
一种超硬磨料在电镀砂轮中实现有序排布的装置及方法.pdf

小长****6淑

1/10
2/10

3/10
4/10
5/10
6/10
7/10
8/10
9/10

10/10
亲,该文档总共13页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种超硬磨料在电镀砂轮中实现有序排布的装置及方法.pdf
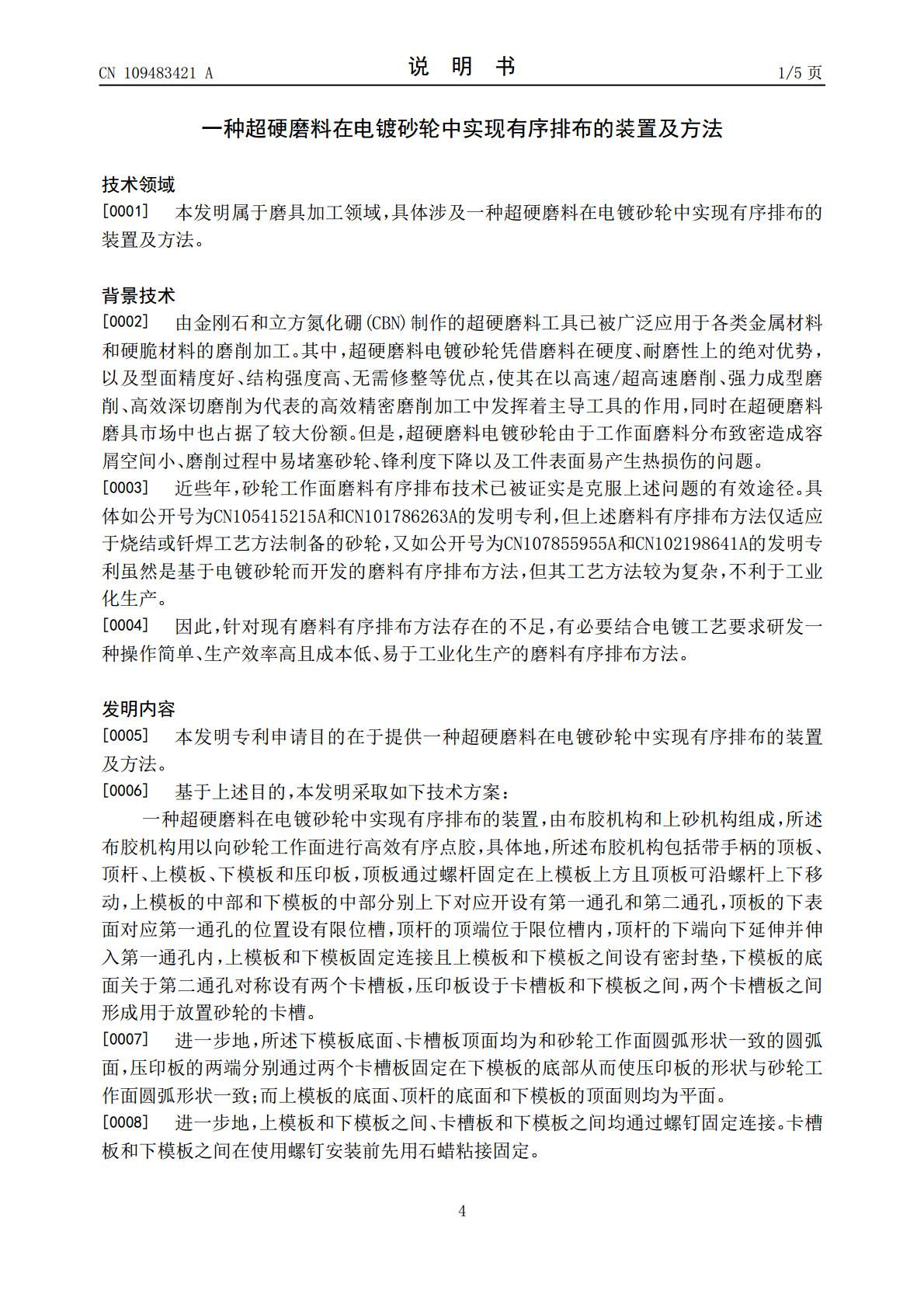
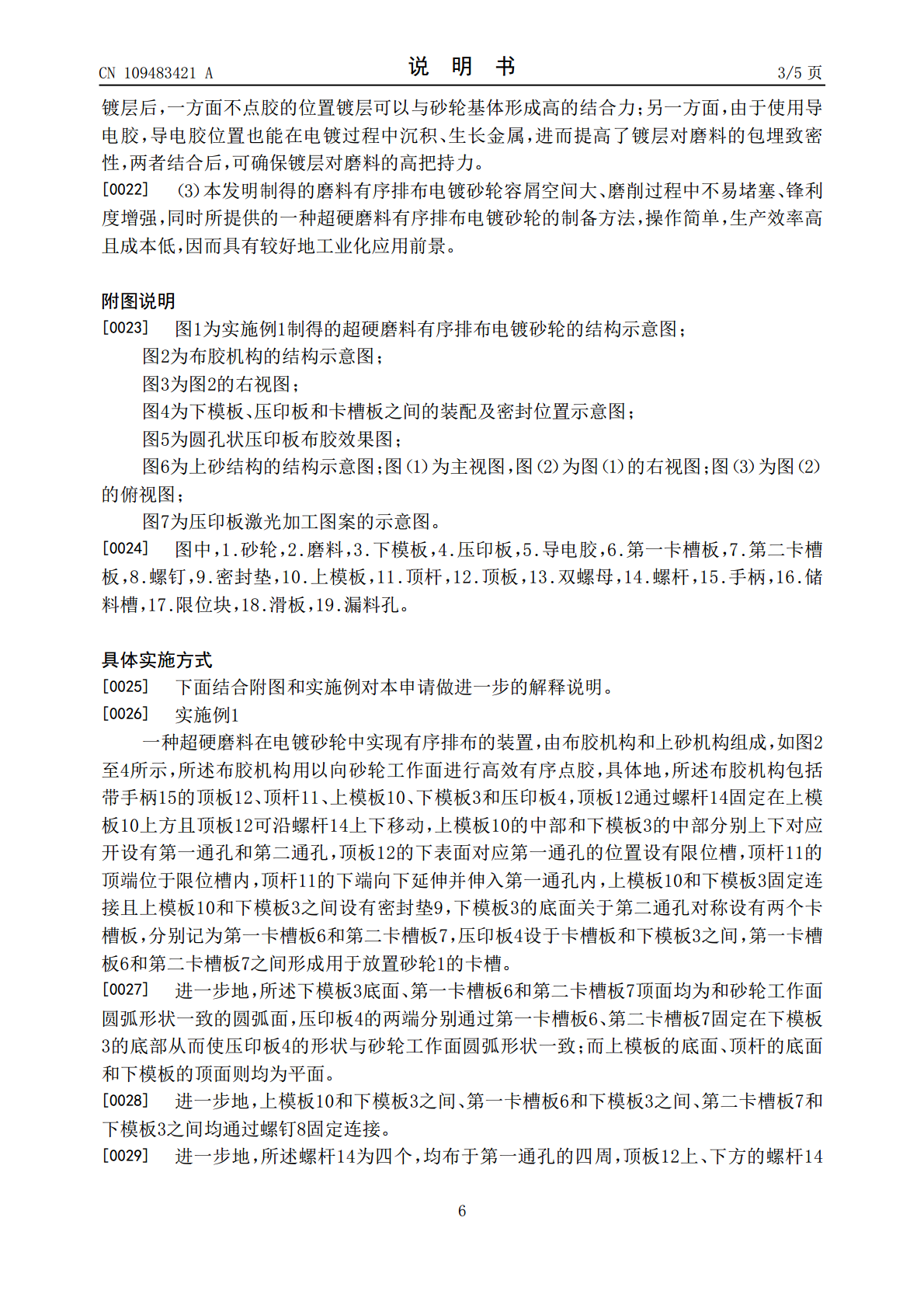
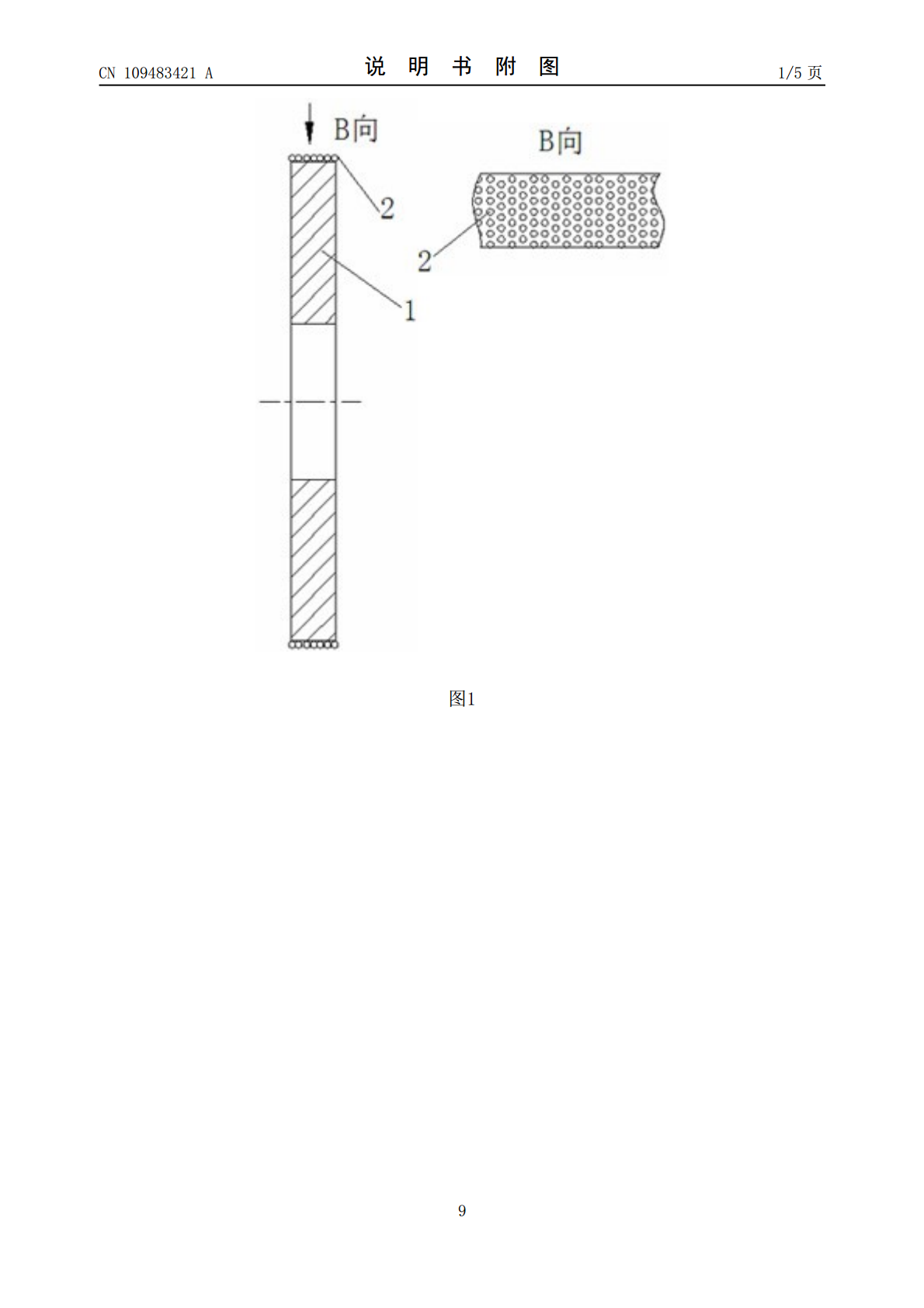
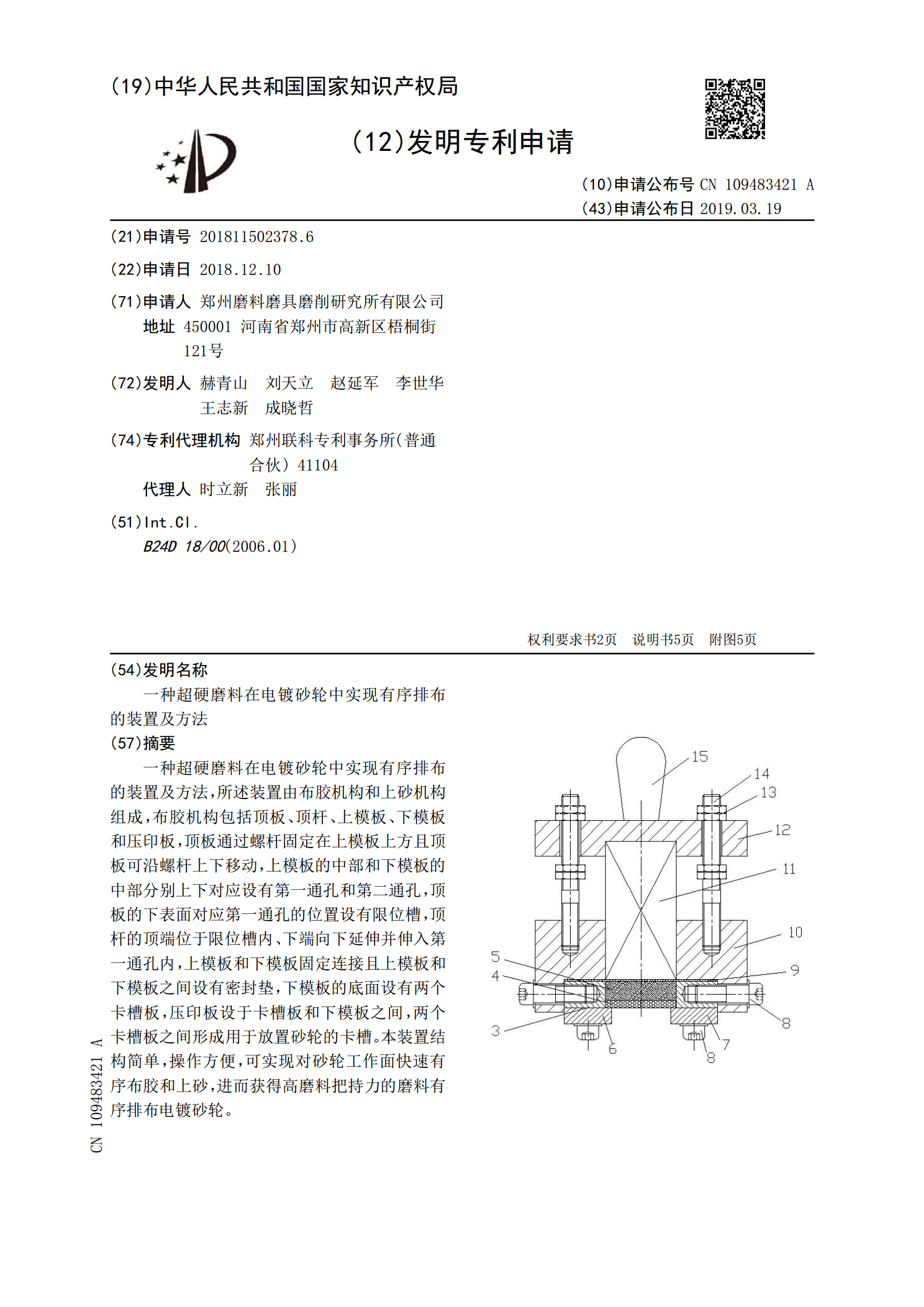
一种超硬磨料在电镀砂轮中实现有序排布的装置及方法,所述装置由布胶机构和上砂机构组成,布胶机构包括顶板、顶杆、上模板、下模板和压印板,顶板通过螺杆固定在上模板上方且顶板可沿螺杆上下移动,上模板的中部和下模板的中部分别上下对应设有第一通孔和第二通孔,顶板的下表面对应第一通孔的位置设有限位槽,顶杆的顶端位于限位槽内、下端向下延伸并伸入第一通孔内,上模板和下模板固定连接且上模板和下模板之间设有密封垫,下模板的底面设有两个卡槽板,压印板设于卡槽板和下模板之间,两个卡槽板之间形成用于放置砂轮的卡槽。本装置结构简单,操
一种有序微槽结构多层超硬磨料电镀砂轮.pdf
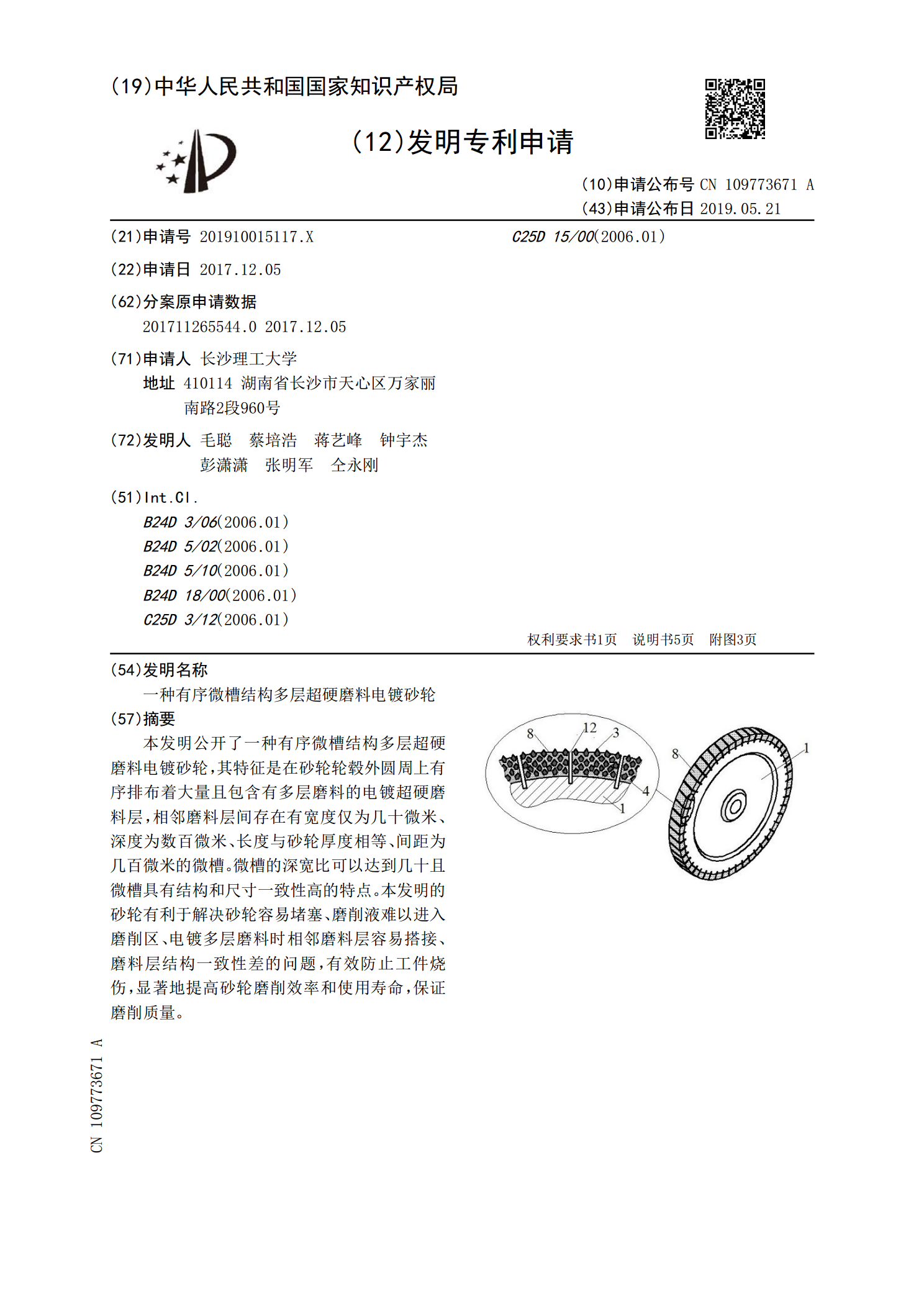
本发明公开了一种有序微槽结构多层超硬磨料电镀砂轮,其特征是在砂轮轮毂外圆周上有序排布着大量且包含有多层磨料的电镀超硬磨料层,相邻磨料层间存在有宽度仅为几十微米、深度为数百微米、长度与砂轮厚度相等、间距为几百微米的微槽。微槽的深宽比可以达到几十且微槽具有结构和尺寸一致性高的特点。本发明的砂轮有利于解决砂轮容易堵塞、磨削液难以进入磨削区、电镀多层磨料时相邻磨料层容易搭接、磨料层结构一致性差的问题,有效防止工件烧伤,显著地提高砂轮磨削效率和使用寿命,保证磨削质量。

一种有序微槽结构多层超硬磨料电镀砂轮及其制备方法.pdf
本发明公开了一种有序微槽结构多层超硬磨料电镀砂轮及其制备方法,其特征是在砂轮轮毂外圆周上有序排布着大量且包含有多层磨料的电镀超硬磨料层,相邻磨料层间存在有宽度仅为几十微米、深度为数百微米、长度与砂轮厚度相等、间距为几百微米的微槽。其制备方法为:在砂轮轮毂外圆周涂覆聚乙烯醇胶水并干燥成胶层,采用微水刀激光加工技术在胶层上加工出凹槽阵列,向凹槽内注入熔融聚乙烯并冷却成绝缘片,在沸水中溶解胶层后电镀多层磨料,最后熔除绝缘片。本发明的砂轮有利于解决砂轮容易堵塞、磨削液难以进入磨削区、电镀多层磨料时相邻磨料层容易搭
超硬材料电镀砂轮磨料重排均布上砂装置及方法.pdf
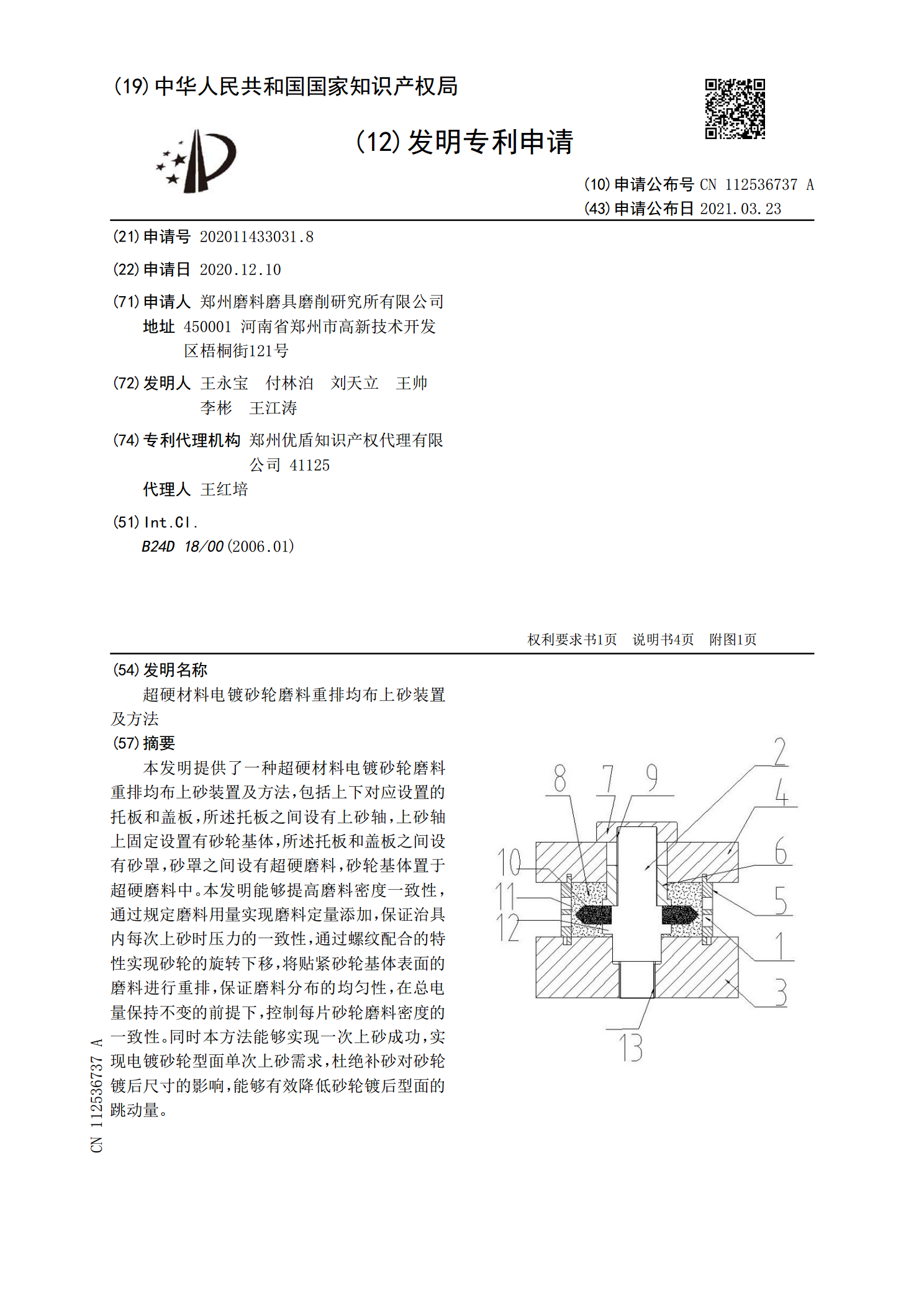
本发明提供了一种超硬材料电镀砂轮磨料重排均布上砂装置及方法,包括上下对应设置的托板和盖板,所述托板之间设有上砂轴,上砂轴上固定设置有砂轮基体,所述托板和盖板之间设有砂罩,砂罩之间设有超硬磨料,砂轮基体置于超硬磨料中。本发明能够提高磨料密度一致性,通过规定磨料用量实现磨料定量添加,保证治具内每次上砂时压力的一致性,通过螺纹配合的特性实现砂轮的旋转下移,将贴紧砂轮基体表面的磨料进行重排,保证磨料分布的均匀性,在总电量保持不变的前提下,控制每片砂轮磨料密度的一致性。同时本方法能够实现一次上砂成功,实现电镀砂轮型
超硬磨料砂轮.pdf
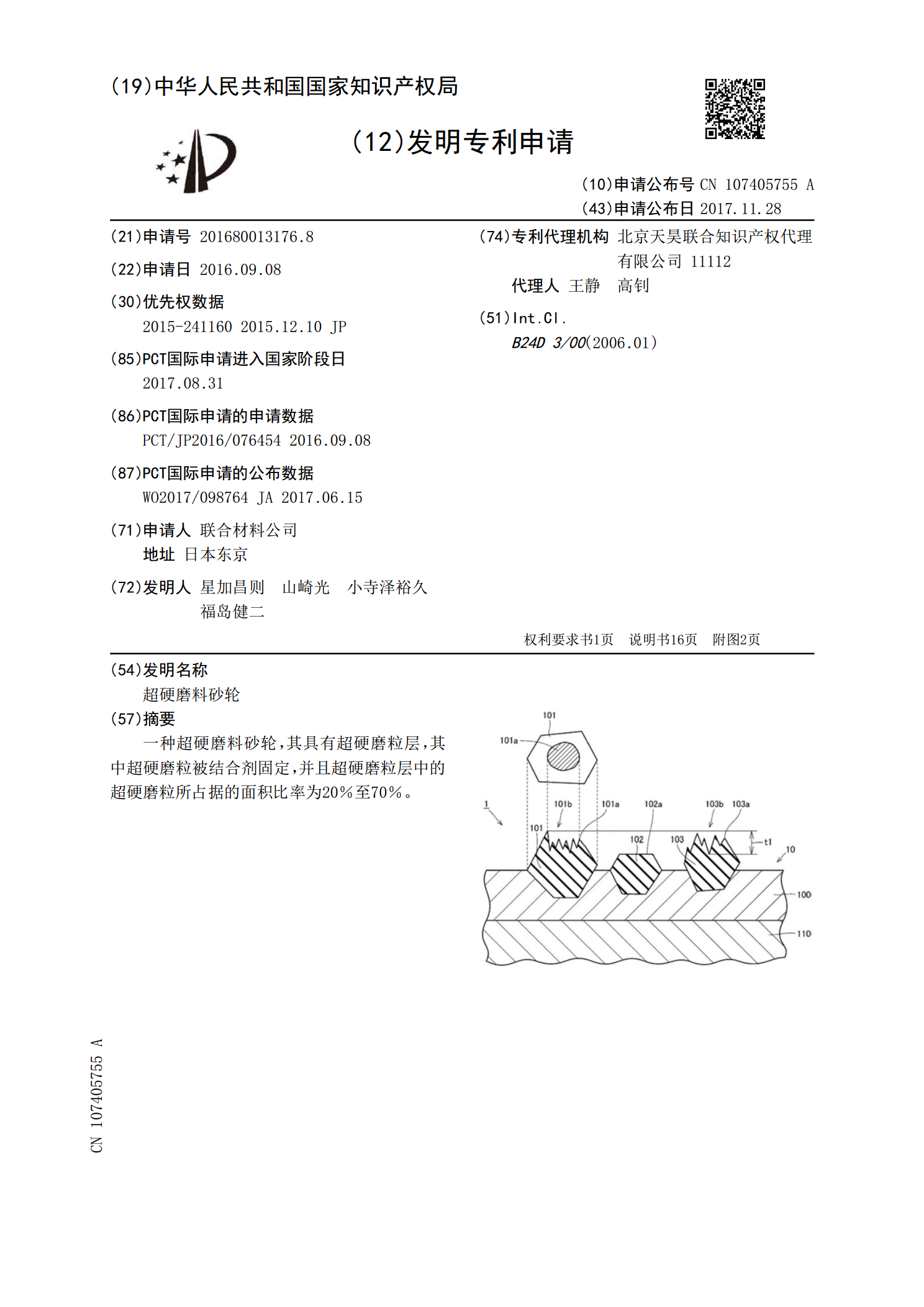
一种超硬磨料砂轮,其具有超硬磨粒层,其中超硬磨粒被结合剂固定,并且超硬磨粒层中的超硬磨粒所占据的面积比率为20%至70%。