
电芯入壳设备.pdf

fa****楠吖

1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10
10/10
亲,该文档总共15页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
电芯入壳设备.pdf
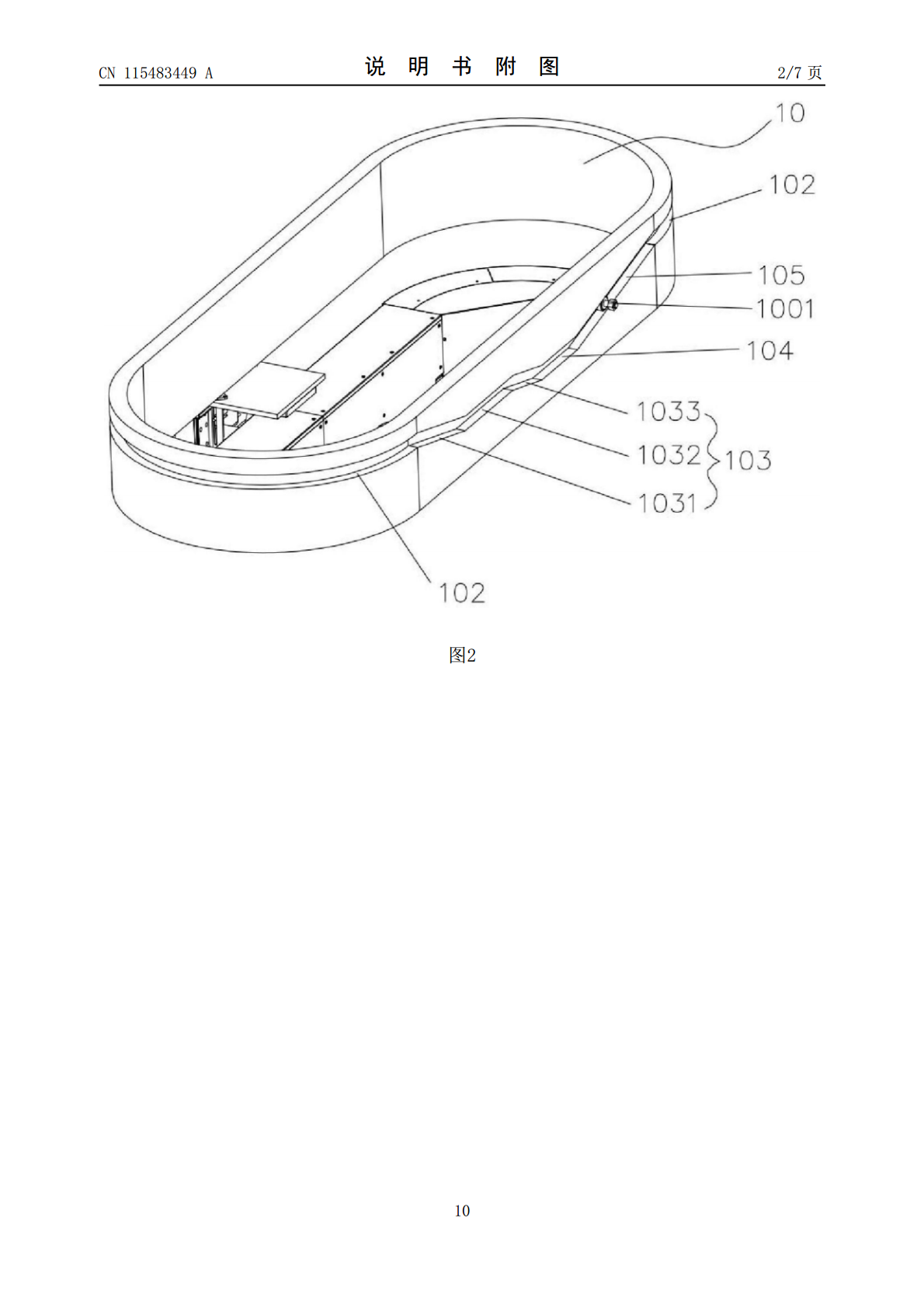
本发明提出一种电芯入壳设备,包括:第一输送线,第一输送线设有导向轨,导向轨包括第一水平段、第二水平段以及连接从第一水平段到第二水平段之间的第一过渡段,第一水平段水平高度高于所述第二水平段;工装,工装包括安装在导向轨上的滚轮,工装包括使电芯和外壳同轴的对位部,外壳设于所述对位部,电芯设于第一输送线下方且电芯在第二水平段中送入对位部。与现有技术比较,本发明在无需移载电芯,使得电芯入壳的效率得到极大提升,在对位的时候工装动而电芯不动,则杜绝了对电芯脆弱的内部构造造成损伤的风险,且整体结构实现方式简单,不容易造成
一种电芯入壳设备.pdf
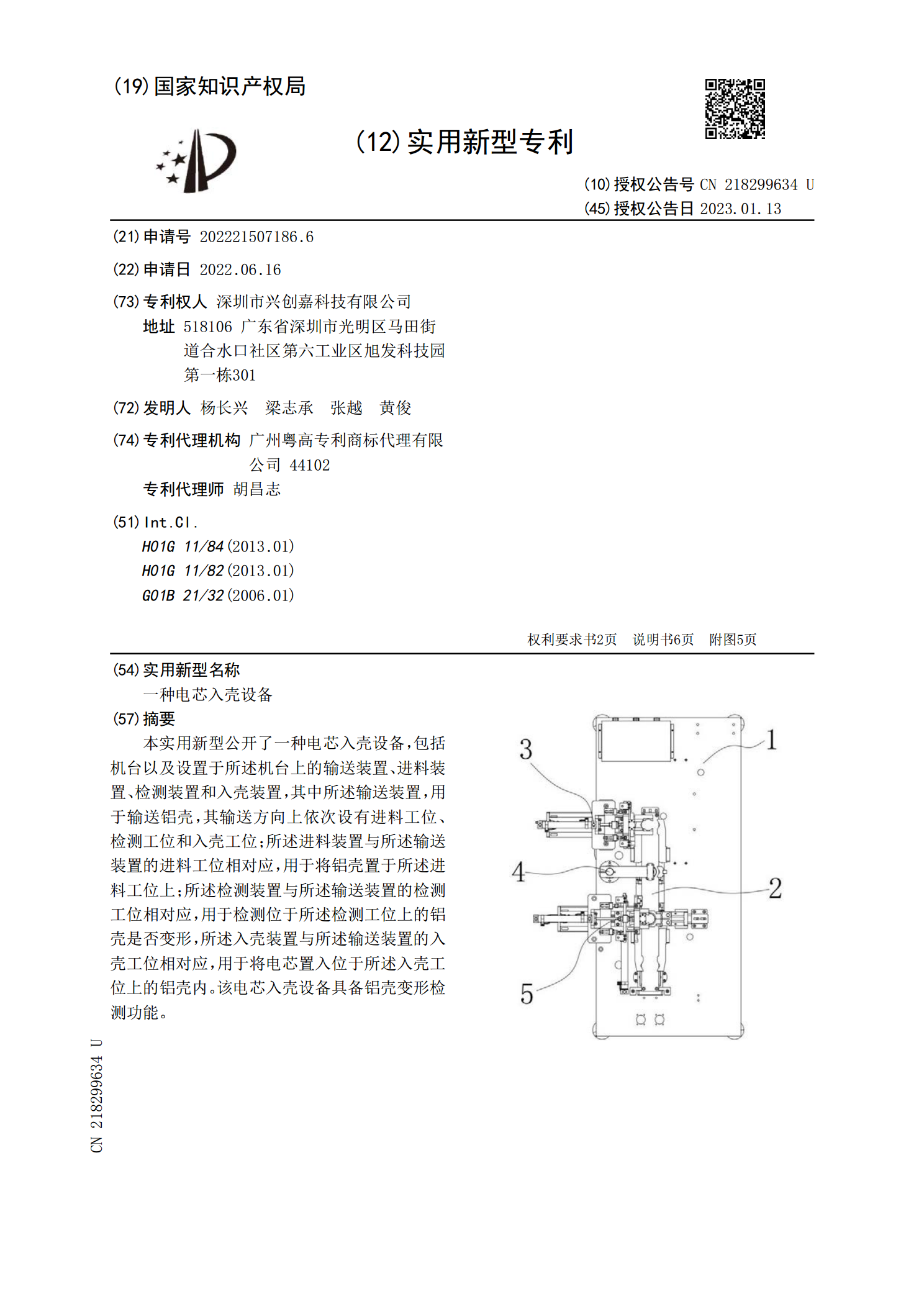
本实用新型公开了一种电芯入壳设备,包括机台以及设置于所述机台上的输送装置、进料装置、检测装置和入壳装置,其中所述输送装置,用于输送铝壳,其输送方向上依次设有进料工位、检测工位和入壳工位;所述进料装置与所述输送装置的进料工位相对应,用于将铝壳置于所述进料工位上;所述检测装置与所述输送装置的检测工位相对应,用于检测位于所述检测工位上的铝壳是否变形,所述入壳装置与所述输送装置的入壳工位相对应,用于将电芯置入位于所述入壳工位上的铝壳内。该电芯入壳设备具备铝壳变形检测功能。
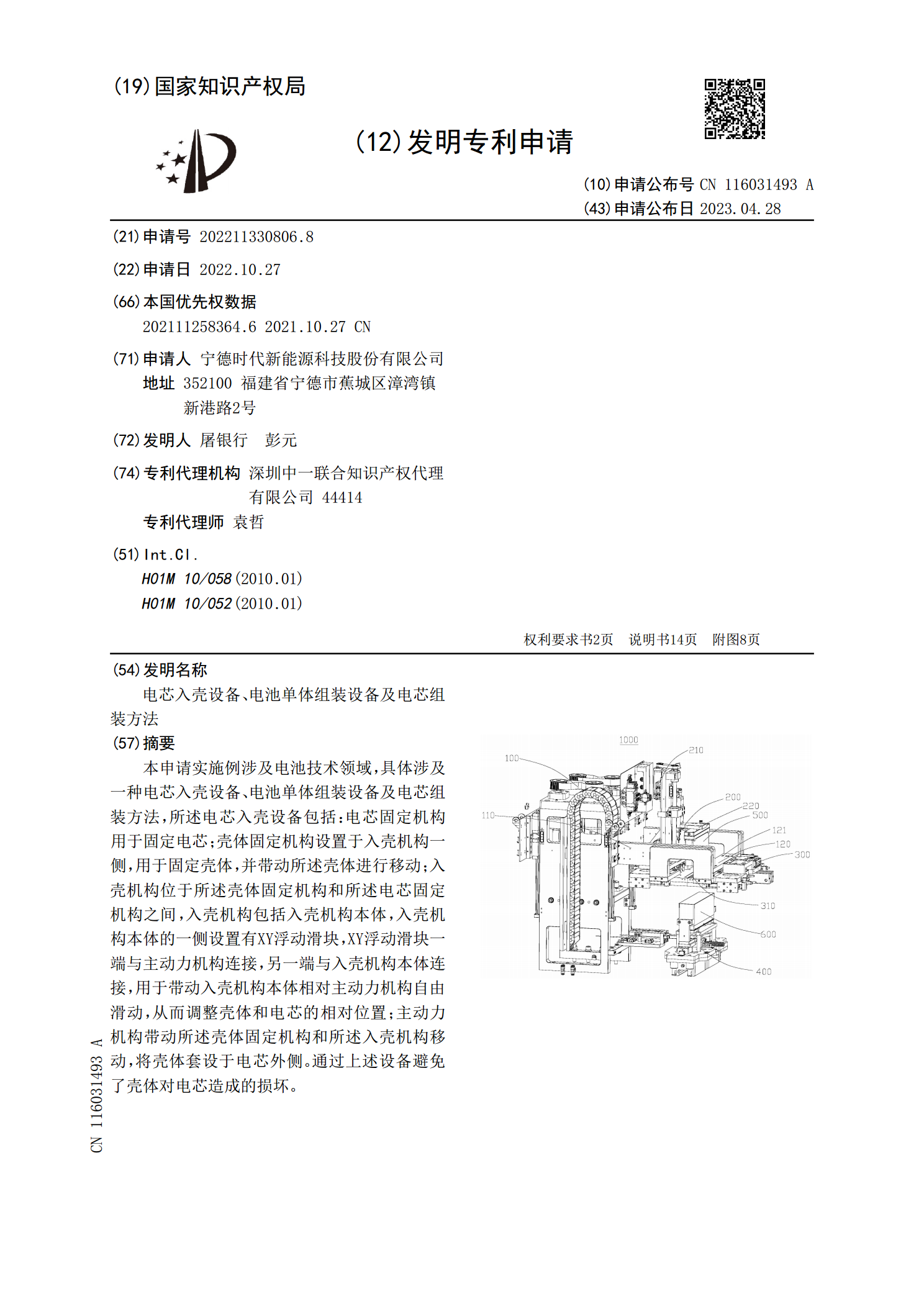
电芯入壳设备、电池单体组装设备及电芯组装方法.pdf
本申请实施例涉及电池技术领域,具体涉及一种电芯入壳设备、电池单体组装设备及电芯组装方法,所述电芯入壳设备包括:电芯固定机构用于固定电芯;壳体固定机构设置于入壳机构一侧,用于固定壳体,并带动所述壳体进行移动;入壳机构位于所述壳体固定机构和所述电芯固定机构之间,入壳机构包括入壳机构本体,入壳机构本体的一侧设置有XY浮动滑块,XY浮动滑块一端与主动力机构连接,另一端与入壳机构本体连接,用于带动入壳机构本体相对主动力机构自由滑动,从而调整壳体和电芯的相对位置;主动力机构带动所述壳体固定机构和所述入壳机构移动,将壳
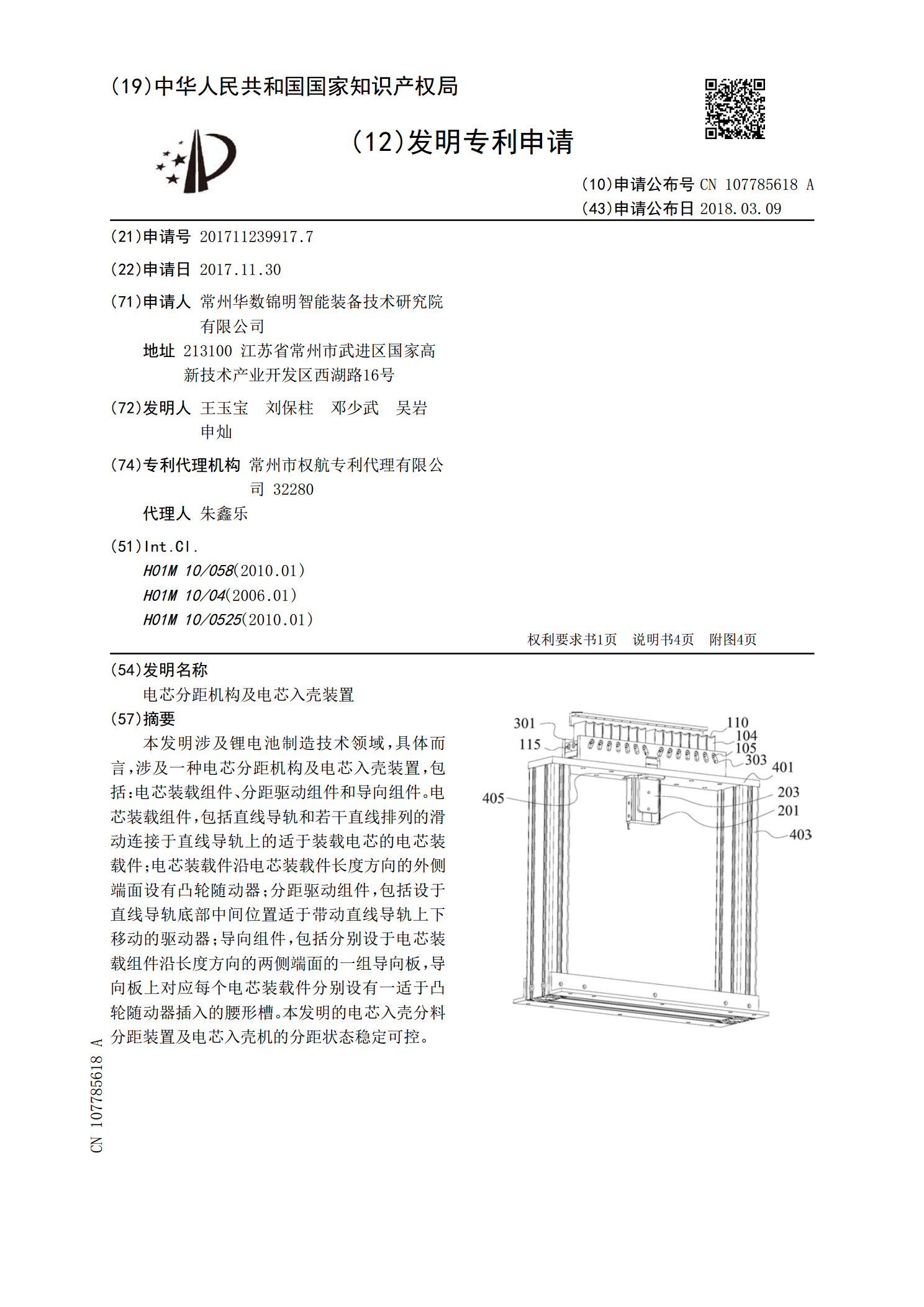
电芯分距机构及电芯入壳装置.pdf
本发明涉及锂电池制造技术领域,具体而言,涉及一种电芯分距机构及电芯入壳装置,包括:电芯装载组件、分距驱动组件和导向组件。电芯装载组件,包括直线导轨和若干直线排列的滑动连接于直线导轨上的适于装载电芯的电芯装载件;电芯装载件沿电芯装载件长度方向的外侧端面设有凸轮随动器;分距驱动组件,包括设于直线导轨底部中间位置适于带动直线导轨上下移动的驱动器;导向组件,包括分别设于电芯装载组件沿长度方向的两侧端面的一组导向板,导向板上对应每个电芯装载件分别设有一适于凸轮随动器插入的腰形槽。本发明的电芯入壳分料分距装置及电芯入
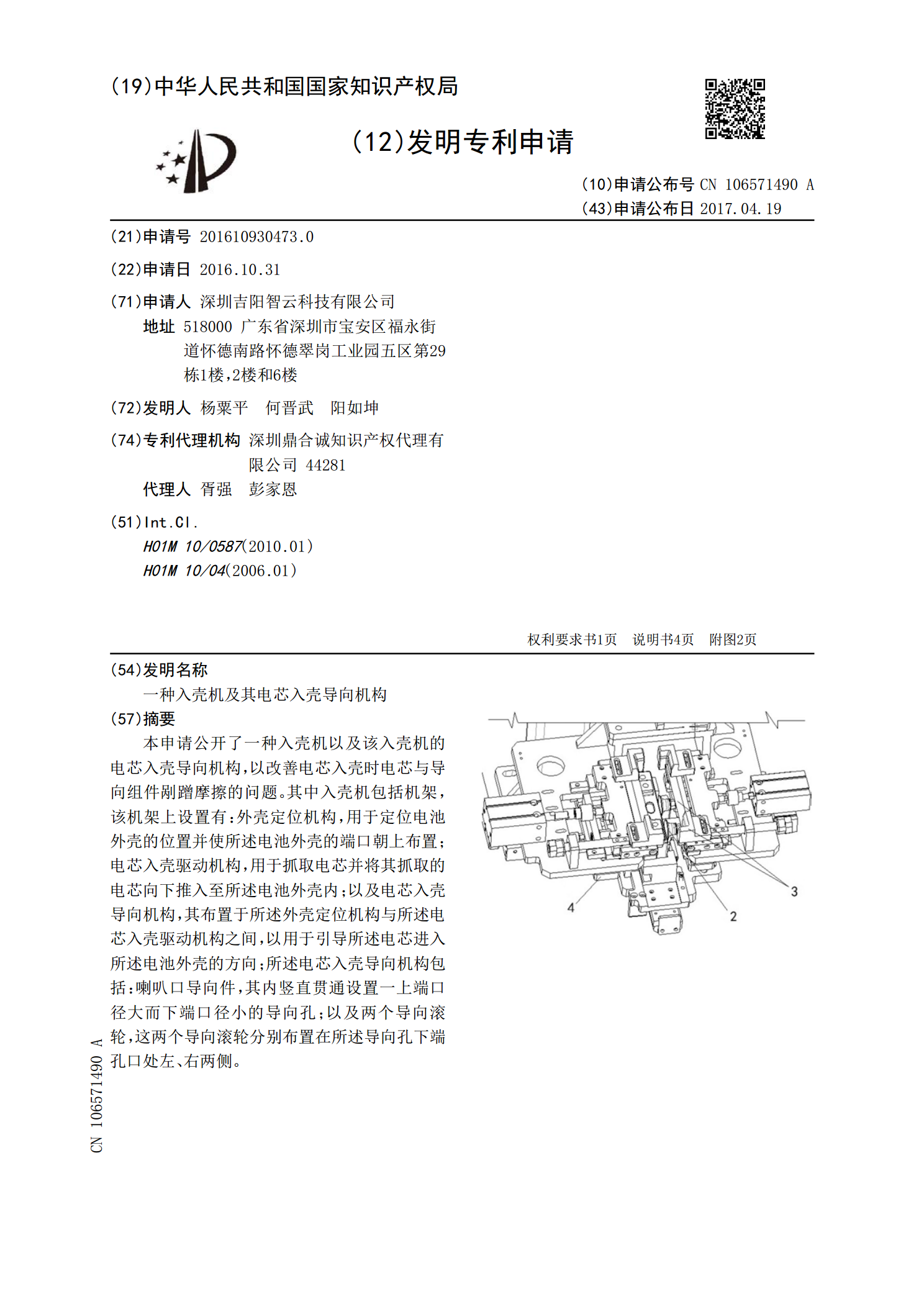
一种入壳机及其电芯入壳导向机构.pdf
本申请公开了一种入壳机以及该入壳机的电芯入壳导向机构,以改善电芯入壳时电芯与导向组件剐蹭摩擦的问题。其中入壳机包括机架,该机架上设置有:外壳定位机构,用于定位电池外壳的位置并使所述电池外壳的端口朝上布置;电芯入壳驱动机构,用于抓取电芯并将其抓取的电芯向下推入至所述电池外壳内;以及电芯入壳导向机构,其布置于所述外壳定位机构与所述电芯入壳驱动机构之间,以用于引导所述电芯进入所述电池外壳的方向;所述电芯入壳导向机构包括:喇叭口导向件,其内竖直贯通设置一上端口径大而下端口径小的导向孔;以及两个导向滚轮,这两个导向