
一种超宽超薄金属锂及其合金带材的制备方法.pdf

猫巷****雪凝

1/5
2/5

3/5

4/5

5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种超宽超薄金属锂及其合金带材的制备方法.pdf
本发明公开了一种超宽超薄金属锂及其合金带材的制备方法。所述超宽超薄金属锂及其合金带材的制备方法包括以下步骤:步骤A:选取规格为0.15mm*80~110mm的胚料;步骤B:将保护膜放置在轧机的一个放卷装置上,牵引经过轧辊,最后缠绕在一个收卷装置上;步骤C:将所述胚料放置在所述轧机的另一个放卷装置上。本发明的超宽超薄金属锂及其合金带材的制备方法,通过采用覆双膜精轧、贴膜收卷方法,使用粘着力不同的两种膜,既减少收卷张力对带材的影响,还避免与轧辊直接接触,在减小带材厚度及加大带材宽度的同时,保证带材厚度与宽度的

一种超薄极薄多层金属复合带材及其制备方法.pdf
本发明的目的是提供一种组元力学性能差异极大的超薄极薄多层金属复合带材及其制备方法,具体制备方法为:母材板材的预处理:将母材板材表面进行机械打磨、清洗;将处理好的板材按照一定顺序堆叠,并将其放入真空热压炉进行热压;将真空热压后的板材进行热轧;将热轧后的复合板直接进行多道次冷轧或者进行中间退火,获得表面质量良好、厚度小于或等于0.5mm的多层金属复合带材;最终将带材进行热处理。所述方法特别适用于制造蜂鸣器振动片用的带材。
一种改性超薄金属锂带及其制备方法和应用.pdf
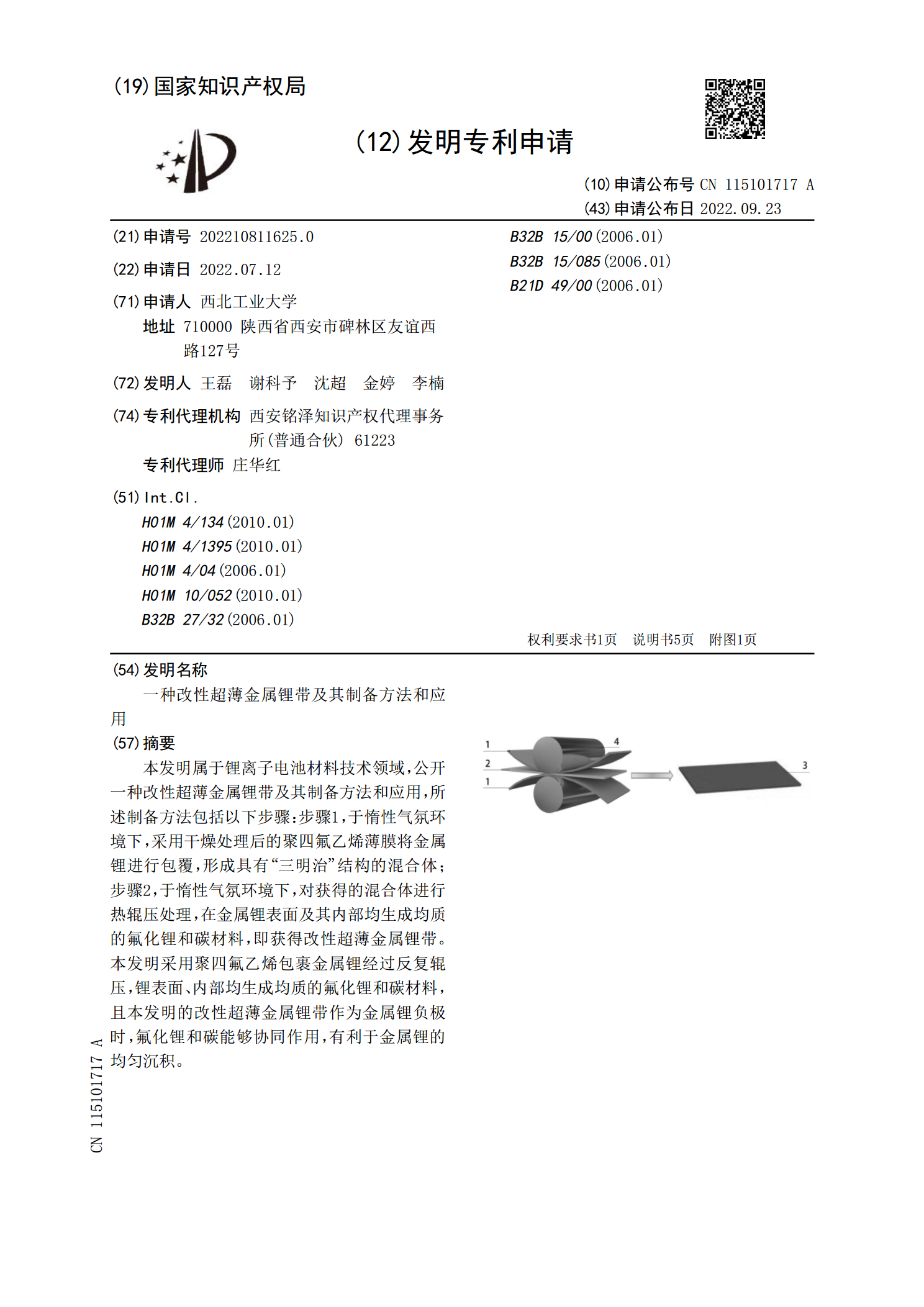
本发明属于锂离子电池材料技术领域,公开一种改性超薄金属锂带及其制备方法和应用,所述制备方法包括以下步骤:步骤1,于惰性气氛环境下,采用干燥处理后的聚四氟乙烯薄膜将金属锂进行包覆,形成具有“三明治”结构的混合体;步骤2,于惰性气氛环境下,对获得的混合体进行热辊压处理,在金属锂表面及其内部均生成均质的氟化锂和碳材料,即获得改性超薄金属锂带。本发明采用聚四氟乙烯包裹金属锂经过反复辊压,锂表面、内部均生成均质的氟化锂和碳材料,且本发明的改性超薄金属锂带作为金属锂负极时,氟化锂和碳能够协同作用,有利于金属锂的均匀沉
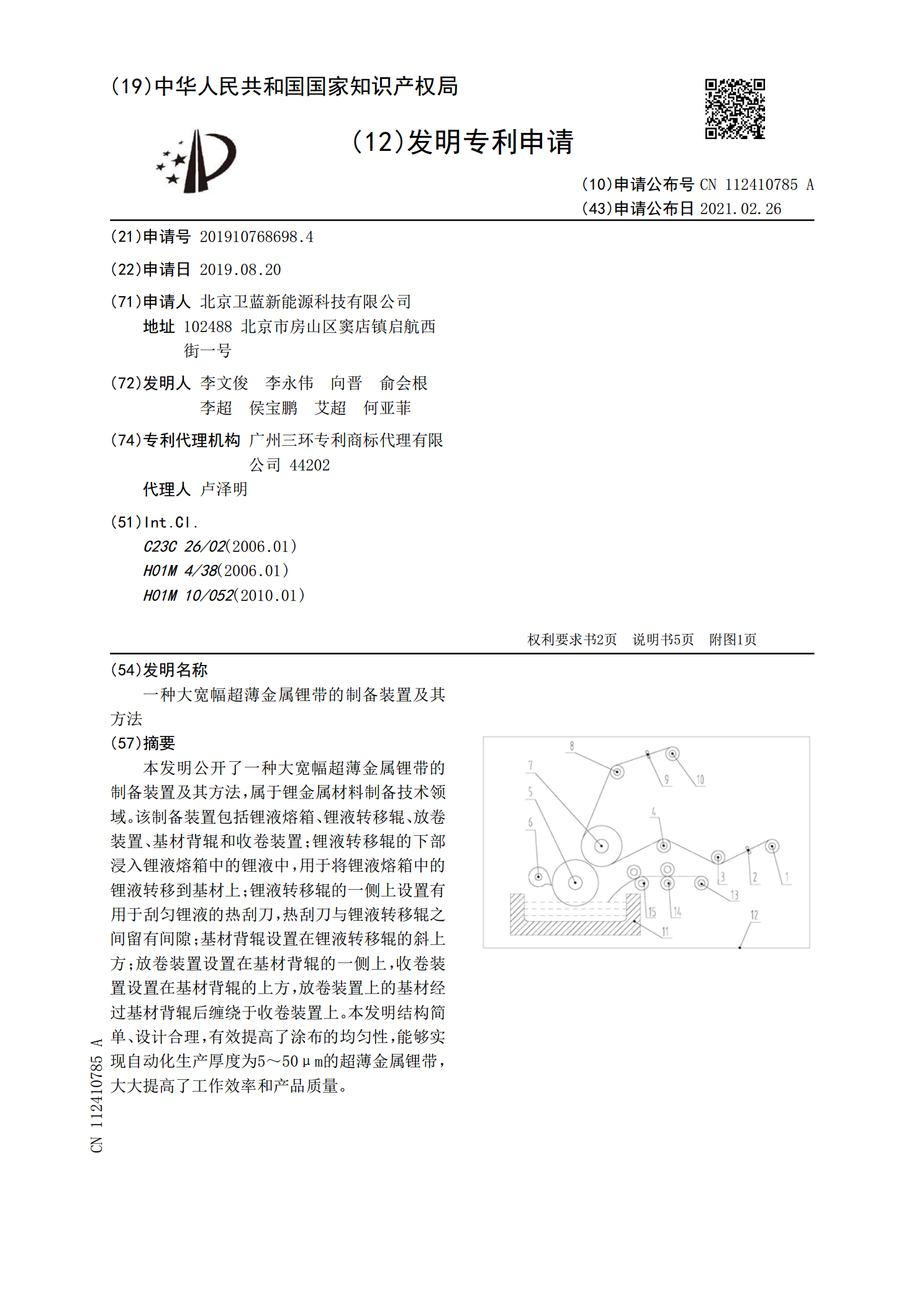
一种大宽幅超薄金属锂带的制备装置及其方法.pdf
本发明公开了一种大宽幅超薄金属锂带的制备装置及其方法,属于锂金属材料制备技术领域。该制备装置包括锂液熔箱、锂液转移辊、放卷装置、基材背辊和收卷装置;锂液转移辊的下部浸入锂液熔箱中的锂液中,用于将锂液熔箱中的锂液转移到基材上;锂液转移辊的一侧上设置有用于刮匀锂液的热刮刀,热刮刀与锂液转移辊之间留有间隙;基材背辊设置在锂液转移辊的斜上方;放卷装置设置在基材背辊的一侧上,收卷装置设置在基材背辊的上方,放卷装置上的基材经过基材背辊后缠绕于收卷装置上。本发明结构简单、设计合理,有效提高了涂布的均匀性,能够实现自动化
一种超薄非晶合金带材的制备方法.pdf
本发明公开了一种超薄非晶合金带材的制备方法,包括以下具体步骤:将各原料按配比准备好,分别投入到中频感应熔炼炉中,使各原料熔融混合;对熔融金属液进行除渣处理,除渣后的熔融液送入结晶器中冷却得到非晶合金目半成品;将非晶合金目半成品投入至中频感应熔炼炉中,使非晶合金目半成品熔融后加入原料Ni,得到混合熔融金属液;采用单辊甩带法制备带材,得到非晶合金带材。本发明制备的带材具有超薄、应力小、密度高、使用强度高的性能。