
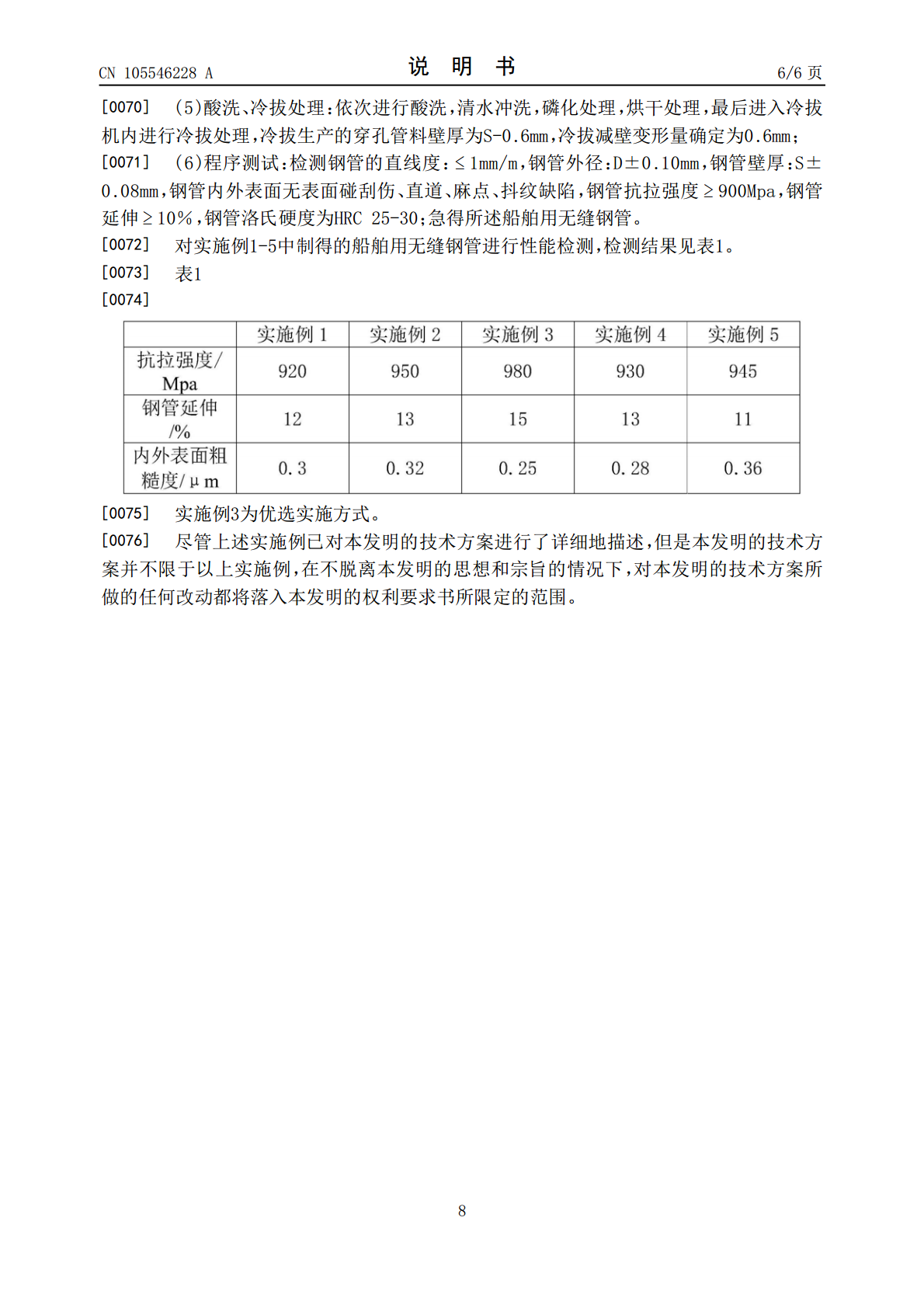
一种船舶用无缝钢管及其制备方法.pdf

丹烟****魔王


1/8
2/8

3/8
4/8

5/8
6/8
7/8
8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种船舶用无缝钢管及其制备方法.pdf
本发明涉及无缝钢管技术领域,尤其是一种船舶用无缝钢管及其制备方法;所述无缝钢管的化学成分按照重量百分比分别为C:0.12-0.2%,Si:0.18-0.32%,Mn:1.18-1.8%,Mo:0.2-0.4%,Cr:11.6-12.2%,Ti:0.2-0.3%,V:0.45-0.58%,Re:0.32-0.48%,Al:0.02-0.05%,B:0.0008-0.018%,N:0.008-0.01%,P≤0.02%,S≤0.02%,O≤0.003%,其余为Fe和不可避免的杂质,各成分质量分数总计为100;
一种船舶座椅用PP及其制备方法.pdf
一种船舶座椅用PP,其特征在于:按质量份数计,包括以下组分,PP40份~60份、GF13份~19份、PE40份~60份、超支化聚合物16份~20份、TAF8份~14份、TPE5份~8份、过氧二碳酸酯3份~5份、玻璃纤维30份~50份、热稳定剂5份~9份、光稳定剂7701份~3份、二氧化钛3份~5份、氢氧化铝4份~8份。本发明的PP不仅力学性能好,能够抵抗住较大的力学冲击及扭转作用,同时,其还有具有较强的较强的阻燃、热稳定和光稳定的性能,因而具有较长的使用寿命。
一种船舶用无缝钢管的制造方法.pdf
本发明提供一种船舶用无缝钢管的制造方法包含以下步骤:首先对预处理后的铁水进行冶炼;然后采用连铸法铸造管坯并加热;将连铸管坯轧制成圆钢;将轧制成圆钢在加热炉中加热;加热后的圆钢在穿孔机穿孔并延伸;穿孔后的管坯进行推制扩管制成管材半成品;将管材半成品采用锯床切割;实施热处理;最后进行探伤检测,合格品入库。使得船舶用无缝钢管的力学性能优良,抗腐蚀性能好,满足船舶使用要求;本发明的船舶用无缝钢管的制造方法使得造价成本降低,提高工艺精度,成品率高,极大地提高自动化的生产效率,扩大使用范围。

一种无缝钢管及其制备方法.pdf
本发明提供了一种无缝钢管及其制备方法。形成该无缝钢管的原料按照重量百分比计算包括:C:0.14‑0.18%,Si:0.30‑0.50%,Mn:1.45‑1.65%,Cr:0.15‑0.24%,Mo:0.01‑0.06%,Al:0.02‑0.05%,P≤0.020%,S≤0.003%,CE≤0.44%,余量为Fe及不可避免的杂质;其中,C、Mn、Cr、Mo和Al之间的重量百分比符合以下条件:9≤Mn/C+Cr+Mo+Al≤12;制备该无缝钢管的方法包括,对上述原料进行配料、冶炼、铸造形成坯料,并对坯料进行打

一种无缝钢管及其制备方法.pdf
本申请提供了一种无缝钢管及其制备方法,通过对棒坯的穿孔工艺参数、抛磨机的磨头、荒管冷轧工艺、冷轧管机的管坯固定装置、芯棒基体和表面的硬度、半成品管的热处理工艺、半成品管的自动校直工艺以及穿孔机的顶头和顶杆等作出改进,再将生产无缝钢管的各个工序进行有效集成,形成了一种厚壁小孔无缝钢管的制备方法。通过该制备方法生产厚壁小孔无缝钢管,能够大大缩短生产流程和生产周期,有效提高生产效率、节省人工及原料成本;生产过程中杜绝了传统的酸洗流程,从而避免对环境的污染。并且通过该制备方法生产得到的厚壁小孔无缝钢管,内外壁尺寸