
一种全自动冲压生产线.pdf

Jo****63

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种全自动冲压生产线.pdf
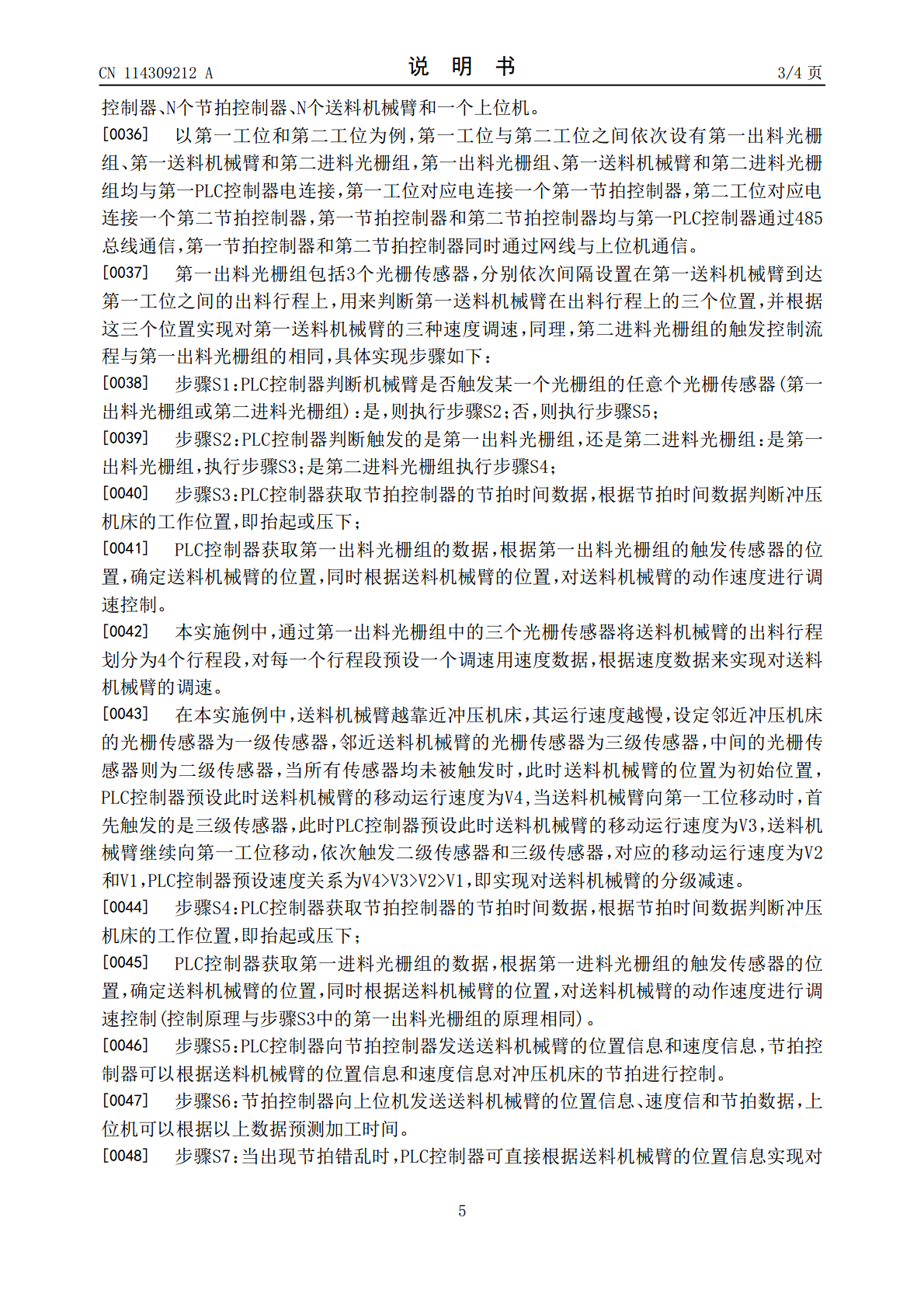
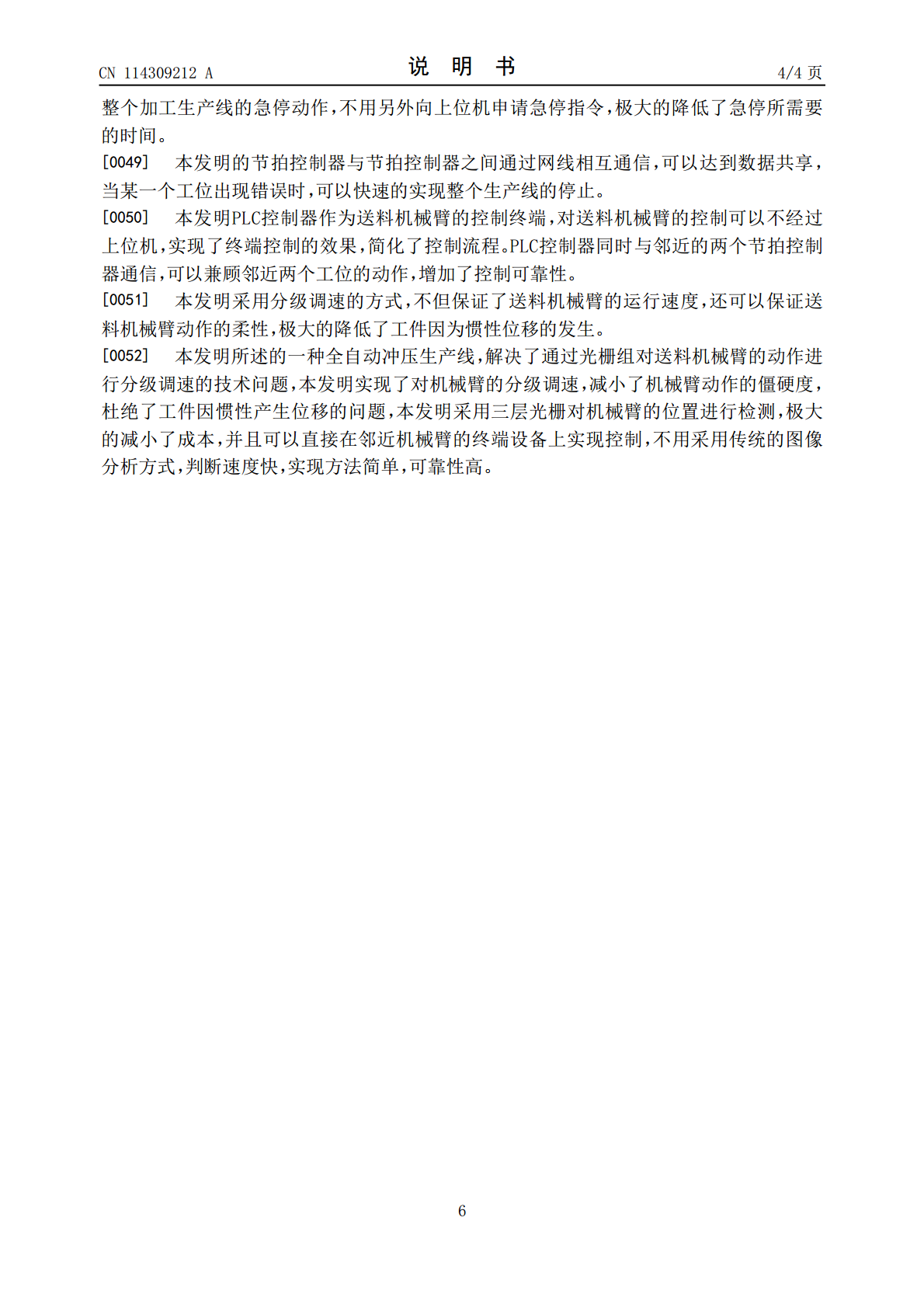
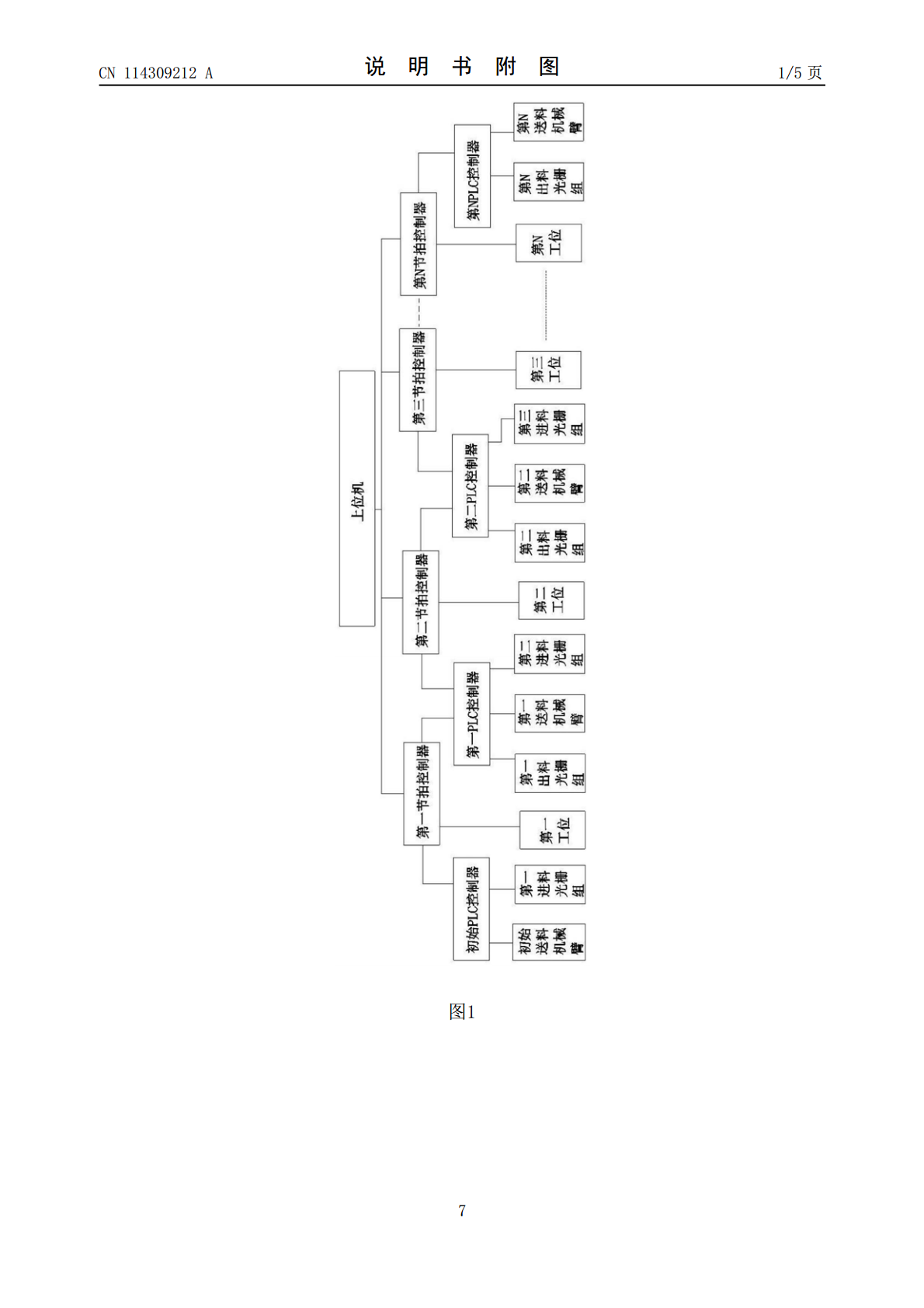
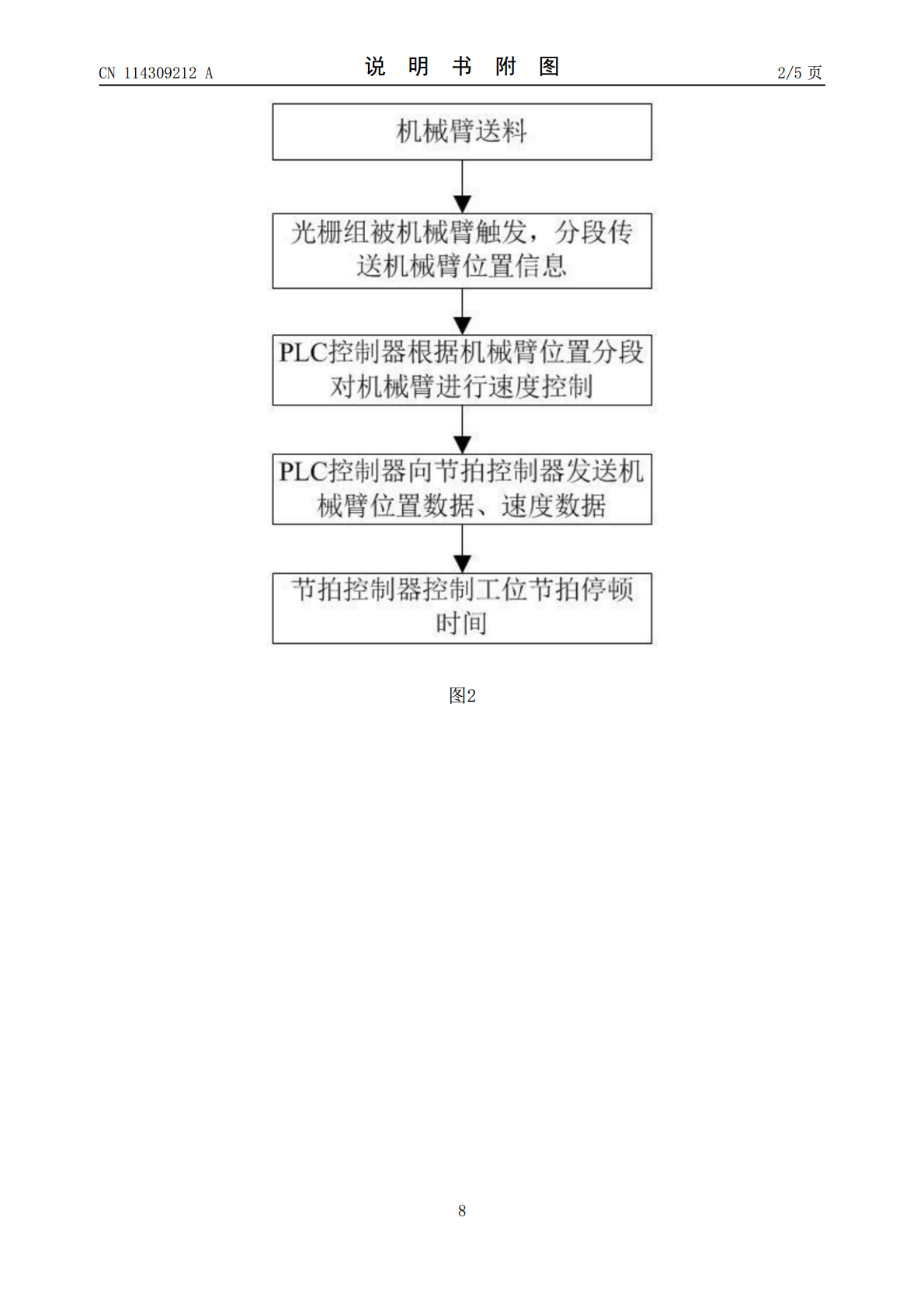
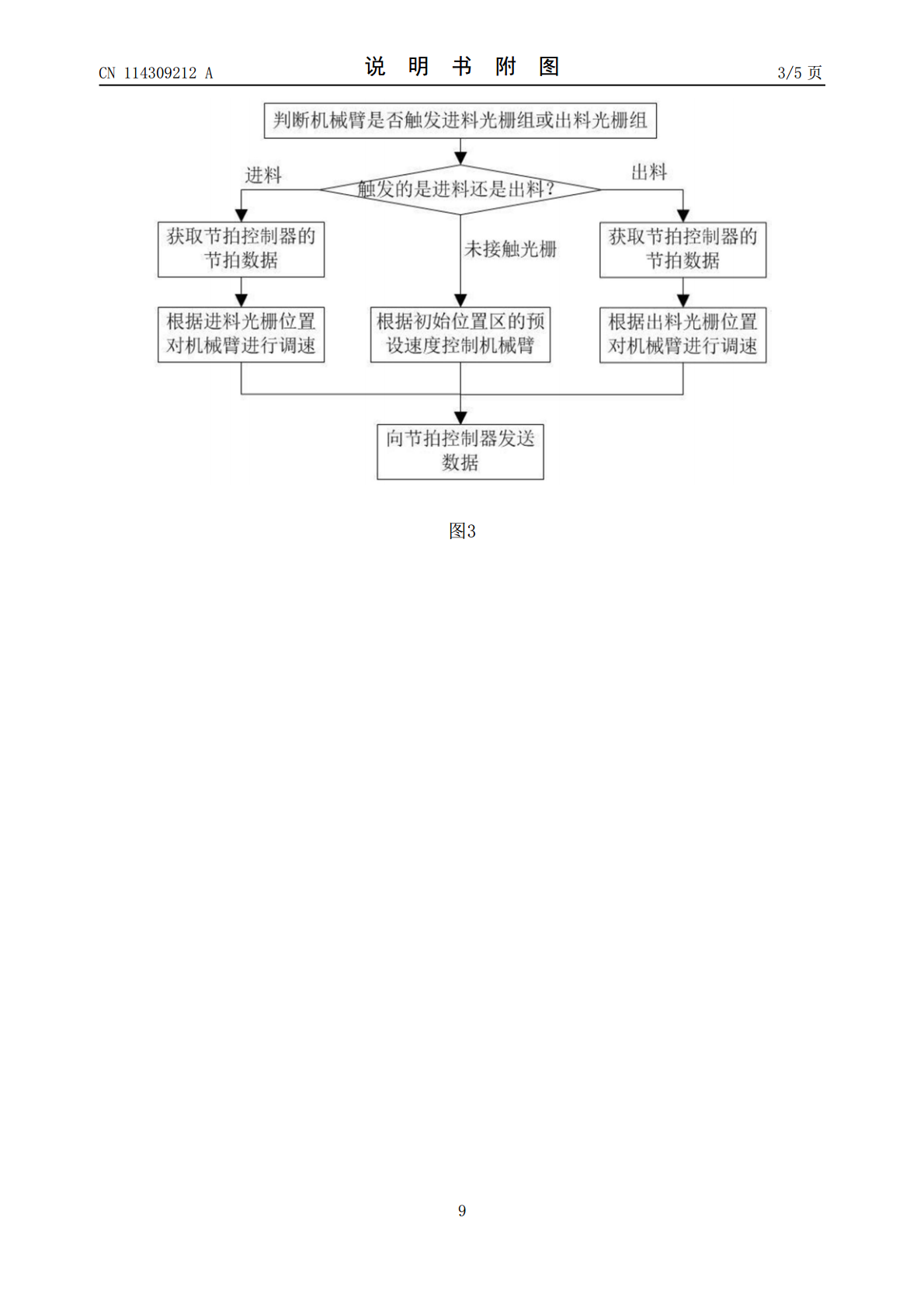
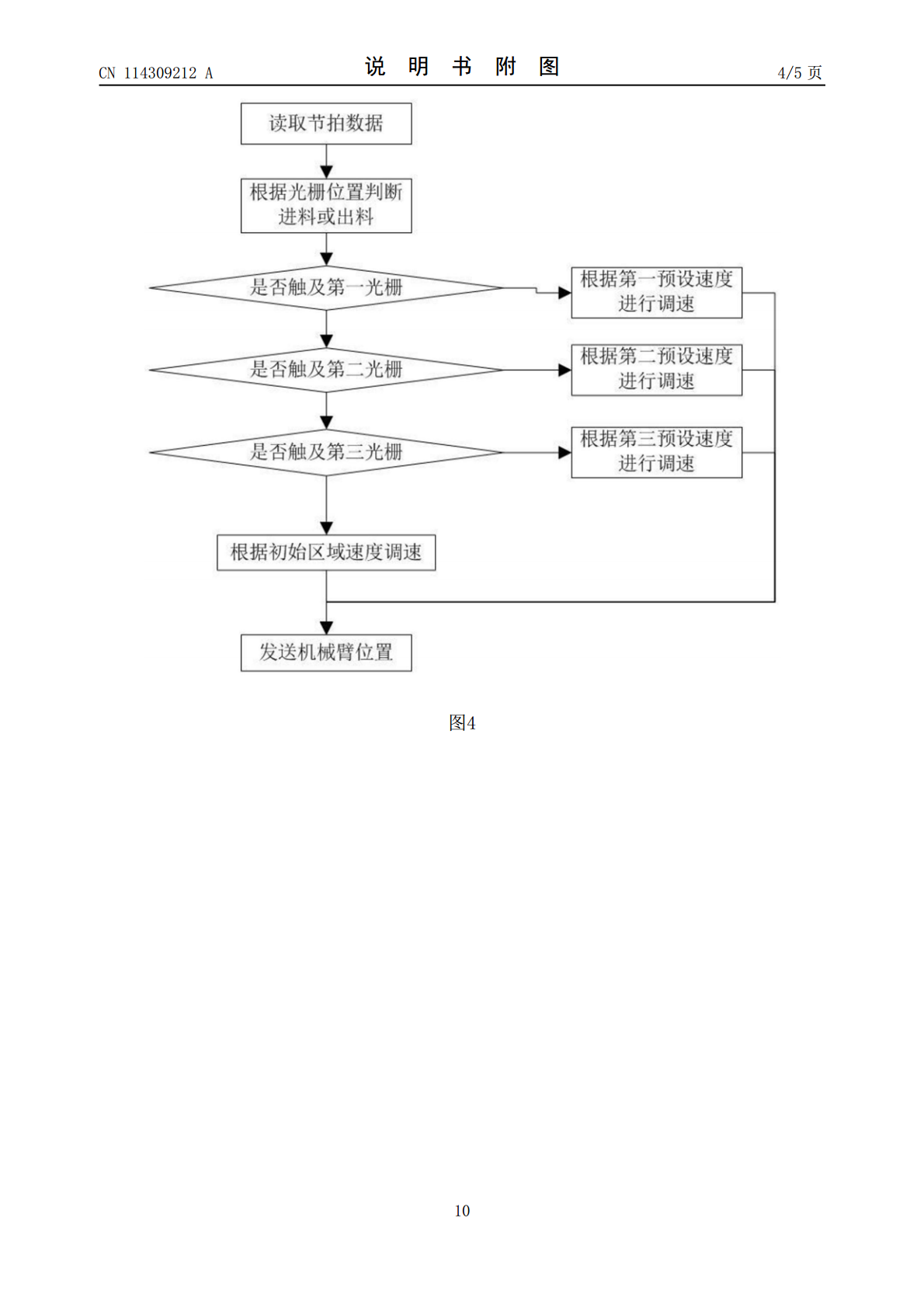
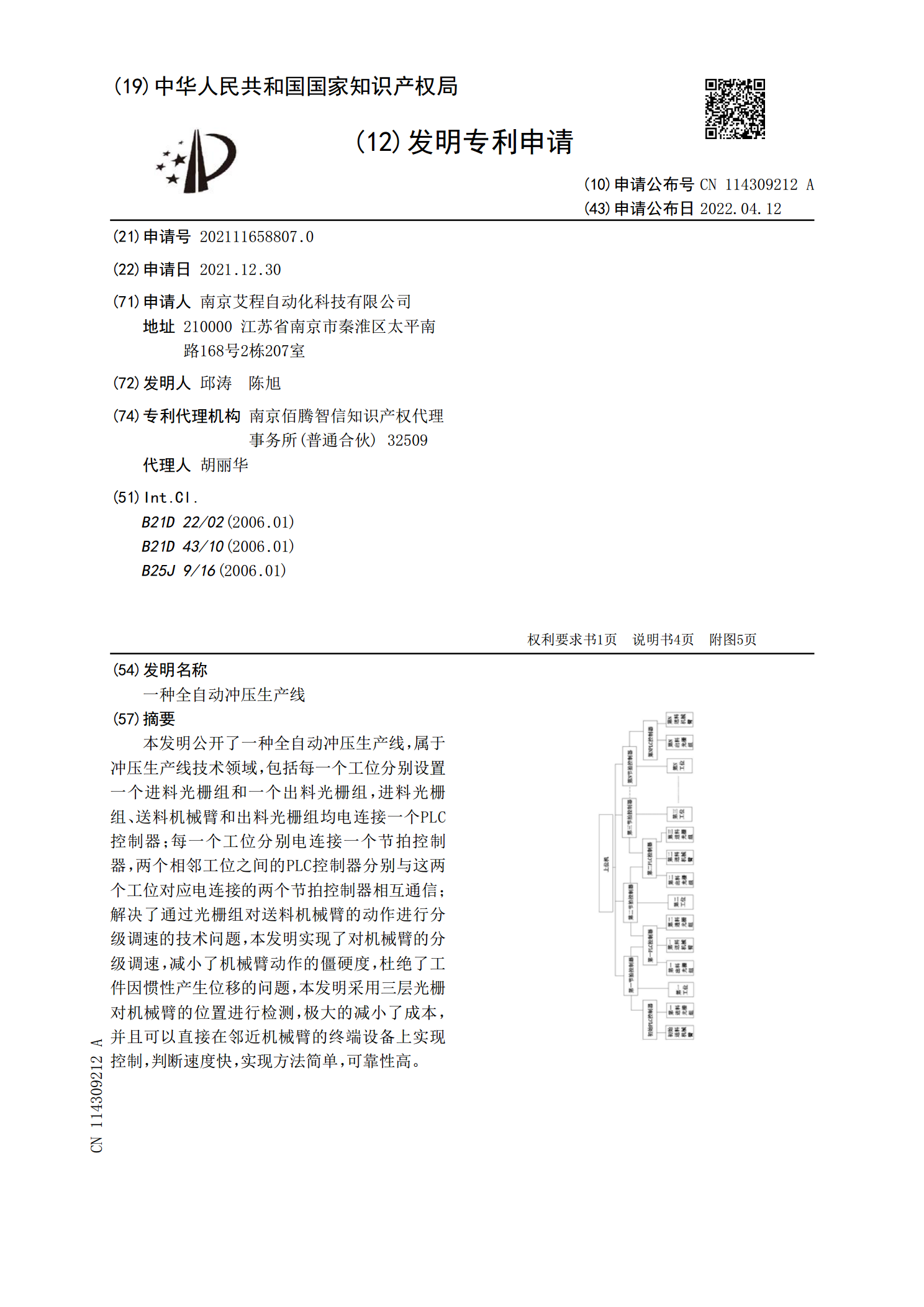
本发明公开了一种全自动冲压生产线,属于冲压生产线技术领域,包括每一个工位分别设置一个进料光栅组和一个出料光栅组,进料光栅组、送料机械臂和出料光栅组均电连接一个PLC控制器;每一个工位分别电连接一个节拍控制器,两个相邻工位之间的PLC控制器分别与这两个工位对应电连接的两个节拍控制器相互通信;解决了通过光栅组对送料机械臂的动作进行分级调速的技术问题,本发明实现了对机械臂的分级调速,减小了机械臂动作的僵硬度,杜绝了工件因惯性产生位移的问题,本发明采用三层光栅对机械臂的位置进行检测,极大的减小了成本,并且可以直接
一种全自动冲压生产线.pdf
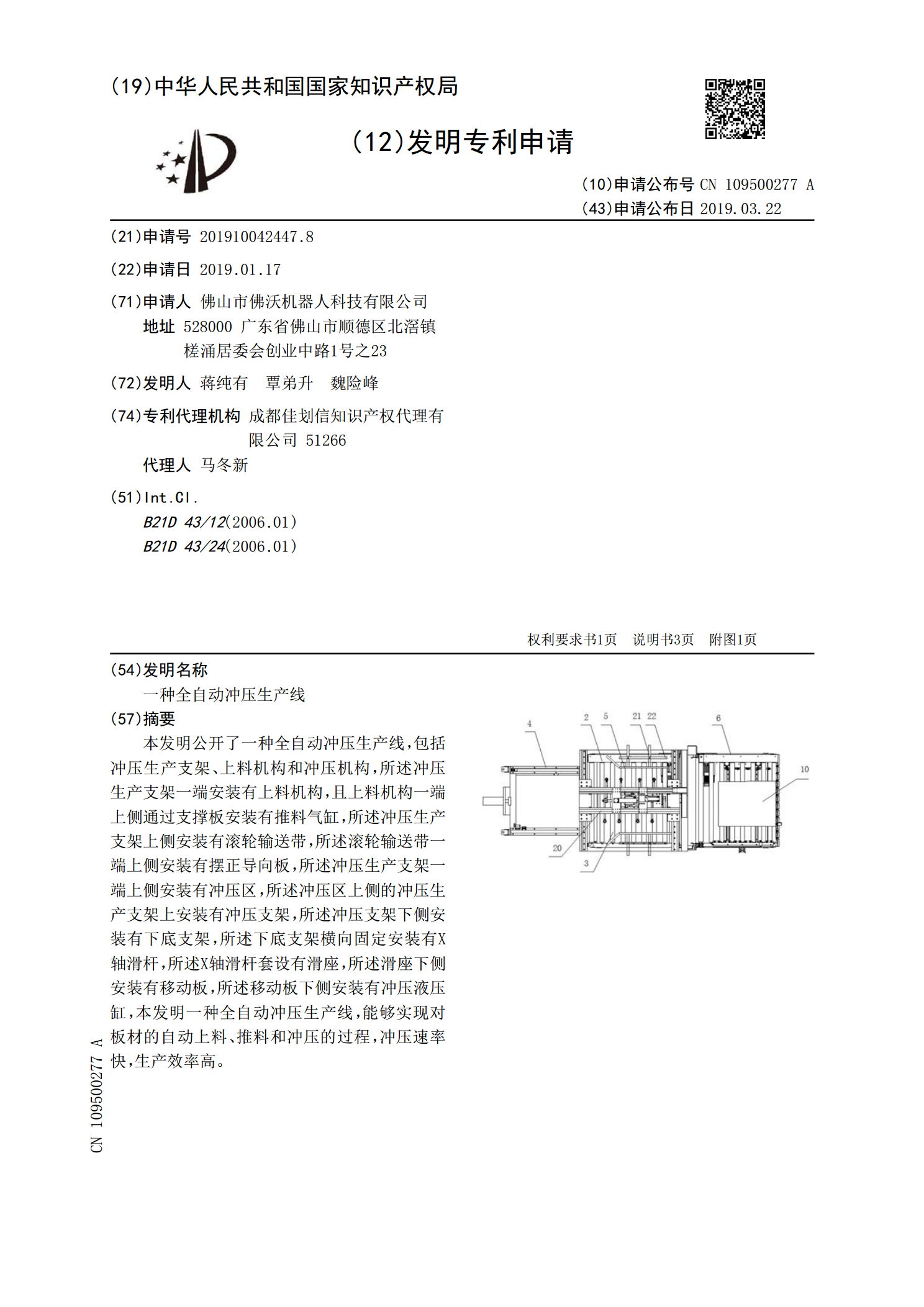
本发明公开了一种全自动冲压生产线,包括冲压生产支架、上料机构和冲压机构,所述冲压生产支架一端安装有上料机构,且上料机构一端上侧通过支撑板安装有推料气缸,所述冲压生产支架上侧安装有滚轮输送带,所述滚轮输送带一端上侧安装有摆正导向板,所述冲压生产支架一端上侧安装有冲压区,所述冲压区上侧的冲压生产支架上安装有冲压支架,所述冲压支架下侧安装有下底支架,所述下底支架横向固定安装有X轴滑杆,所述X轴滑杆套设有滑座,所述滑座下侧安装有移动板,所述移动板下侧安装有冲压液压缸,本发明一种全自动冲压生产线,能够实现对板材的自
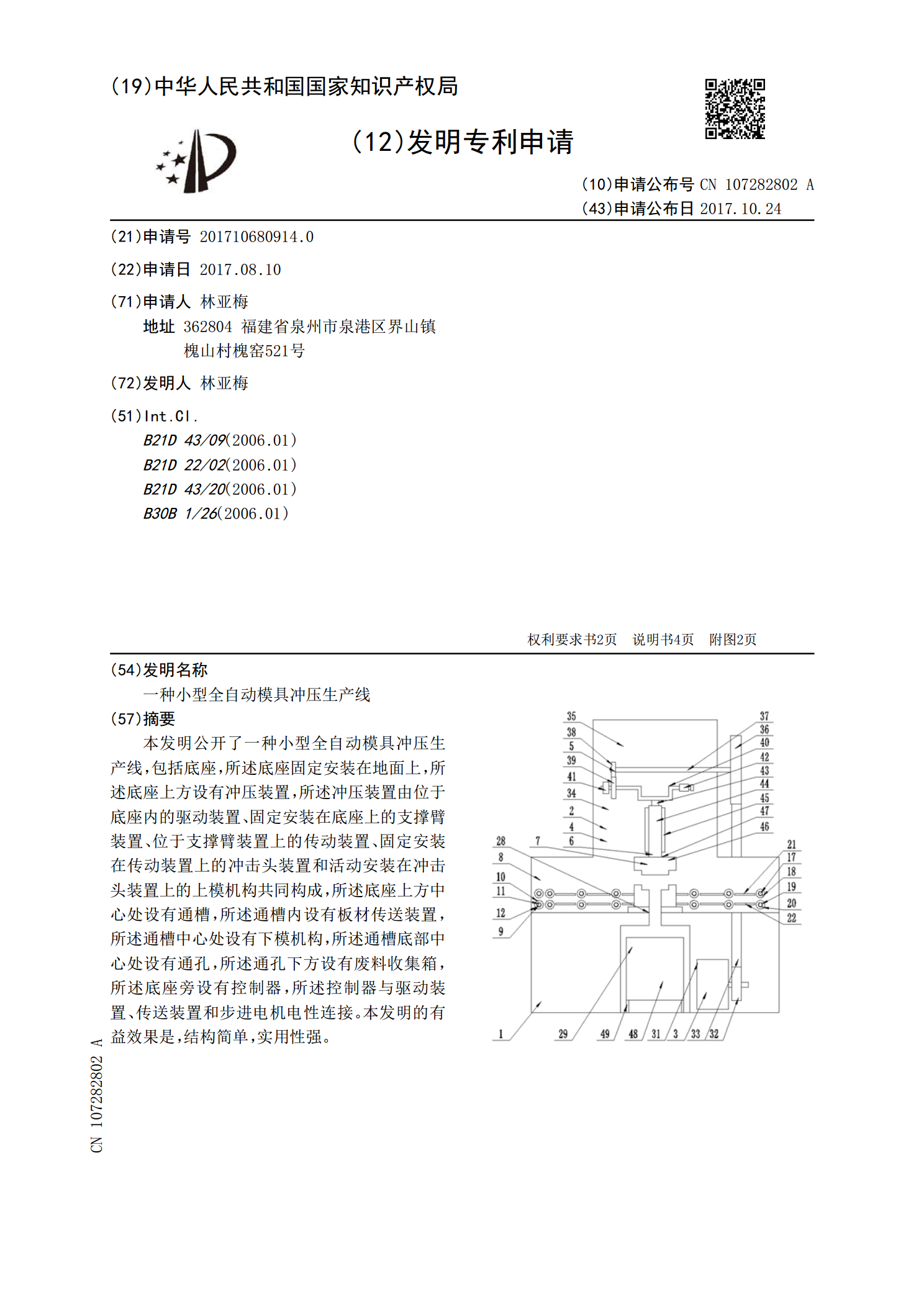
一种小型全自动模具冲压生产线.pdf
本发明公开了一种小型全自动模具冲压生产线,包括底座,所述底座固定安装在地面上,所述底座上方设有冲压装置,所述冲压装置由位于底座内的驱动装置、固定安装在底座上的支撑臂装置、位于支撑臂装置上的传动装置、固定安装在传动装置上的冲击头装置和活动安装在冲击头装置上的上模机构共同构成,所述底座上方中心处设有通槽,所述通槽内设有板材传送装置,所述通槽中心处设有下模机构,所述通槽底部中心处设有通孔,所述通孔下方设有废料收集箱,所述底座旁设有控制器,所述控制器与驱动装置、传送装置和步进电机电性连接。本发明的有益效果是,结构

一种汽车桥壳全自动冲压生产线.pdf
本发明公开了一种汽车桥壳全自动冲压生产线,包括上料机构、加热机构、冲压机构、下料机构,上料机构包括毛坯输送机架、安装于毛坯输送机架上链输送装置一、设置于毛坯输送机架一端的毛坯转移组件;加热机构包括毛坯加热机架、固定盖于毛坯加热机架上方的加热炉体、设置于毛坯加热机架上的毛坯输送组件、设置于毛坯加热机架一端的毛坯定位组件;冲压机构包括桥壳冲压机、转入机械手、转出机械手,以及分别安装于两机械手输出端的毛坯夹持组件与成品夹持组件一;下料机构包括成品输送架、安装于成品输送架上链输送装置二、堆叠机械手,以及安装于堆叠
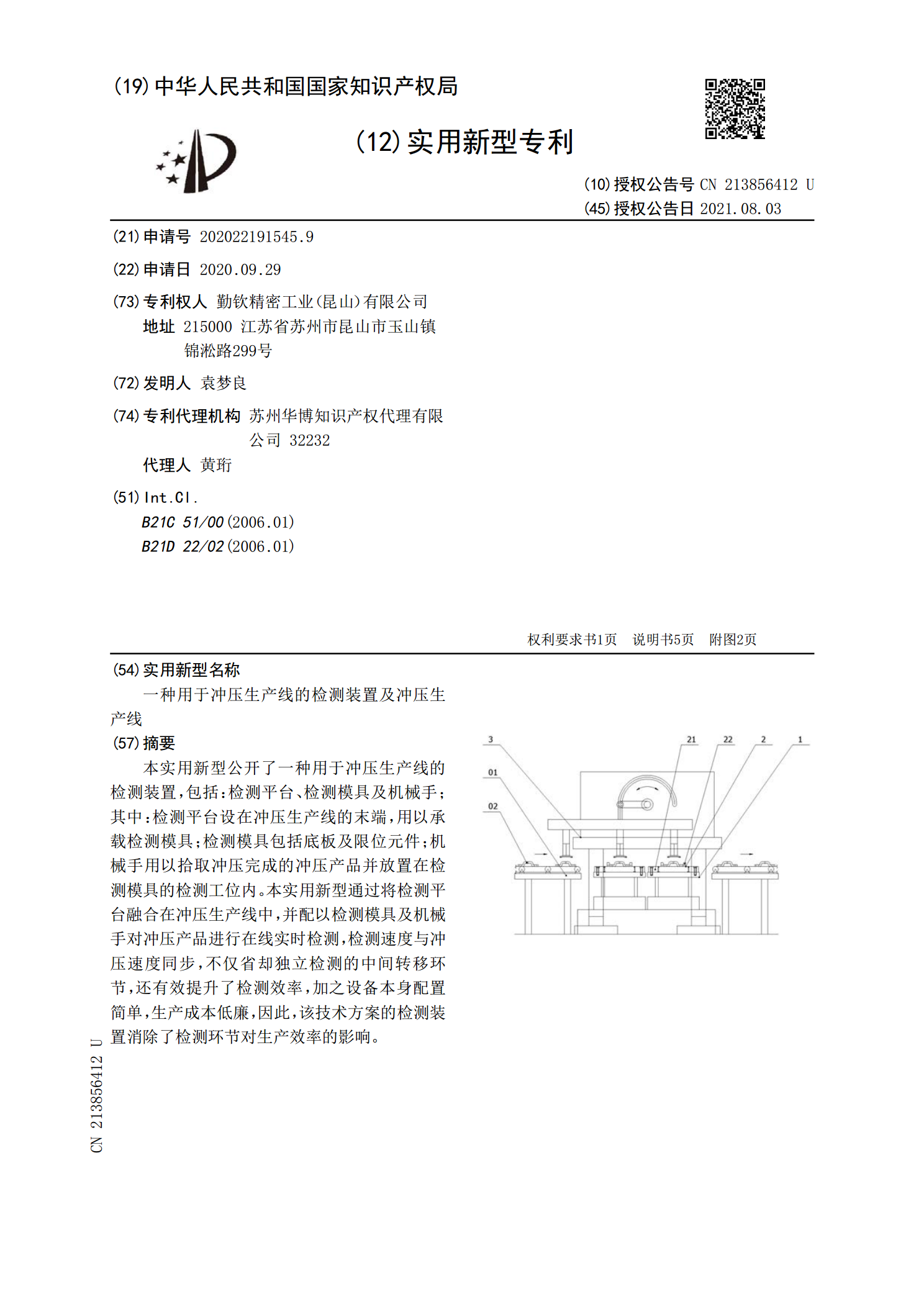
一种用于冲压生产线的检测装置及冲压生产线.pdf
本实用新型公开了一种用于冲压生产线的检测装置,包括:检测平台、检测模具及机械手;其中:检测平台设在冲压生产线的末端,用以承载检测模具;检测模具包括底板及限位元件;机械手用以拾取冲压完成的冲压产品并放置在检测模具的检测工位内。本实用新型通过将检测平台融合在冲压生产线中,并配以检测模具及机械手对冲压产品进行在线实时检测,检测速度与冲压速度同步,不仅省却独立检测的中间转移环节,还有效提升了检测效率,加之设备本身配置简单,生产成本低廉,因此,该技术方案的检测装置消除了检测环节对生产效率的影响。