
一种汽车面板旋钮自动装配装置及其装配方法.pdf

春景****23


1/10

2/10
3/10

4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种汽车面板旋钮自动装配装置及其装配方法.pdf
本发明提供了一种汽车面板旋钮自动装配装置及其装配方法,包括机体组件和装配机构,所述机体组件包括工作台、输送带、若干汽车面板体;所述装配机构包括输料圆盘;本发明通过液压缸带动取料块利用吸盘对需要进行装配的旋钮进行吸取,然后通过第一伺服电机利用输料圆盘带动吸取的旋钮运动,然后通过液压缸利用取料块将吸取的旋钮压入校正器内,以便利用校正器对旋钮的角度进行校正,然后通过第一伺服电机利用输料圆盘带动校正后的旋钮运动至汽车面板体的上方,然后再次通过液压缸利用取料块将旋钮扣压安装在汽车面板体内,从而完成了对汽车面板旋钮的
一种塑胶面板自动粘合装配装置.pdf
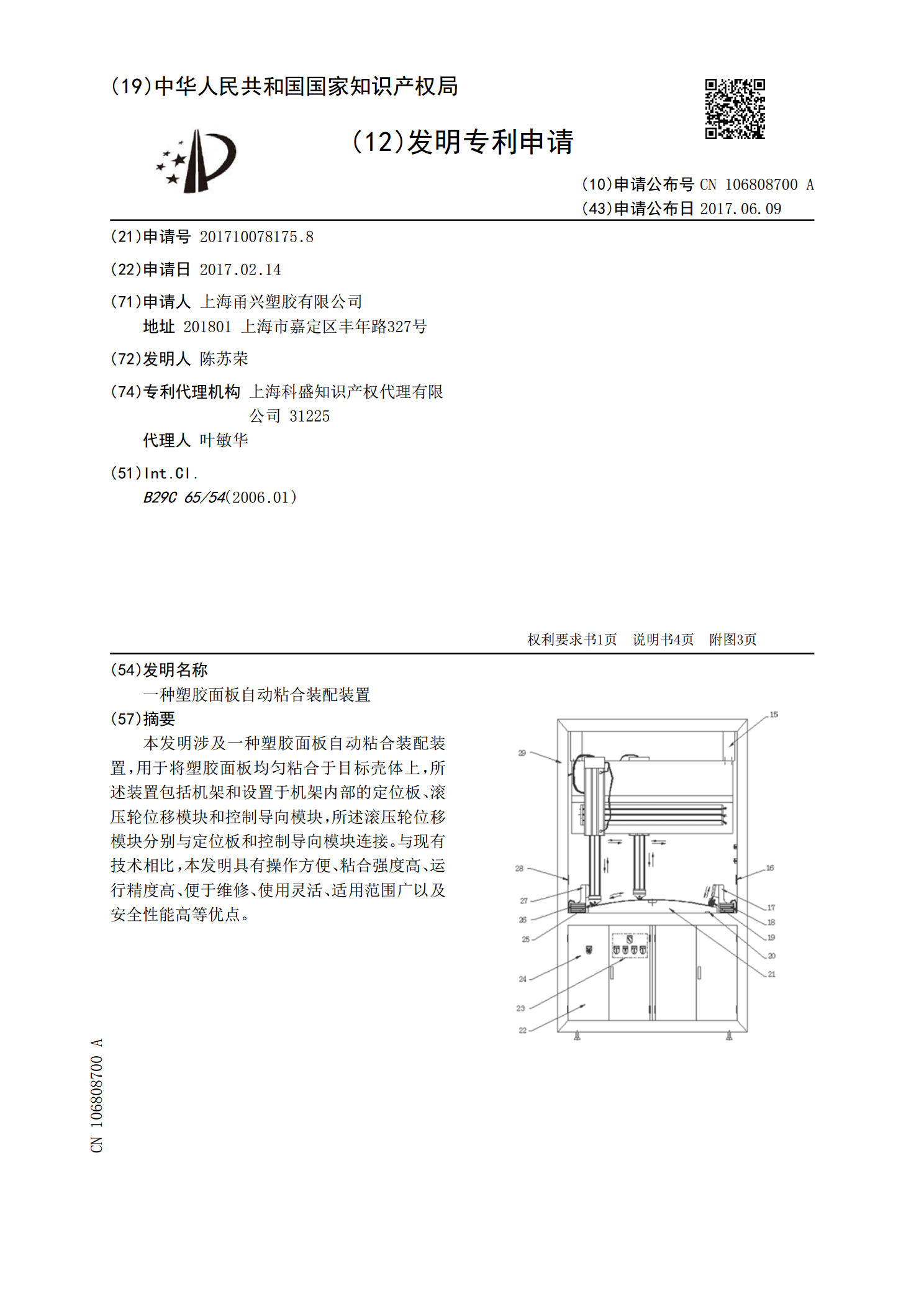
本发明涉及一种塑胶面板自动粘合装配装置,用于将塑胶面板均匀粘合于目标壳体上,所述装置包括机架和设置于机架内部的定位板、滚压轮位移模块和控制导向模块,所述滚压轮位移模块分别与定位板和控制导向模块连接。与现有技术相比,本发明具有操作方便、粘合强度高、运行精度高、便于维修、使用灵活、适用范围广以及安全性能高等优点。

按钮开关自动装配装置及其装配方法.pdf
本发明公开了一种按钮开关自动装配装置及其装配方法,包括工作台,所述工作台上安装有旋转安装座,所述旋转安装座周边等距布设有帽盖上料安装机构,所述转盘安装座一侧的工作台上安装有夹料机构,所述夹料机构连接送料机构,本发明实现了自动上料和下料操作,链条上料机构间隙步进往上供料,完成输送。采用振动盘输出按钮,旋转机械手往复抓取产品,多工位同步进行组装,提高了工作效率,且设备稳定性高。
一种旋钮环形弹簧装配装置.pdf
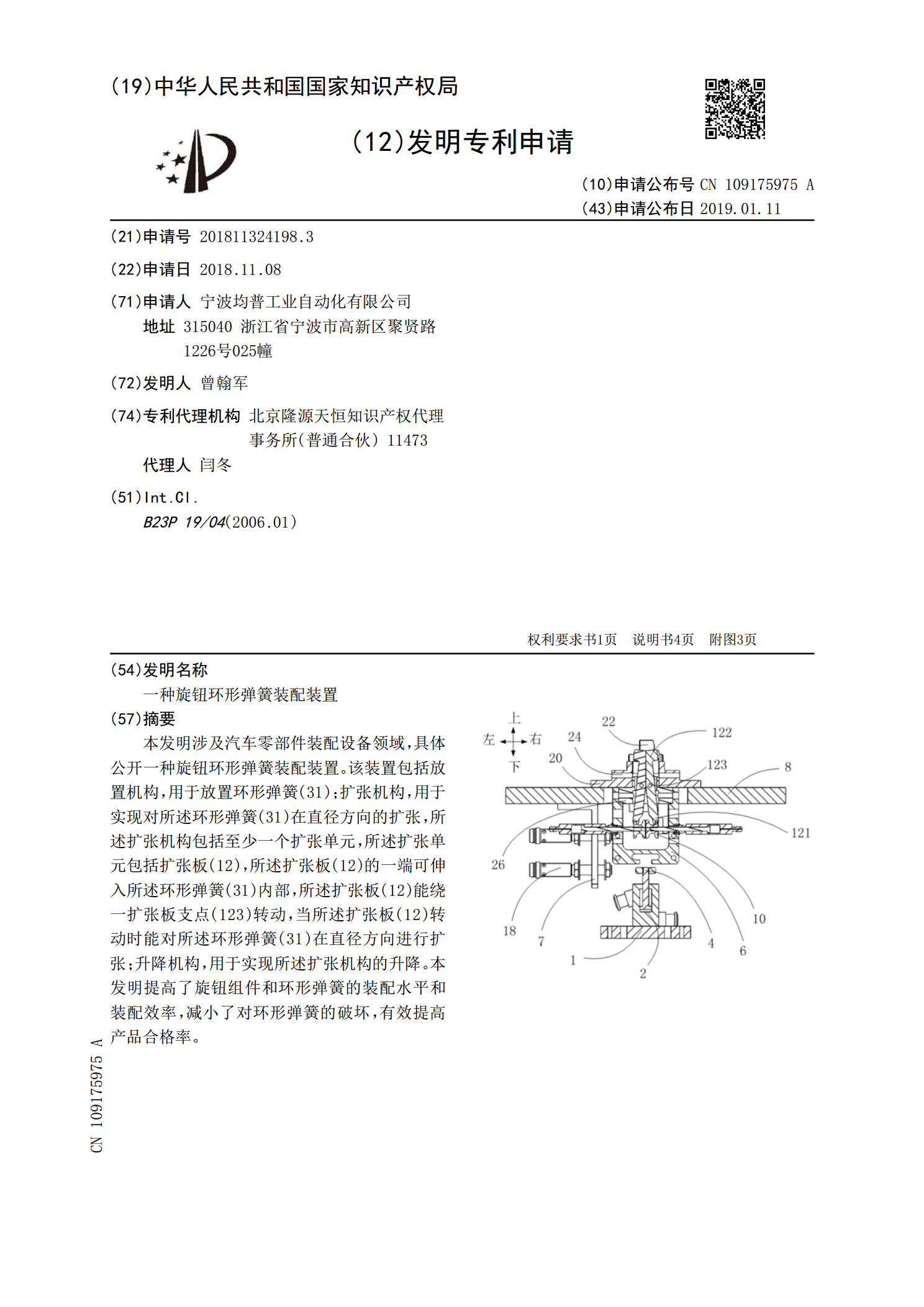
本发明涉及汽车零部件装配设备领域,具体公开一种旋钮环形弹簧装配装置。该装置包括放置机构,用于放置环形弹簧(31);扩张机构,用于实现对所述环形弹簧(31)在直径方向的扩张,所述扩张机构包括至少一个扩张单元,所述扩张单元包括扩张板(12),所述扩张板(12)的一端可伸入所述环形弹簧(31)内部,所述扩张板(12)能绕一扩张板支点(123)转动,当所述扩张板(12)转动时能对所述环形弹簧(31)在直径方向进行扩张;升降机构,用于实现所述扩张机构的升降。本发明提高了旋钮组件和环形弹簧的装配水平和装配效率,减小了

一种新型汽车应急启动线的装配装置及其装配方法.pdf
本发明公开了一种新型汽车应急启动线的装配装置及其装配方法,装配装置包括主体部分和送料装置部分,主体部分包括主气缸、滑块、行程阀、冲头、弹簧、凸轮、推力气缸、支架、脚踏阀、挡块,滑块位于主气缸的下方,冲头固定在主气缸的底端,弹簧与滑块连接,凸轮位于滑块的外侧,推力气缸固定在支架的下方,支架位于凸轮的下方,挡块固定在主气缸的侧边,行程阀位于挡块的对面,脚踏阀与主气缸连接;送料装置部分包括直线送料器、振动盘、定位槽,直线送料器的一端与振动盘连接,直线送料器的另一端与定位槽连接,振动盘内设有大齿,大齿具有大齿槽,