
一种去除钻孔孔口披锋方法.pdf

兴朝****45

1/5

2/5
3/5
4/5

5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种去除钻孔孔口披锋方法.pdf
本发明公开了一种去除钻孔孔口披锋方法,包括以下步骤:在生产板钻孔后的沉铜前处理中先对上下两面的孔口进行打磨;而后通过砂带打磨粗化生产板的整个板面;对生产板进行加压喷淋水洗处理,且在生产板整个移动到加压喷淋水洗的工作位时停顿5‑10s,使加压喷淋的水充分清洗孔口和孔内部。本发明方法可避免现有手工打磨除披锋效果不均或个别孔漏打磨和单面机器磨板常出现放反板等的问题,有效保证了去除钻孔孔口披锋效果,并杜绝后制程出现孔内铜丝和干膜破孔型孔无铜缺陷发生。

一种改善软硬结合板孔口披峰的钻孔方法.pdf
本发明属于PCB板加工技术领域,具体涉及一种改善软硬结合板孔口披峰的钻孔方法。本发明在进行机械钻孔前,先将软硬结合板半成品的上下表面清洁后,在板子的上下表面贴合干膜,并对需要钻孔位置的干膜进行曝光,并显影掉未曝光部分的干膜,保留曝光部分的干膜,并通过烘烤增加曝光后干膜的硬度,在需要机械钻孔处板子的下表层使用普通的木浆板作为底板,上表层使用酚醛树脂板作为盖板进行钻孔,由于板子和酚醛树脂板之间设置有一层经过固化的干膜,在钻孔时不会出现披峰异常的问题,本发明的方法特别适用于多层线路的软硬结合板,可以有效解决机械
一种PCB钻孔后除披锋装置.pdf
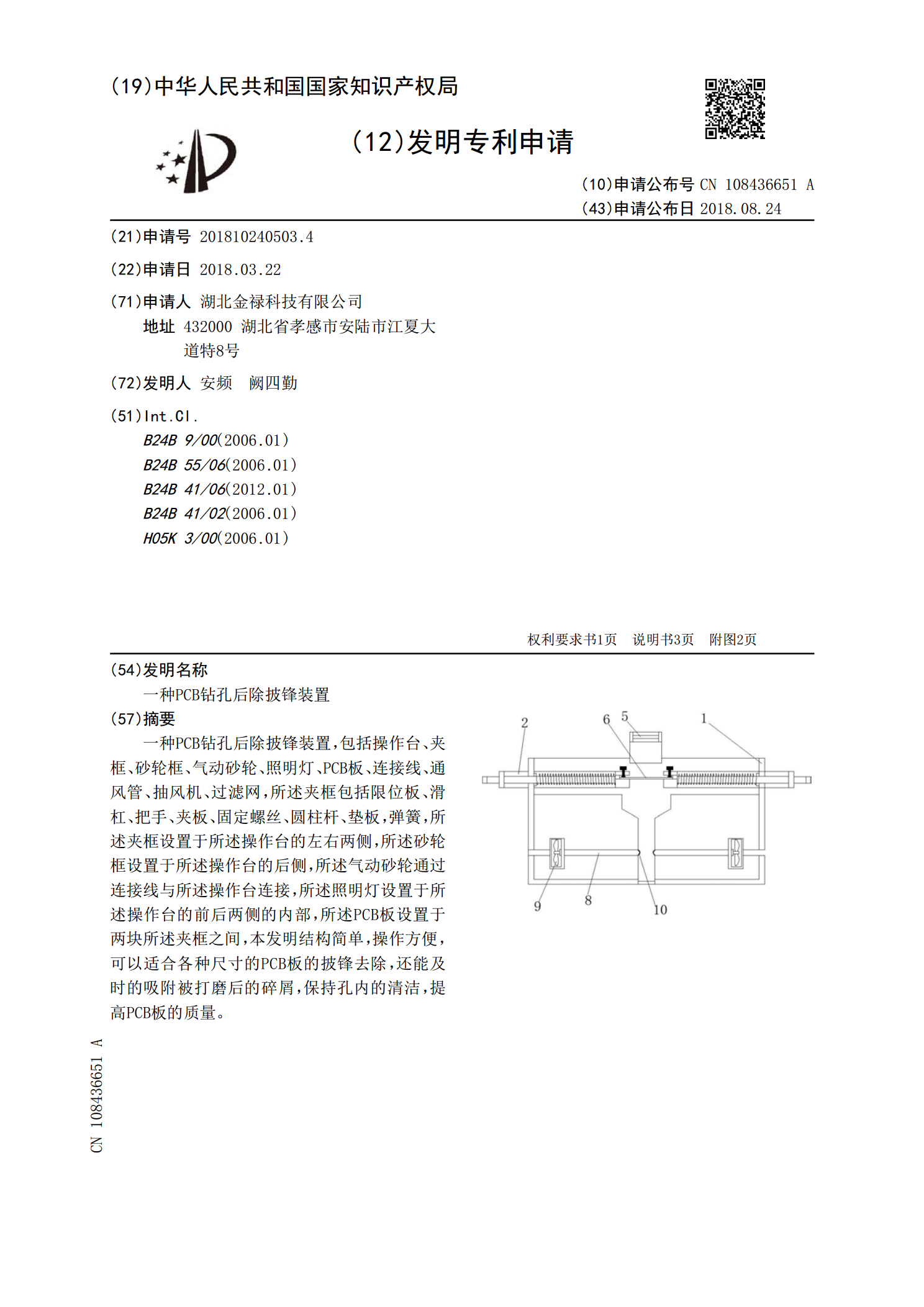
一种PCB钻孔后除披锋装置,包括操作台、夹框、砂轮框、气动砂轮、照明灯、PCB板、连接线、通风管、抽风机、过滤网,所述夹框包括限位板、滑杠、把手、夹板、固定螺丝、圆柱杆、垫板,弹簧,所述夹框设置于所述操作台的左右两侧,所述砂轮框设置于所述操作台的后侧,所述气动砂轮通过连接线与所述操作台连接,所述照明灯设置于所述操作台的前后两侧的内部,所述PCB板设置于两块所述夹框之间,本发明结构简单,操作方便,可以适合各种尺寸的PCB板的披锋去除,还能及时的吸附被打磨后的碎屑,保持孔内的清洁,提高PCB板的质量。

一种去除PCB金属化半孔披锋的方法.pdf
本发明涉及印制电路板技术领域,具体为一种去除PCB金属化半孔披锋的方法。本发明通过在图形电镀后且未退膜的情况下先进行一次碱性蚀刻处理,该碱性蚀刻过程仅对披锋进行蚀刻,对被干膜或锡层保护的铜面无影响,确保金属披锋被完全蚀刻除去后再结束该碱性蚀刻流程,从而可将金属披锋完全去除干净,无残留;另外,因金属披锋已完全除掉,退膜后进行碱性蚀刻时,只需蚀刻除去原被干膜保护的铜面,无需考虑金属披锋的因素,因此无需放慢蚀刻速度,不需额外增加蚀刻补偿及增加工艺难度,避免了对线宽线距造成的影响。通过本发明方法除金属化半孔披锋,

一种改善因电路板板曲导致钻孔披锋的方法.pdf
本发明涉及印制电路板技术领域,具体为一种改善因电路板板曲导致钻孔披锋的方法。本发明通过在钻孔前,用图形电镀线的镀锡段在多层生产板上镀一层锡,在板面形成致密的锡层,即使多层生产板存在板曲问题,在钻孔过程中,板面因受到锡层的保护,孔口处的部分锡被钻咀带出形成锡披锋,而被钻咀带出的铜箔和基材则较少且较短,退锡时可将锡完全除去,孔口处只留下由铜箔和基材形成的披锋,从而达到减少披锋的效果。此外,钻孔后退锡可最大程度地清洗孔内外杂物,从而可改善披锋打磨入口的问题。在多层生产板上镀厚度为8‑10μm的锡层,减少披锋产生