
超硬材料电镀砂轮磨料重排均布上砂装置及方法.pdf

永香****能手


1/7
2/7
3/7
4/7

5/7

6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
超硬材料电镀砂轮磨料重排均布上砂装置及方法.pdf
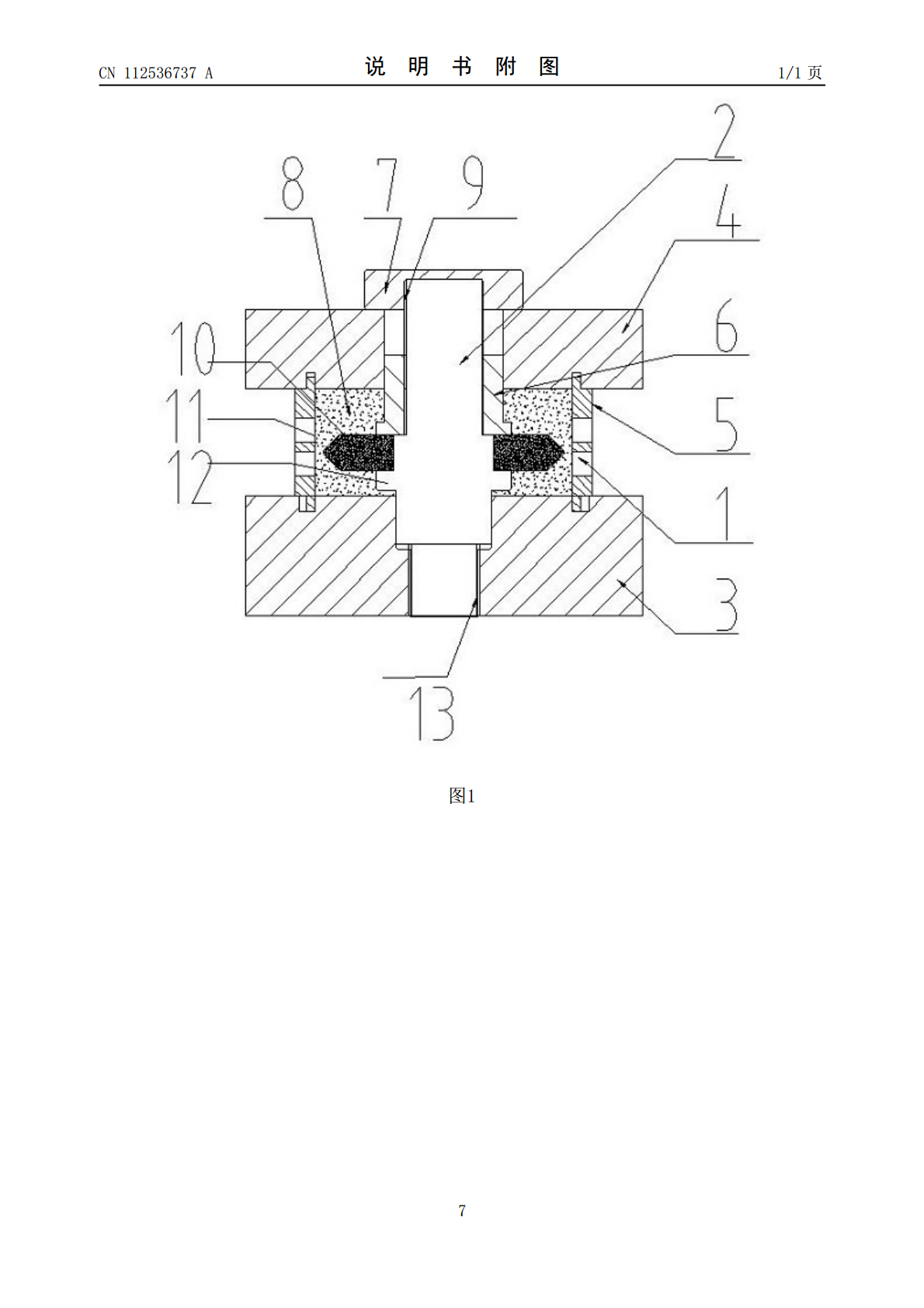
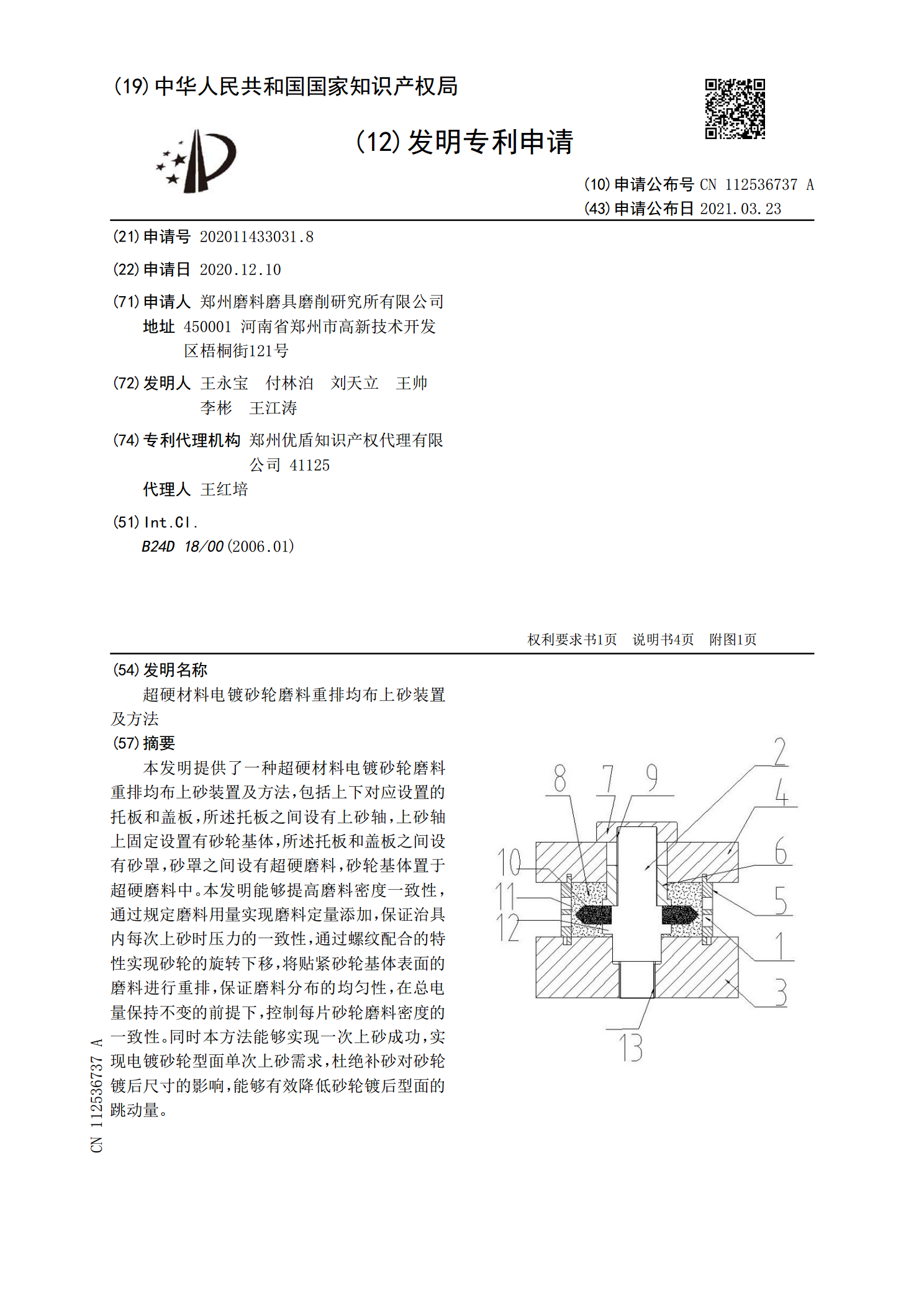
本发明提供了一种超硬材料电镀砂轮磨料重排均布上砂装置及方法,包括上下对应设置的托板和盖板,所述托板之间设有上砂轴,上砂轴上固定设置有砂轮基体,所述托板和盖板之间设有砂罩,砂罩之间设有超硬磨料,砂轮基体置于超硬磨料中。本发明能够提高磨料密度一致性,通过规定磨料用量实现磨料定量添加,保证治具内每次上砂时压力的一致性,通过螺纹配合的特性实现砂轮的旋转下移,将贴紧砂轮基体表面的磨料进行重排,保证磨料分布的均匀性,在总电量保持不变的前提下,控制每片砂轮磨料密度的一致性。同时本方法能够实现一次上砂成功,实现电镀砂轮型

超硬砂轮的电镀植砂方法.docx
超硬砂轮的电镀植砂方法标题:超硬砂轮的电镀植砂方法摘要:超硬砂轮是一种常用的磨削工具,它在现代工业生产中扮演着重要的角色。为了提高超硬砂轮的磨削效果和使用寿命,经常需要对其进行电镀植砂处理。本文将探讨超硬砂轮电镀植砂的方法,包括电镀液的选择、电镀工艺参数的优化以及电镀植砂后的性能评价等方面。1.引言超硬砂轮是一种由金刚石、立方氮化硼等超硬材料制成的砂轮,具有优良的磨削性能和高耐磨性。然而,随着砂轮使用时间的增长,砂粒逐渐磨损,砂轮的磨削效果和使用寿命会逐渐降低。因此,为了提高砂轮的磨削效果和延长使用寿命,
一种电镀砂轮用上砂夹具、电镀超硬材料砂轮及制造方法.pdf
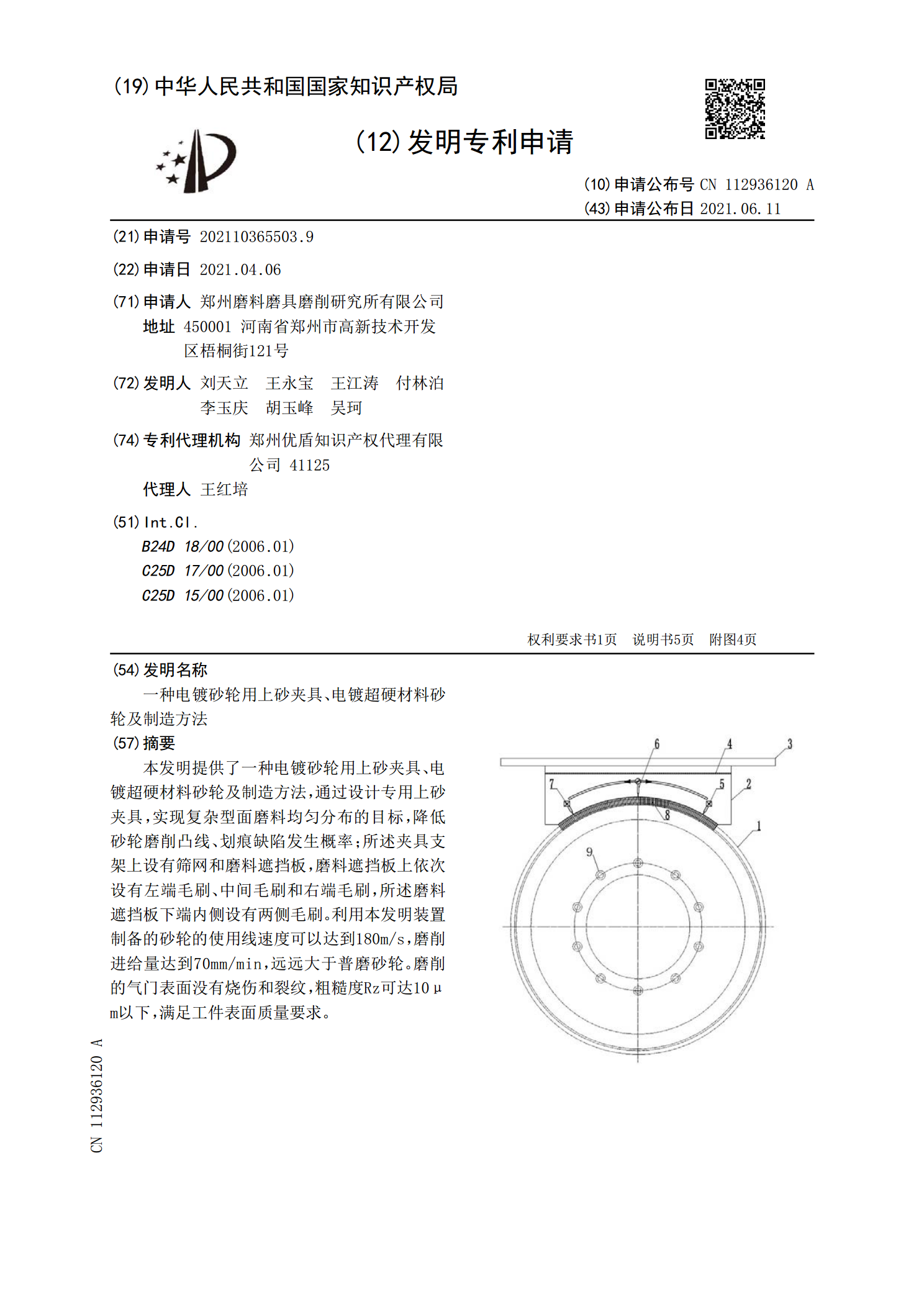
本发明提供了一种电镀砂轮用上砂夹具、电镀超硬材料砂轮及制造方法,通过设计专用上砂夹具,实现复杂型面磨料均匀分布的目标,降低砂轮磨削凸线、划痕缺陷发生概率;所述夹具支架上设有筛网和磨料遮挡板,磨料遮挡板上依次设有左端毛刷、中间毛刷和右端毛刷,所述磨料遮挡板下端内侧设有两侧毛刷。利用本发明装置制备的砂轮的使用线速度可以达到180m/s,磨削进给量达到70mm/min,远远大于普磨砂轮。磨削的气门表面没有烧伤和裂纹,粗糙度Rz可达10μm以下,满足工件表面质量要求。
一种超硬磨料在电镀砂轮中实现有序排布的装置及方法.pdf
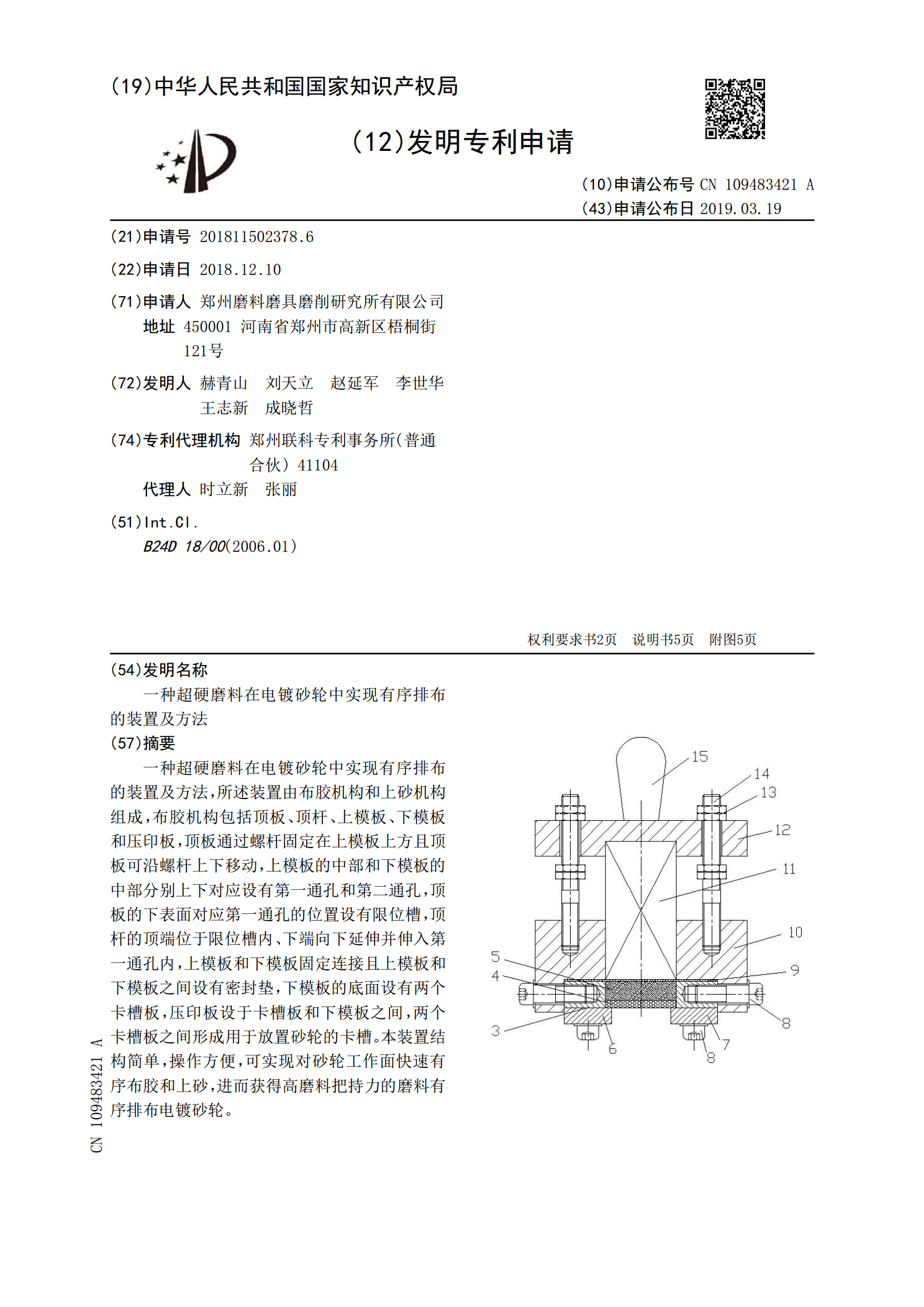
一种超硬磨料在电镀砂轮中实现有序排布的装置及方法,所述装置由布胶机构和上砂机构组成,布胶机构包括顶板、顶杆、上模板、下模板和压印板,顶板通过螺杆固定在上模板上方且顶板可沿螺杆上下移动,上模板的中部和下模板的中部分别上下对应设有第一通孔和第二通孔,顶板的下表面对应第一通孔的位置设有限位槽,顶杆的顶端位于限位槽内、下端向下延伸并伸入第一通孔内,上模板和下模板固定连接且上模板和下模板之间设有密封垫,下模板的底面设有两个卡槽板,压印板设于卡槽板和下模板之间,两个卡槽板之间形成用于放置砂轮的卡槽。本装置结构简单,操
超硬磨料砂轮.pdf
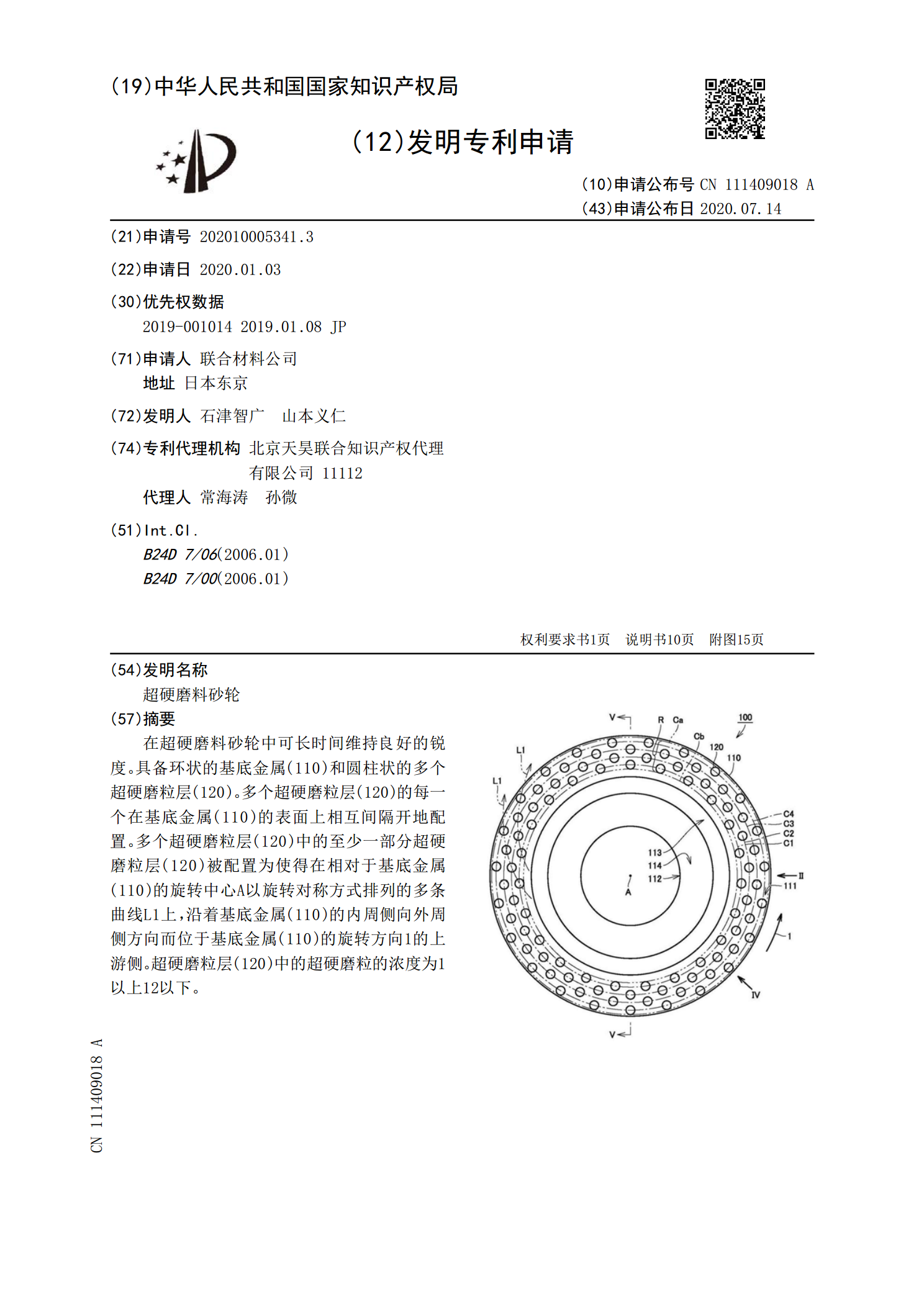
在超硬磨料砂轮中可长时间维持良好的锐度。具备环状的基底金属(110)和圆柱状的多个超硬磨粒层(120)。多个超硬磨粒层(120)的每一个在基底金属(110)的表面上相互间隔开地配置。多个超硬磨粒层(120)中的至少一部分超硬磨粒层(120)被配置为使得在相对于基底金属(110)的旋转中心A以旋转对称方式排列的多条曲线L1上,沿着基底金属(110)的内周侧向外周侧方向而位于基底金属(110)的旋转方向1的上游侧。超硬磨粒层(120)中的超硬磨粒的浓度为1以上12以下。