
一种自动装配装置及方法.pdf

Ke****67


1/10

2/10
3/10
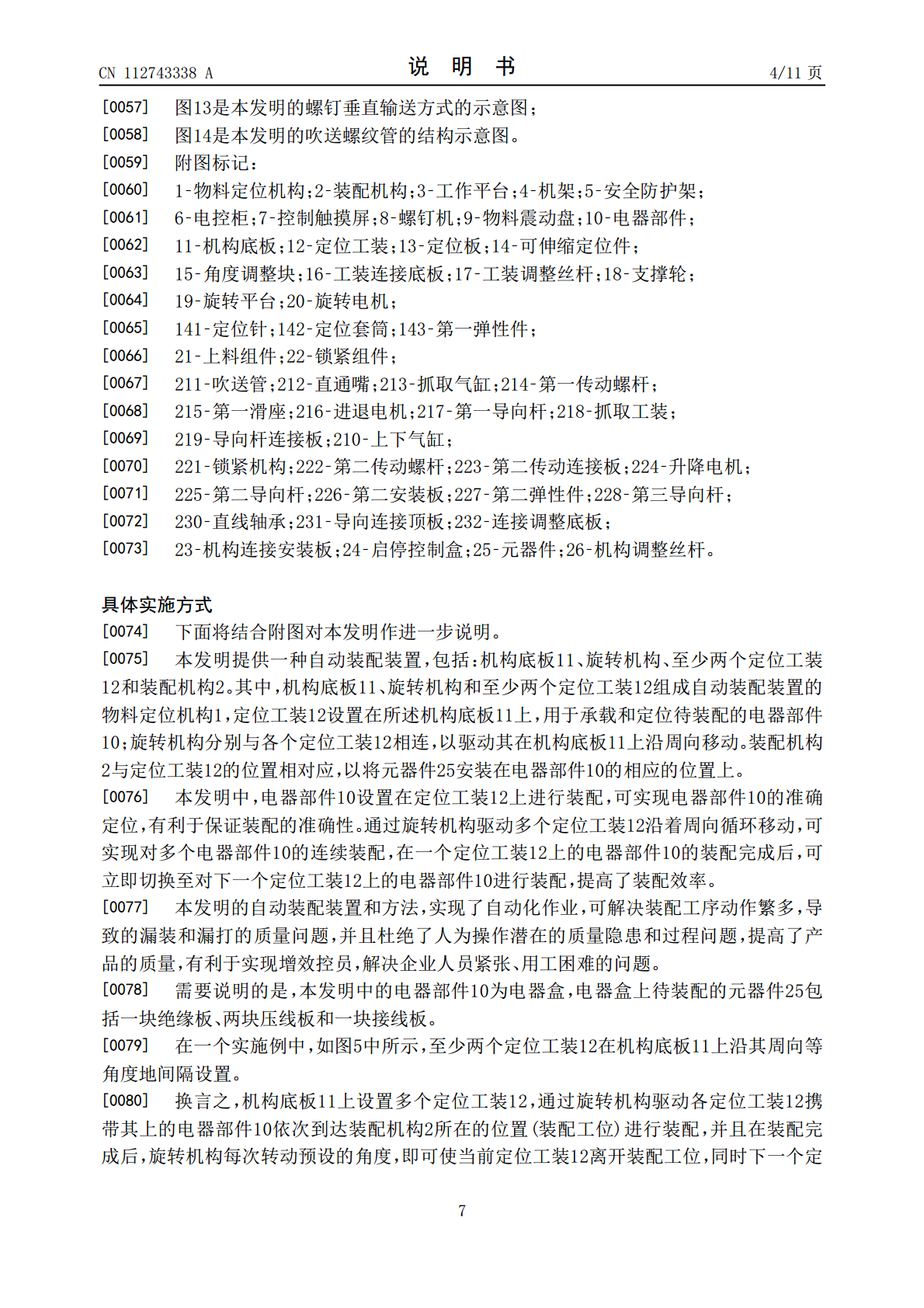
4/10
5/10
6/10
7/10

8/10

9/10

10/10
亲,该文档总共21页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种自动装配装置及方法.pdf
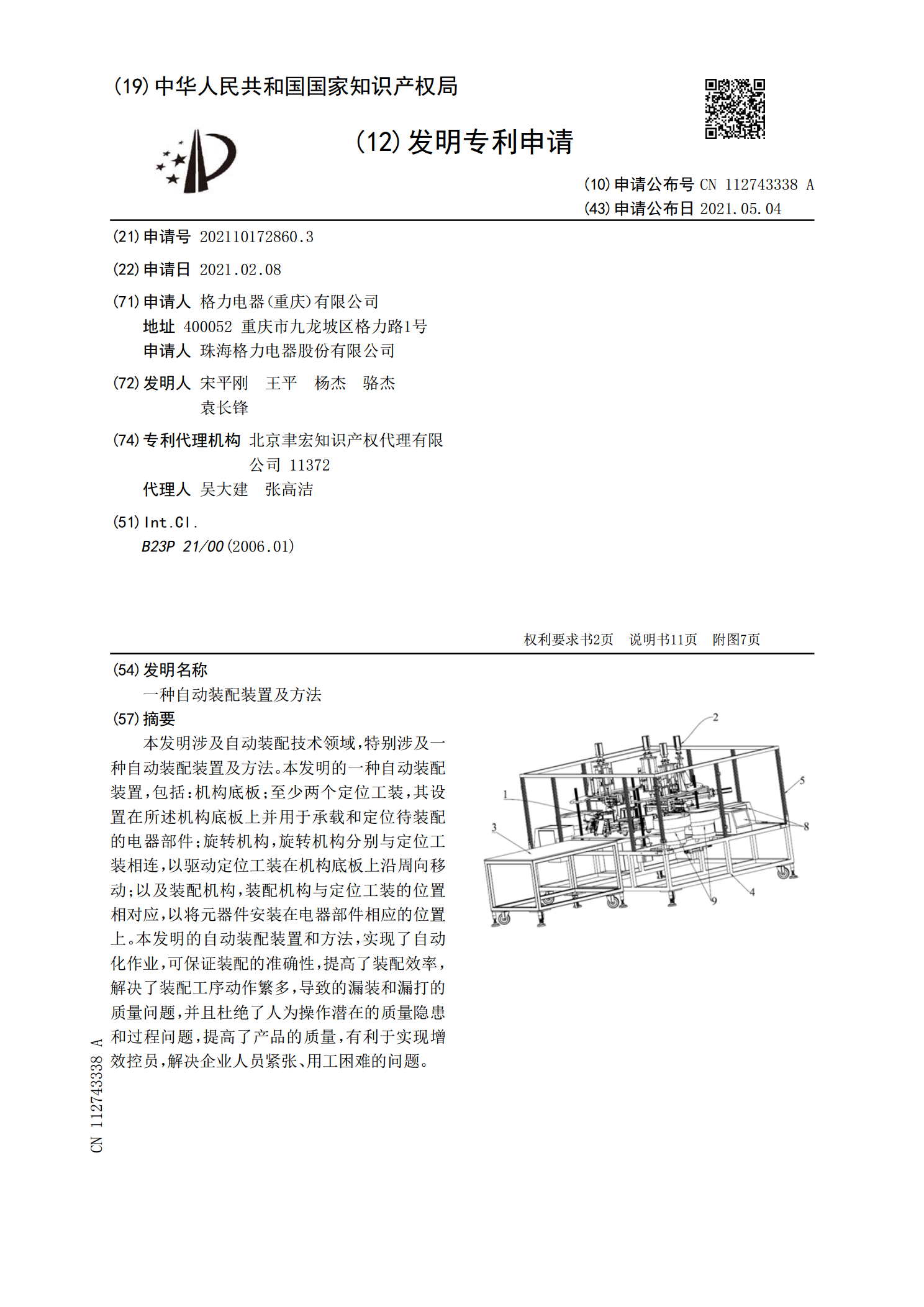
本发明涉及自动装配技术领域,特别涉及一种自动装配装置及方法。本发明的一种自动装配装置,包括:机构底板;至少两个定位工装,其设置在所述机构底板上并用于承载和定位待装配的电器部件;旋转机构,旋转机构分别与定位工装相连,以驱动定位工装在机构底板上沿周向移动;以及装配机构,装配机构与定位工装的位置相对应,以将元器件安装在电器部件相应的位置上。本发明的自动装配装置和方法,实现了自动化作业,可保证装配的准确性,提高了装配效率,解决了装配工序动作繁多,导致的漏装和漏打的质量问题,并且杜绝了人为操作潜在的质量隐患和过程问

一种转向机齿轮齿条自动装配装置及自动装配方法.pdf
一种转向机齿轮齿条自动装配装置,齿条一端被齿条装配组件夹持,齿条另一端正对待装配的齿条装配用的壳体,经过齿条装配组件的装配工序的齿条被送入齿条装配用的壳体的设定位置,并将齿条旋转至与小齿轮的啮合位置。小齿轮装配在齿轮压装组件上,该组件将小齿轮锁定,齿轮压装组件带着小齿轮下降,将小齿轮的齿轮啮合面与被送入齿条装配用的壳体的设定位置的齿条齿面相互啮合,进行压装。本发明的安装过程工序集成度高,装配过程全自动,具备自动认齿功能,且能保证小齿轮缺口位置在图纸要求的角度。本发明避免了传统的流程中需要分两次上下料,中间
一种汽车面板旋钮自动装配装置及其装配方法.pdf
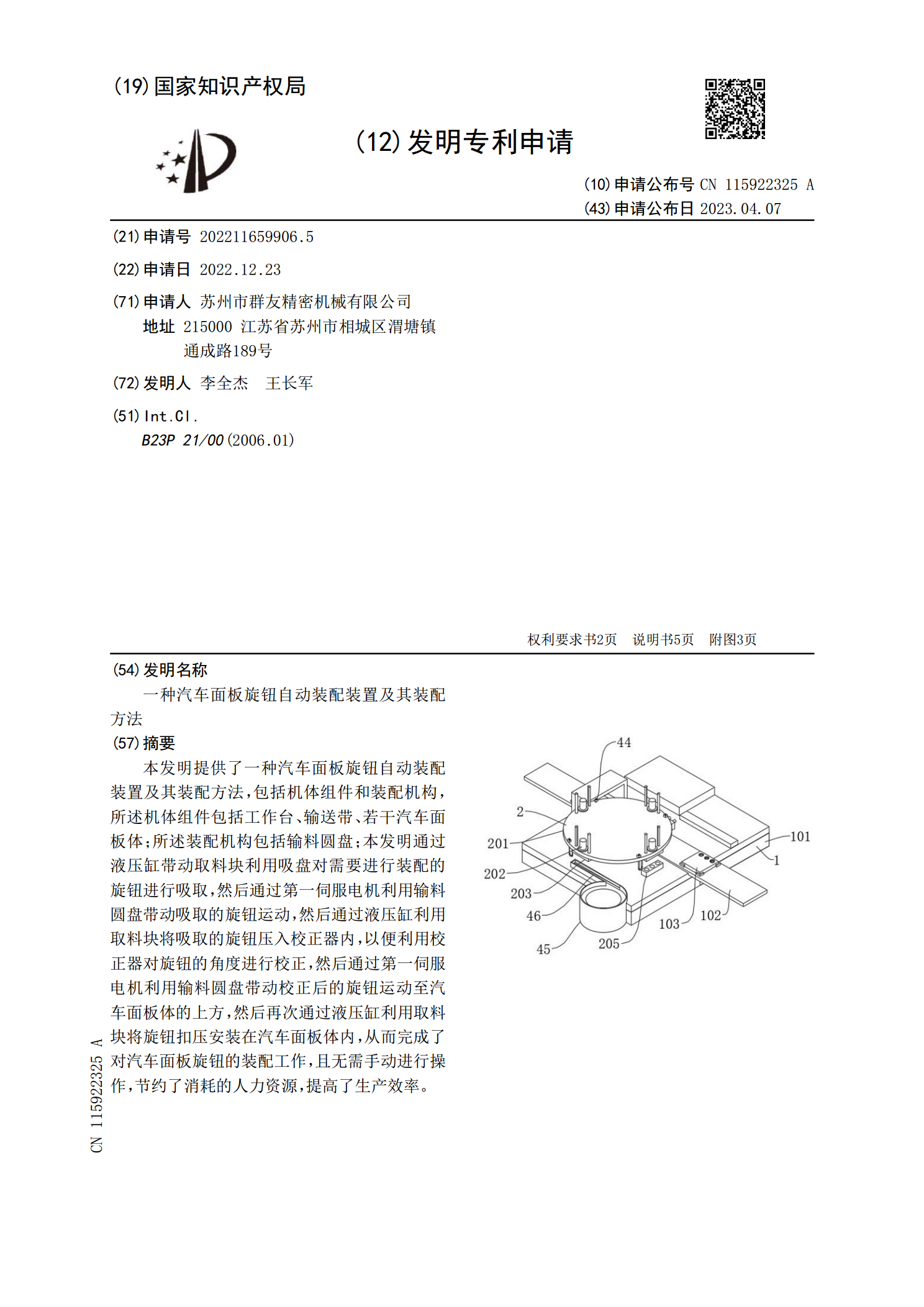
本发明提供了一种汽车面板旋钮自动装配装置及其装配方法,包括机体组件和装配机构,所述机体组件包括工作台、输送带、若干汽车面板体;所述装配机构包括输料圆盘;本发明通过液压缸带动取料块利用吸盘对需要进行装配的旋钮进行吸取,然后通过第一伺服电机利用输料圆盘带动吸取的旋钮运动,然后通过液压缸利用取料块将吸取的旋钮压入校正器内,以便利用校正器对旋钮的角度进行校正,然后通过第一伺服电机利用输料圆盘带动校正后的旋钮运动至汽车面板体的上方,然后再次通过液压缸利用取料块将旋钮扣压安装在汽车面板体内,从而完成了对汽车面板旋钮的
一种自动装配装置.pdf
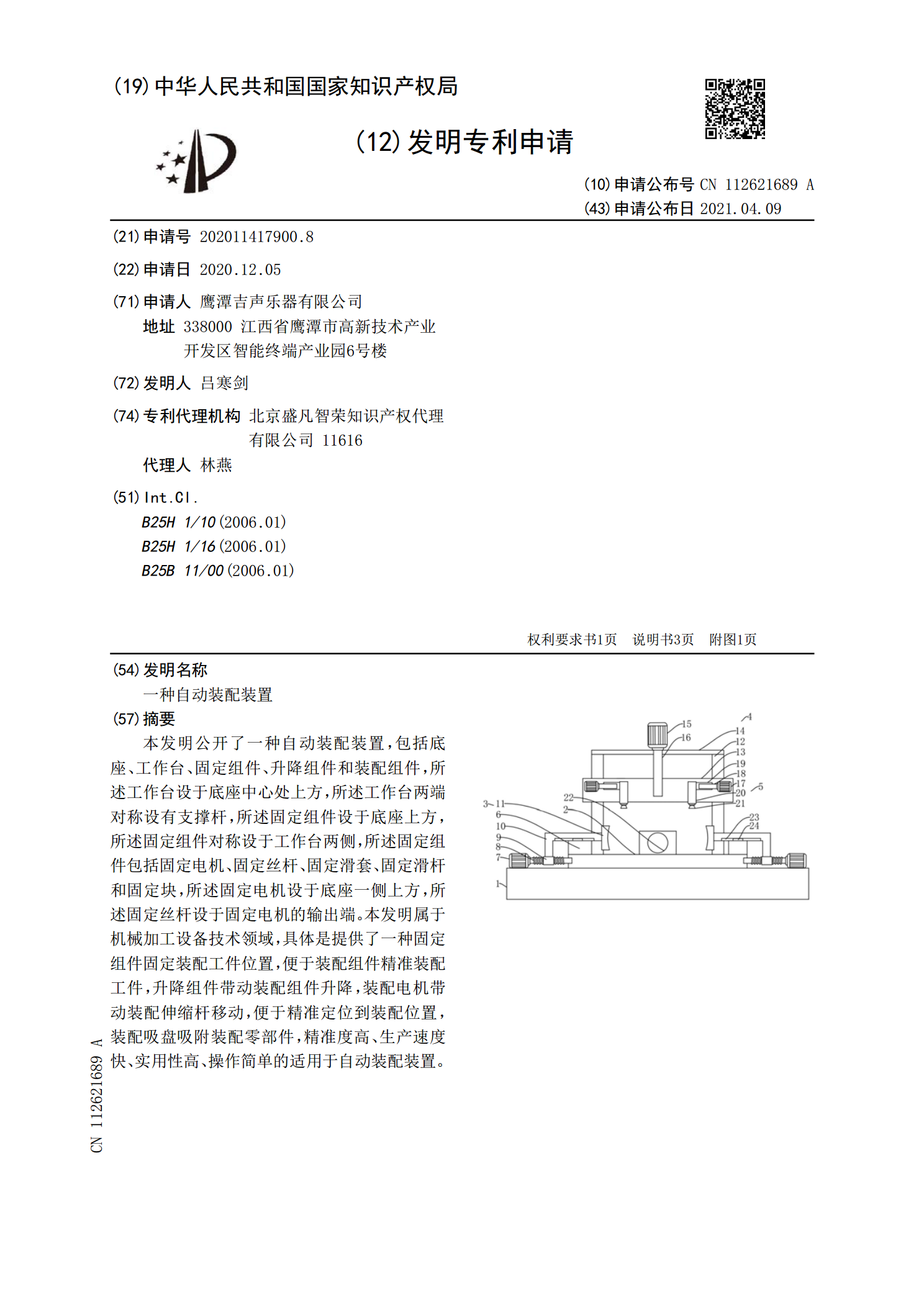
本发明公开了一种自动装配装置,包括底座、工作台、固定组件、升降组件和装配组件,所述工作台设于底座中心处上方,所述工作台两端对称设有支撑杆,所述固定组件设于底座上方,所述固定组件对称设于工作台两侧,所述固定组件包括固定电机、固定丝杆、固定滑套、固定滑杆和固定块,所述固定电机设于底座一侧上方,所述固定丝杆设于固定电机的输出端。本发明属于机械加工设备技术领域,具体是提供了一种固定组件固定装配工件位置,便于装配组件精准装配工件,升降组件带动装配组件升降,装配电机带动装配伸缩杆移动,便于精准定位到装配位置,装配吸盘

一种电磁阀减震垫全自动装配装置及全自动装配方法.pdf
本发明公开一种电磁阀减震垫全自动装配装置,其特征在于,包括:设备中心轴,设备台和设备转盘,所述设备转盘与所述设备中心轴连接、并在所述设备中心轴带动下转动,所述设备台围绕在所述设备转盘周围;在所述设备台上设有若干固定工位,所述固定工位包括:动铁芯来料工位、减震垫来料装配工位、减震垫打入深度检测工位、合格品出料工位、不合格品出料工位和动铁芯残留检测工位,在所述设备转盘上设有与各所述固定工位对应的变动工位,各所述变动工位上都有用于固定动铁芯的夹具和用于动铁芯出料的气缸。本发明还公开一种电磁阀减震垫全自动装配方法