
一种无缝钢管及其制备方法.pdf

St****12


1/10
2/10
3/10

4/10
5/10

6/10
7/10

8/10
9/10
10/10
亲,该文档总共15页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

一种无缝钢管及其制备方法.pdf
本发明提供了一种无缝钢管及其制备方法。形成该无缝钢管的原料按照重量百分比计算包括:C:0.14‑0.18%,Si:0.30‑0.50%,Mn:1.45‑1.65%,Cr:0.15‑0.24%,Mo:0.01‑0.06%,Al:0.02‑0.05%,P≤0.020%,S≤0.003%,CE≤0.44%,余量为Fe及不可避免的杂质;其中,C、Mn、Cr、Mo和Al之间的重量百分比符合以下条件:9≤Mn/C+Cr+Mo+Al≤12;制备该无缝钢管的方法包括,对上述原料进行配料、冶炼、铸造形成坯料,并对坯料进行打

一种无缝钢管及其制备方法.pdf
本申请提供了一种无缝钢管及其制备方法,通过对棒坯的穿孔工艺参数、抛磨机的磨头、荒管冷轧工艺、冷轧管机的管坯固定装置、芯棒基体和表面的硬度、半成品管的热处理工艺、半成品管的自动校直工艺以及穿孔机的顶头和顶杆等作出改进,再将生产无缝钢管的各个工序进行有效集成,形成了一种厚壁小孔无缝钢管的制备方法。通过该制备方法生产厚壁小孔无缝钢管,能够大大缩短生产流程和生产周期,有效提高生产效率、节省人工及原料成本;生产过程中杜绝了传统的酸洗流程,从而避免对环境的污染。并且通过该制备方法生产得到的厚壁小孔无缝钢管,内外壁尺寸
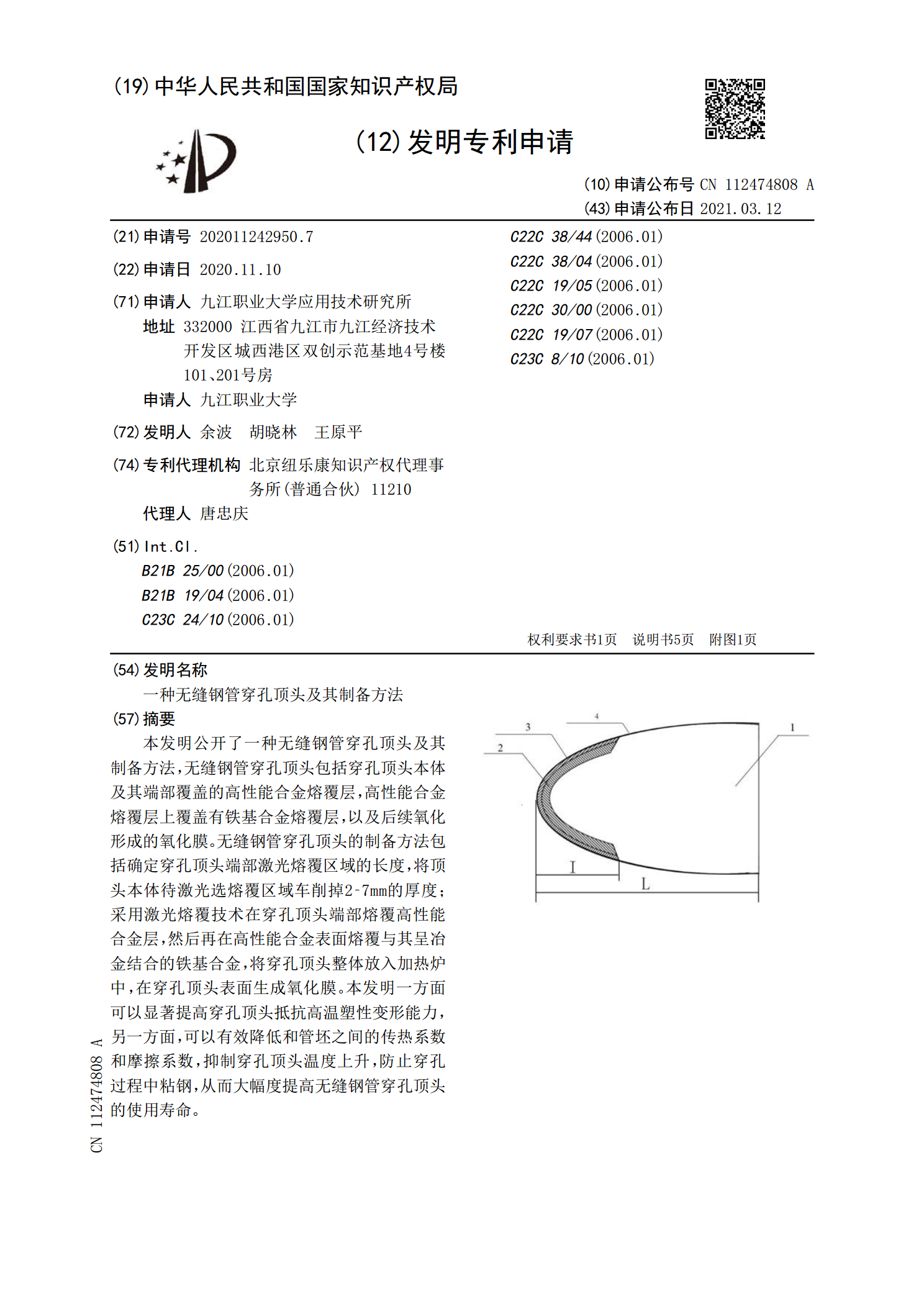
一种无缝钢管穿孔顶头及其制备方法.pdf
本发明公开了一种无缝钢管穿孔顶头及其制备方法,无缝钢管穿孔顶头包括穿孔顶头本体及其端部覆盖的高性能合金熔覆层,高性能合金熔覆层上覆盖有铁基合金熔覆层,以及后续氧化形成的氧化膜。无缝钢管穿孔顶头的制备方法包括确定穿孔顶头端部激光熔覆区域的长度,将顶头本体待激光选熔覆区域车削掉2‑7mm的厚度;采用激光熔覆技术在穿孔顶头端部熔覆高性能合金层,然后再在高性能合金表面熔覆与其呈冶金结合的铁基合金,将穿孔顶头整体放入加热炉中,在穿孔顶头表面生成氧化膜。本发明一方面可以显著提高穿孔顶头抵抗高温塑性变形能力,另一方面,
一种船舶用无缝钢管及其制备方法.pdf
本发明涉及无缝钢管技术领域,尤其是一种船舶用无缝钢管及其制备方法;所述无缝钢管的化学成分按照重量百分比分别为C:0.12-0.2%,Si:0.18-0.32%,Mn:1.18-1.8%,Mo:0.2-0.4%,Cr:11.6-12.2%,Ti:0.2-0.3%,V:0.45-0.58%,Re:0.32-0.48%,Al:0.02-0.05%,B:0.0008-0.018%,N:0.008-0.01%,P≤0.02%,S≤0.02%,O≤0.003%,其余为Fe和不可避免的杂质,各成分质量分数总计为100;

一种大口径无缝钢管专用砂轮及其制备方法.pdf
本发明涉及一种大口径无缝钢管专用砂轮及其制备方法;本发明砂轮包括下述重量份原料:8目一级棕刚玉20~30,12目一级棕刚玉30~40,16目一级棕刚玉30~40,24目黑碳化硅10~20,酚醛树脂液5~6,酚醛树脂粉11.5~12.5,纤维绒1~2,钠冰晶石3~4,立德粉1~2,炭黑0.1~0.3,硫酸钙晶须4~5,硫化铁2~4;本发明所用的原料都是市售工业原料,便于采购和组织生产,无国家限制或禁用的材料,不会造成环境污染;本发明制备工艺简单,所采用的设备都是标准设备,可以节省投资,节约能源;本发明产品成