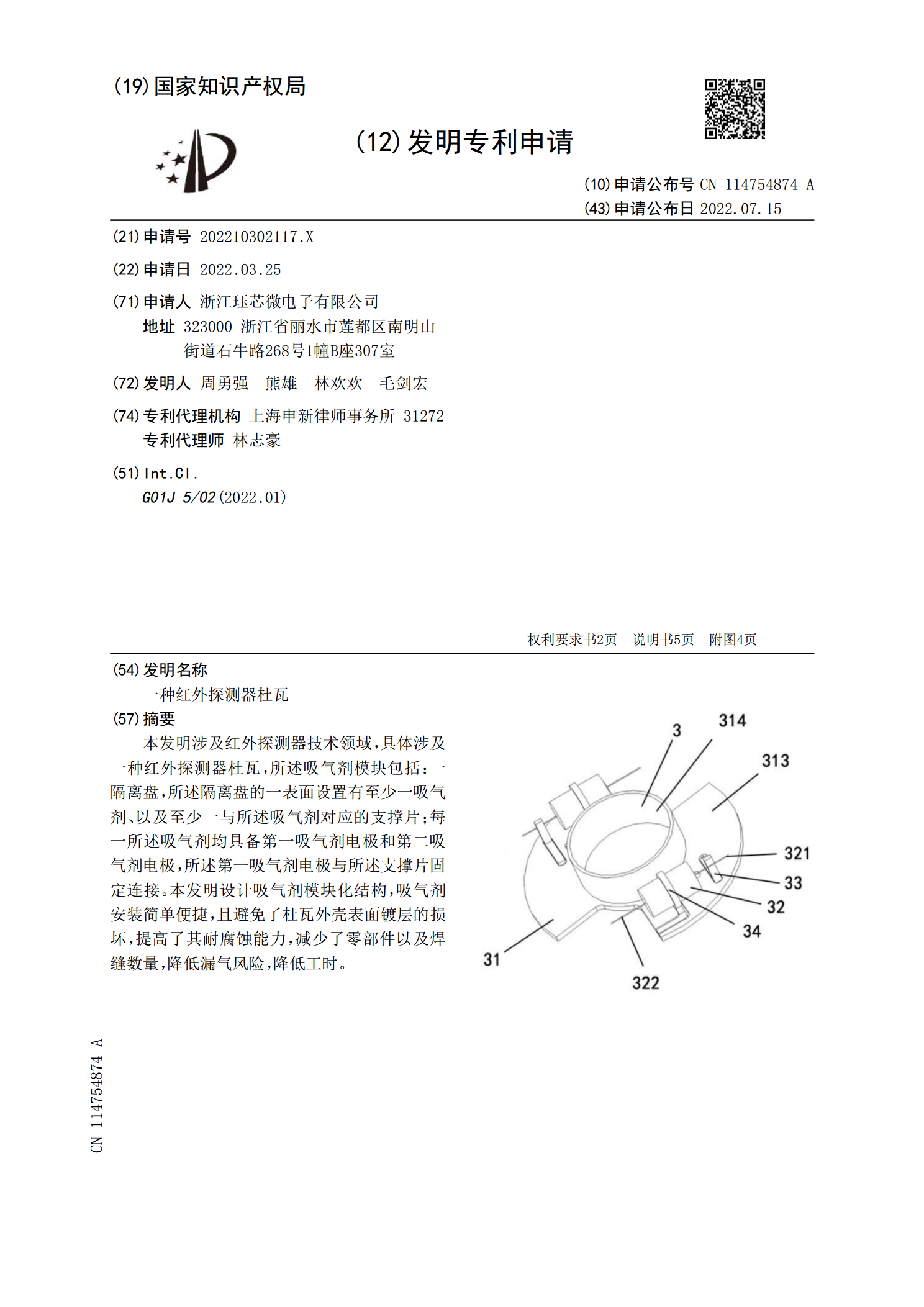
本发明涉及红外探测器技术领域,具体涉及一种红外探测器杜瓦,所述吸气剂模块包括:一隔离盘,所述隔离盘的一表面设置有至少一吸气剂、以及至少一与所述吸气剂对应的支撑片;每一所述吸气剂均具备第一吸气剂电极和第二吸气剂电极,所述第一吸气剂电极与所述支撑片固定连接。本发明设计吸气剂模块化结构,吸气剂安装简单便捷,且避免了杜瓦外壳表面镀层的损坏,提高了其耐腐蚀能力,减少了零部件以及焊缝数量,降低漏气风险,降低工时。
一种红外探测器杜瓦.pdf
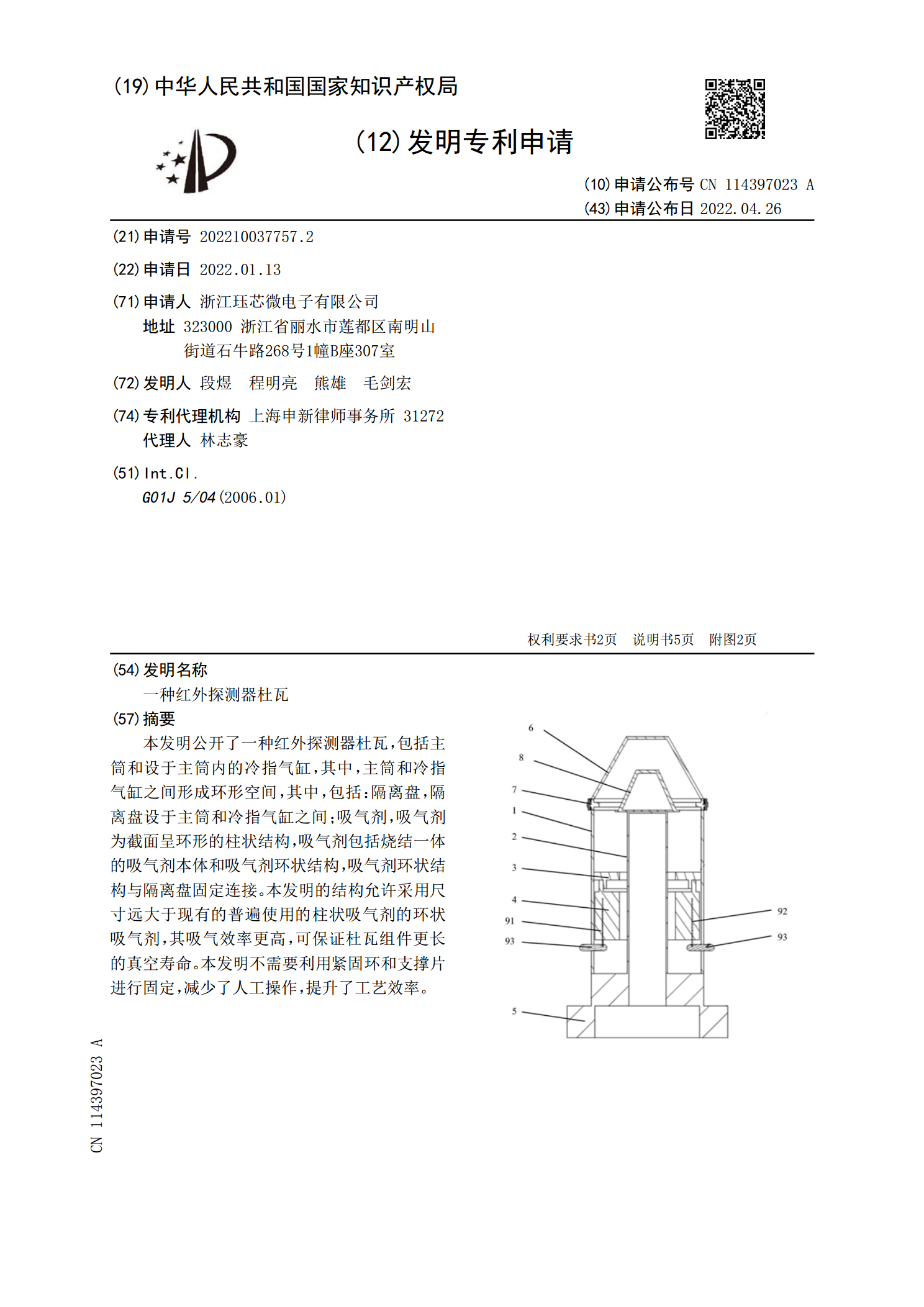
本发明公开了一种红外探测器杜瓦,包括主筒和设于主筒内的冷指气缸,其中,主筒和冷指气缸之间形成环形空间,其中,包括:隔离盘,隔离盘设于主筒和冷指气缸之间;吸气剂,吸气剂为截面呈环形的柱状结构,吸气剂包括烧结一体的吸气剂本体和吸气剂环状结构,吸气剂环状结构与隔离盘固定连接。本发明的结构允许采用尺寸远大于现有的普遍使用的柱状吸气剂的环状吸气剂,其吸气效率更高,可保证杜瓦组件更长的真空寿命。本发明不需要利用紧固环和支撑片进行固定,减少了人工操作,提升了工艺效率。
杜瓦及红外探测器.pdf
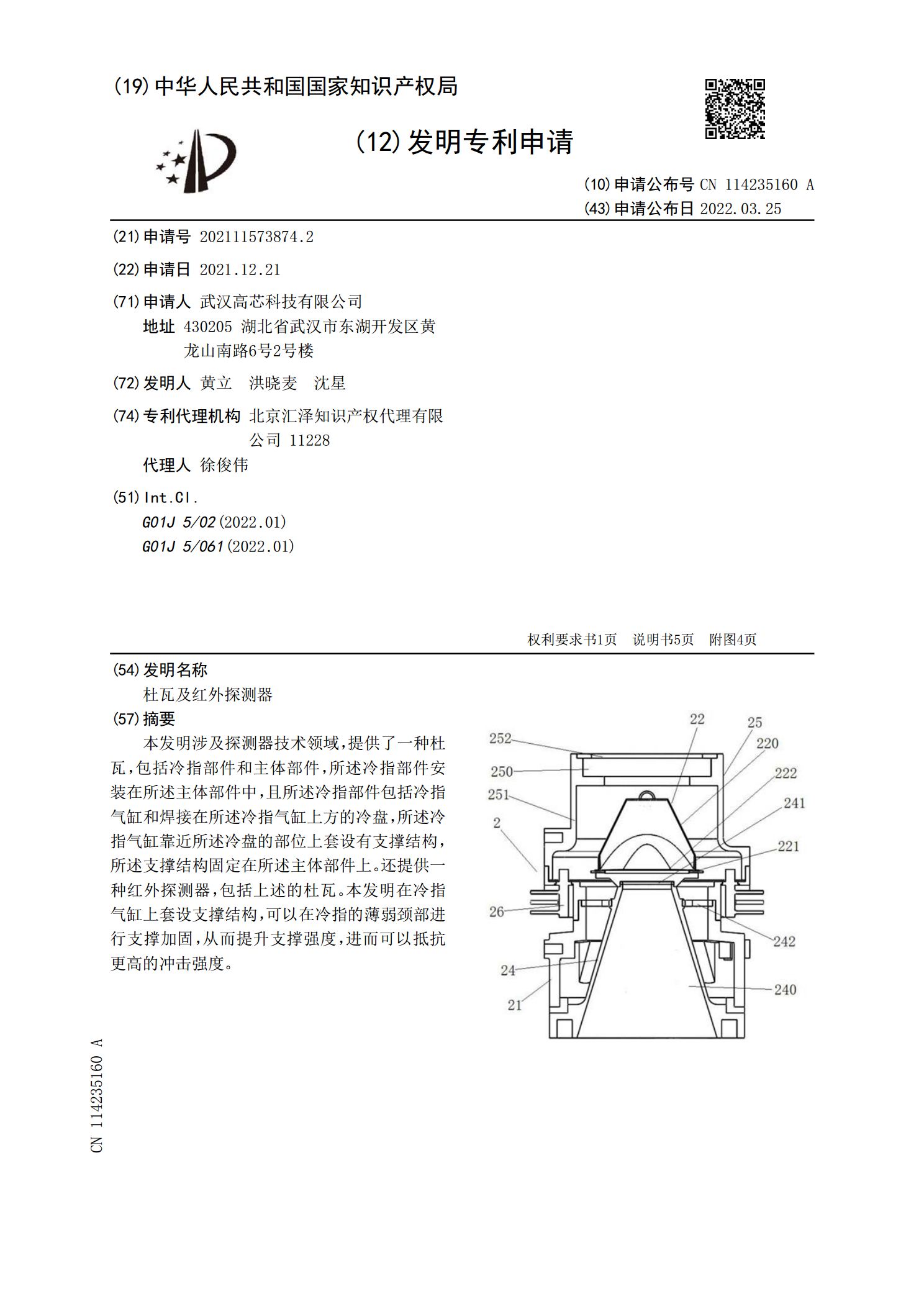
本发明涉及探测器技术领域,提供了一种杜瓦,包括冷指部件和主体部件,所述冷指部件安装在所述主体部件中,且所述冷指部件包括冷指气缸和焊接在所述冷指气缸上方的冷盘,所述冷指气缸靠近所述冷盘的部位上套设有支撑结构,所述支撑结构固定在所述主体部件上。还提供一种红外探测器,包括上述的杜瓦。本发明在冷指气缸上套设支撑结构,可以在冷指的薄弱颈部进行支撑加固,从而提升支撑强度,进而可以抵抗更高的冲击强度。